Нет, какой-то гибкий пластик. Лезвие бритвы берет с трудом. Соединять буду на каретке инсрумента.troyep писал(а): а ремень с металлокордом ?
Создание ЧПУ
-
Бурабат

- Сверлит текстолит когтями
- Сообщения: 1190
- Зарегистрирован: Ср апр 21, 2010 15:04:42
- Откуда: Украина.
Re: Создание ЧПУ
Инвалиды, тоже люди
- Реклама
-
Muzykant

- Нашел транзистор. Понюхал.
- Сообщения: 192
- Зарегистрирован: Вт дек 24, 2013 17:22:18
- Откуда: Ярославль
Re: Создание ЧПУ
Не обязательно так. Мотор можно разместить на одном конце портала, ролик на другом, а концы ремня закрепить на каретке.
- Реклама


Re: Создание ЧПУ
Опять я с непоняткой фрезеровки пазов. Сначала были просверлены отверстия 1 мм. Затем проход фрезой, заход фрезы по отверстию. Вот что получается, подача была 20 мм/мин
Код для фрезы..
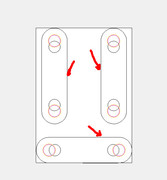
Тут еще вот что, при обрезке контура, фреза начинает такое же движение, как будто выгнулась (отметил синим)..

Но нет, при окончании фрезеровки, все ровно. Кто что думает?

Похоже не гнет фрезу и не уводит ее, сам станок так фрезерует (первая фотка).
Код для фрезы..
Код: Выделить всё
T03 M06 M03 G43 H1 S10000
G0 X55,225 Y15,875 Z2,54
G1 Z-2,5
X52,725 Y15,875
G0 Z2,54
G0 X58,675 Y17,625 Z2,54
G1 Z-2,5
X58,675 Y20,125
G0 Z2,54
G0 X55,225 Y21,875 Z2,54
G1 Z-2,5
X52,725 Y21,875
G0 Z2,54
G00 Z10.0
M02Но нет, при окончании фрезеровки, все ровно. Кто что думает?
Похоже не гнет фрезу и не уводит ее, сам станок так фрезерует (первая фотка).
-
mr_kot

- Друг Кота
- Сообщения: 4625
- Зарегистрирован: Пт ноя 27, 2009 18:12:27
- Откуда: Черкассы, UA
- Контактная информация:
Re: Создание ЧПУ
Возможно, связано с направлением перемещения фрезы? Если фрезеровал попутно - попробуй встречно. Ну, или наоборот.Ruzik писал(а):Опять я с непоняткой фрезеровки пазов. Сначала были просверлены отверстия 1 мм. Затем проход фрезой, заход фрезы по отверстию. Вот что получается, подача была 20 мм/мин

В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
- Реклама

Re: Создание ЧПУ
mr_kot
Что то не похоже, я понимаю если бы фреза шла по окружности по синей линии. Но идет сначала вбок, потом прямо, потом опять назад, на ось входа фрезы, зеленая линия..

А с кодом что, может там что? Может кто попробует фрезернуть по этому коду?
На этой фотке тоже самое, как бы увод фрезы..
Что то не похоже, я понимаю если бы фреза шла по окружности по синей линии. Но идет сначала вбок, потом прямо, потом опять назад, на ось входа фрезы, зеленая линия..
А с кодом что, может там что? Может кто попробует фрезернуть по этому коду?
На этой фотке тоже самое, как бы увод фрезы..
- Реклама

Re: Создание ЧПУ
Код простой, даже можно и не фрезеровать, по коду всё ясно. Но какого размера должен быть конечный паз? И фрезой какого диаметра растачиваешь? И как соориентирован паз - X по длиной или короткой стороне?Ruzik писал(а):А с кодом что, может там что? Может кто попробует фрезернуть по этому коду?
Эти символы убрать надо - "G43 H1" - некая компенсация длины инструмента - мало ли как станок её интерпретирует.
И это - "S10000" - лишнее (но ни на что не влияет) - я так понимаю, скорость шпинделя ты вручную выставляешь?
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
- Реклама

