|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 7 –∏–∑ 7
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 139 ] |
... , , , , |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
nhrib

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–Ω 14, 2015 14:35:57 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 5
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 119
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 08, 2013 07:08:10
–°–æ–æ–±—â–µ–Ω–∏–π: 339
–û—Ç–∫—É–¥–∞: –ú—É—Ä–∞–≤–ª–µ–Ω–∫–æ
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 2
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–Ω 14, 2015 15:38:39 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1526
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3278
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
nhrib, –±–æ–ª—å—à–æ–µ —Å–ø–∞—Å–∏–±–æ –∑–∞ —É—Ä–æ–∫. –Ø –∏–º–µ–Ω–Ω–æ —Ç–∞–∫ –∏ –¥–µ–ª–∞—é, —Ç–æ–ª—å–∫–æ –≤ MasterCAM.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –∏—é–Ω 15, 2015 01:04:21 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1526
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3278
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Sailanser –ø–∏—Å–∞–ª(–∞): –ø–µ—Ä–≤—ã–º –¥–µ–ª–æ–º –ø–æ—Å–ª–µ —Ç—Ä–∞–Ω—Å–ø–æ—Ä—Ç–∏—Ä–æ–≤–∫–∏ –ø—Ä–æ–≤–µ—Ä–∏—Ç—å –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–æ–Ω–æ—Å—Ç—å/–ø–∞—Ä—Ä–∞–ª–µ–ª—å–Ω–æ—Å—Ç—å –æ—Å–µ–π, –æ—Ç–Ω–æ—Å–∏—Ç–µ–ª—å–