Re: Создание ЧПУ
smacorp
Код генерирует DipTrace..
Фреза 1 мм.
Да, вручную включаю.
Код генерирует DipTrace..
Фреза 1 мм.
Да, вручную включаю.
По моему в теме где то проскакивало про компенсацию длины, но там другой случай был. Надо попробовать удалить.G43 H1" - некая компенсация длины инструмента
Re: Создание ЧПУ
Я бы удалил в первую очередь, так как с кодом почти всё нормально.Ruzik писал(а):По моему в теме где то проскакивало про компенсацию длины, но там другой случай был. Надо попробовать удалить
Ты не написал, но, судя по коду, фреза 1 мм. ?
Код: Выделить всё
T03 M06 M03 G43 H1 S10000 - сменили инструмент на третий, включили шпиндель, скомпенсировали инструмент (лишнее), установили скорость шпинделя (лишнее)
G0 X55,225 Y15,875 Z2,54 - перешли в координаты одного из отверстий первого паза, над платой 2.54 мм.
G1 Z-2,5 - заглубились на 2.5 мм.
X52,725 Y15,875 - пропилили по Х 2.5 мм. (3 мм. с учётом радиуса, если фреза 1 мм.), Y осталась без изменений
G0 Z2,54 - поднялись над платой до 2.54 мм.
G0 X58,675 Y17,625 Z2,54 - перешли в координаты одного из отверстий второго паза, над платой 2.54 мм.
G1 Z-2,5 - заглубились на 2.5 мм.
X58,675 Y20,125 - пропилили по Y 2.5 мм. (3 мм. с учётом радиуса фрезы, если фреза 1 мм.), X осталась без изменений
G0 Z2,54 - поднялись над платой до 2.54 мм.
G0 X55,225 Y21,875 Z2,54 - перешли в координаты одного из отверстий третьего паза, над платой 2.54 мм.
G1 Z-2,5 - заглубились на 2.5 мм.
X52,725 Y21,875 - пропилили по Х 2.5 мм. (3 мм. с учётом радиуса фрезы, если фреза 1 мм.), Y осталась без изменений
G0 Z2,54 - поднялись над платой до 2.54 мм.
G00 Z10.0 - поднялись над платой до 10 мм.
M02 - конец программыПочему "почти" нормальный код - я не вижу, чтобы задавалась скорость подачи 20 мм/мин, как ты пишешь. Ты полностью код привёл?
И измерь, пожалуйста, размеры реальных пазов - 3.5 х 1 мм. - сдаётся мне, что больше 1 мм. должно быть.
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Re: Создание ЧПУ
После смены инструмента, в масн ползунком убавил до 20 мм, нажал старт.smacorp писал(а):я не вижу, чтобы задавалась скорость подачи 20 мм/мин
Во вложении весь файл сверловки, в конце фрезеровка инструментом Т03. Также Т03 это сверло 1 мм в середине программы..
Про фрезу я написал выше, 1 мм.
Замерил, размер паза длина 3,5 мм. (может чуть больше), ширина 1,3 мм. На фрезе написано 1 мм, реально диаметр не мерил.
- Вложения
-
- Все отверстия.txt
- (10.09 КБ) 152 скачивания
Re: Создание ЧПУ
Да, сорри, про фрезу или не заметил, или ты добавил уже после того, как я прочитал.Ruzik писал(а):Про фрезу я написал выше, 1 мм.
Да, я так и думал. Причины предполагаю пока 2, но нужно проанализировать полный текст твоей УП - хорошо, что приложил её.Ruzik писал(а):Замерил, размер паза длина 3,5 мм., ширина 1,3 мм.
Если сейчас пришлю код коротенькой УП, сможешь фрезернуть для теста, или спят уже все?
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Re: Создание ЧПУ
Присылай, завтра попробую. 
Re: Создание ЧПУ
До завтра решение может и анализом твоей УП найтись.Ruzik писал(а):Присылай, завтра попробую
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Re: Создание ЧПУ
Надо будет еще через арткам попробовать.
Последний раз редактировалось Ruzik Вс июл 19, 2015 12:38:58, всего редактировалось 1 раз.
Re: Создание ЧПУ
Вот что показала твоя УП. Для начала ты несколько ошибаешься в этом:
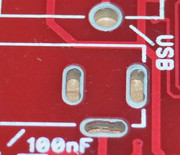
Здесь фреза не заходит по отверстию, а врезается в текстолит и уже потом режет паз к отверстию. Даже на фото видно, что у этого паза форма несколько отличается от двух других.
Дальше - ты сам не редактировал УП? Не смею ничего говорить против DipTrace, но почему-то отсутствуют коды:
G21 - выбор метрической системы
G90 - абсолютная система координат
Может Mach3 эти значения и выставляет по умолчанию (я этого просто не знаю), но справочники утверждают, что такие коды должны выставляться в УП (в идеале в начале любой УП вообще ведь должна быть так называемая строка безопасности - "G21 G40 G49 G54 G80 G90").
И, что я уже говорил, в строках прорезей пазов почему-то нет задания скорости подачи - параметра "F". Ты писал, что выставляешь скорость ползунком после смены инструмента, но ты уверен, что Мач действительно использует значение ползунка, а не лупит скорость выше? Например, F100, оставшуюся после сверления, тем более, что отмены цикла сверления - кода G80 - тоже нет. Визуально было видно, что скорости подачи при сверлении и резке пазов отличаются? Обращал на это внимание?
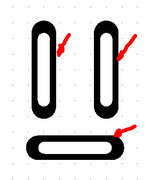
В общем, я пока ставлю на такие причины гантелевидности пазов:
1. Станок не совсем точно повторно попадает в координаты уже просверленных отверстий. Наверное, маловероятно? Ты уверен в своём станке?
2. Мач игнорирует ползунок, и фреза режет на более высокой скорости или, всё же, скорость подачи правильная - 20 мм.\мин. - но фреза всего 1 мм., режет 2.5 мм. за один проход, поэтому её выгибает - тем более, что кончик фрезы утоплен в более мягкий жертвенный стол (дерево?), а центральная часть грызёт твёрдый текстолит.
Запусти УП для теста - режется паз 3.5 х 1 мм. (кукурузой 1 мм. и без предварительного сверления, заготовки 10х10 достаточно, толщина до 2 мм.) - в ней я учёл все эти моменты.
Кстати, если шпиндель полностью включаешь\выключаешь сам (а не только скорость выставляешь вручную), то коды M03 и M05 можешь смело удалить.
G90
M06 T01
G00 X3. Y5.
G00 Z3.
M03
G01 Z-0.5 F20
X6.
Z-1.
X3.
Z-1.5
X6.
Z-2.
X3.
Z-2.5
X6.
G00 Z10.0
M05
M02У меня режет правильно:


Очень интересен результат у тебя.
Всё так и есть, кроме одного паза - указал стрелкой:Ruzik писал(а):были просверлены отверстия 1 мм. Затем проход фрезой, заход фрезы по отверстию
Здесь фреза не заходит по отверстию, а врезается в текстолит и уже потом режет паз к отверстию. Даже на фото видно, что у этого паза форма несколько отличается от двух других.
Дальше - ты сам не редактировал УП? Не смею ничего говорить против DipTrace, но почему-то отсутствуют коды:
G21 - выбор метрической системы
G90 - абсолютная система координат
Может Mach3 эти значения и выставляет по умолчанию (я этого просто не знаю), но справочники утверждают, что такие коды должны выставляться в УП (в идеале в начале любой УП вообще ведь должна быть так называемая строка безопасности - "G21 G40 G49 G54 G80 G90").
И, что я уже говорил, в строках прорезей пазов почему-то нет задания скорости подачи - параметра "F". Ты писал, что выставляешь скорость ползунком после смены инструмента, но ты уверен, что Мач действительно использует значение ползунка, а не лупит скорость выше? Например, F100, оставшуюся после сверления, тем более, что отмены цикла сверления - кода G80 - тоже нет. Визуально было видно, что скорости подачи при сверлении и резке пазов отличаются? Обращал на это внимание?
В общем, я пока ставлю на такие причины гантелевидности пазов:
1. Станок не совсем точно повторно попадает в координаты уже просверленных отверстий. Наверное, маловероятно? Ты уверен в своём станке?
2. Мач игнорирует ползунок, и фреза режет на более высокой скорости или, всё же, скорость подачи правильная - 20 мм.\мин. - но фреза всего 1 мм., режет 2.5 мм. за один проход, поэтому её выгибает - тем более, что кончик фрезы утоплен в более мягкий жертвенный стол (дерево?), а центральная часть грызёт твёрдый текстолит.
Запусти УП для теста - режется паз 3.5 х 1 мм. (кукурузой 1 мм. и без предварительного сверления, заготовки 10х10 достаточно, толщина до 2 мм.) - в ней я учёл все эти моменты.
Кстати, если шпиндель полностью включаешь\выключаешь сам (а не только скорость выставляешь вручную), то коды M03 и M05 можешь смело удалить.
Спойлер
G21G90
M06 T01
G00 X3. Y5.
G00 Z3.
M03
G01 Z-0.5 F20
X6.
Z-1.
X3.
Z-1.5
X6.
Z-2.
X3.
Z-2.5
X6.
G00 Z10.0
M05
M02


Очень интересен результат у тебя.
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Re: Создание ЧПУ
smacorp
Ночью фрезировал?

Мне интересно, что получится по коду, который сделал DP, также будет как у меня или нет? Если также, то причина в коде, если нет, то у меня косяк.
Ночью фрезировал?
Да, одно отверстие было просверлено не там и фреза вошла в текстолит, а вышла по отверстию.Здесь фреза не заходит по отверстию, а врезается в текстолит и уже потом режет паз к отверстию. Даже на фото видно, что у этого паза форма несколько отличается от двух других.
Нет, такой код делает DP.smacorp писал(а):Дальше - ты сам не редактировал УП?
Уверен, звук шаговиков меняется, да и видно что стало медленней.smacorp писал(а):Ты писал, что выставляешь скорость ползунком после смены инструмента, но ты уверен, что Мач действительно использует значение ползунка, а не лупит скорость выше?... Визуально было видно, что скорости подачи при сверлении и резке пазов отличаются? Обращал на это внимание?
Сегодня сделаю, сейчас не могу пока.smacorp писал(а):Запусти УП для теста - режется паз 3.5 х 1 мм
Мне интересно, что получится по коду, который сделал DP, также будет как у меня или нет? Если также, то причина в коде, если нет, то у меня косяк.
Re: Создание ЧПУ
Ну дык! Ночь наше всё.Ruzik писал(а):Ночью фрезировал?
А результат отработки моей УП разве не показал бы где косяк? Но раз Вы-таки хочете запустить Вашу программу, их есть у меня.Ruzik писал(а):Мне интересно, что получится по коду, который сделал DP, также будет как у меня или нет?
1. Мои Мач и станок отказались понимать одной строкой "T03 M06 M03 G43 H1 S10000" - не сработало включение шпинделя (M03) - поэтому, здесь сверло упёрлось в плату и сломалось. Прервал выполнение для замены сверла. После небольшого изменения кода (ниже) просверлилось нормально.
2.
Код: Выделить всё
G1 Z-2.5 - здесь фреза вошла в уже просверленное отверстие
X52.725 Y15.875 - а здесь сломалась, потому что я забыл выставить на ползунке скорость 20, и фреза погнала на максимальной скорости оси (чего и следовало ожидать, но разве это не кривость со стороны DipTrace?!)Спойлер
T03 M06M03
G43 H1 S10000
G81 X55.225 Y21.875 Z-2.5 R2.54 F100
X58.675 Y20.125
X55.225 Y15.8745
M05
T03 M06
M03
G43 H1 S10000
G0 X55.225 Y15.875 Z2.54
G1 Z-2.5
X52.725 Y15.875
G0 Z2.54
G0 X58.675 Y17.625 Z2.54
G1 Z-2.5
X58.675 Y20.125
G0 Z2.54
G0 X55.225 Y21.875 Z2.54
G1 Z-2.5
X52.725 Y21.875
G0 Z2.54
G00 Z10.0
M05
M02
И вот что нарезалось (без вспышки и с ней):


Как видишь, гантелеобразность хоть и не так ярко выражена, но присутствует. И я теперь на 95% уверен, что это выгибает фрезу - даже на скорости 20 мм.\мин. нельзя ею 2.5 мм. за один проход снимать. Думаю, что моя УП у тебя сработает правильно - в ней 2.5 мм. снимается за 3 прохода.
Хотя нельзя исключать, что и это фиг пойми зачем вставленная DP комманда "G43 H1" как-то влияет.
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Re: Создание ЧПУ
smacorp
Значит попробовал твой код и сделал еще 2 теста из DT..

1. Это твой код за три прохода..2. Это код из DT без "G43 H1" (три паза 6х1 мм) 3. Тот же код из DT (три паза 6х1 мм), только с "G43 H1"
В последние 2 кода добавлена скорость F20.
Без "G43 H1" даже хуже по меоему. Нужно будет сделать скорость F10 или делать с арткама за 2..3 прохода.
Значит попробовал твой код и сделал еще 2 теста из DT..
1. Это твой код за три прохода..
Спойлер
Код: Выделить всё
G21
G90
M06 T01
G00 X3. Y5.
G00 Z3.
M03
G01 Z-0.5 F20
X6.
Z-1.
X3.
Z-1.5
X6.
Z-2.
X3.
Z-2.5
X6.
G00 Z10.0
M05
M02Спойлер
Код: Выделить всё
(G code for Mach2/3)
(T01 C1.0)
T01 M06 M03 S10000
G0 X5,08 Y8,93 Z2,54 F20
G1 Z-2
X5,08 Y13,93
G0 Z2,54
G0 X10,16 Y8,93 Z2,54
G1 Z-2
X10,16 Y13,93
G0 Z2,54
G0 X10,12 Y5,08 Z2,54
G1 Z-2
X5,12 Y5,08
G0 Z2,54
G00 Z10.0
M02Спойлер
Код: Выделить всё
(G code for Mach2/3)
(T01 C1.0)
T01 M06 M03 G43 H1 S10000
G0 X5,08 Y8,93 Z2,54 F20
G1 Z-2
X5,08 Y13,93
G0 Z2,54
G0 X10,16 Y8,93 Z2,54
G1 Z-2
X10,16 Y13,93
G0 Z2,54
G0 X10,12 Y5,08 Z2,54
G1 Z-2
X5,12 Y5,08
G0 Z2,54
G00 Z10.0
M02Без "G43 H1" даже хуже по меоему. Нужно будет сделать скорость F10 или делать с арткама за 2..3 прохода.
Re: Создание ЧПУ
Я правильно понял, что моя УП всё-таки именно ровный паз вывела? Или он тебе тоже чем-то не нравится?Ruzik писал(а):попробовал твой код и сделал еще 2 теста из DT
Я сейчас в подобных местах вручную дописываю. Нужно найти только координаты просверленных отверстий и дописать несколько строчек, просчитав координаты и не забыв учесть радиус фрезы. ИМХО это быстрее, чем с CAM заморачиваться.Ruzik писал(а):или делать с арткама за 2..3 прохода
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Re: Создание ЧПУ
smacorp
Да, твоя УП правильная, поэтому хочу через арткам делать пазы, ДТ так не умеет.
Через арткам похоже не получится..
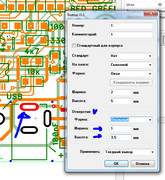
Вот dxf в аркаме..
Это оригинал в ДТ..
На обоих скринах стрелками обозначены внешние контуры. В арткамме внутреннего контура нет и УП не создашь.
Во вложении файл ДТ.
Да, твоя УП правильная, поэтому хочу через арткам делать пазы, ДТ так не умеет.
Через арткам похоже не получится..
Вот dxf в аркаме..
Это оригинал в ДТ..
На обоих скринах стрелками обозначены внешние контуры. В арткамме внутреннего контура нет и УП не создашь.
Во вложении файл ДТ.
- Вложения
-
- Проба.rar
- (703 байт) 152 скачивания
Re: Создание ЧПУ
Я, к сожалению, почти не знаю ArtCAM - запускал пару раз, посмотрел несколько уроков, пришёл к выводу, что он какой-то "деревянный" и рядом не валялся с возможностями SolidWorks и MasterCAM, а потому забросил.Ruzik писал(а):В арткамме внутреннего контура нет и УП не создашь
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com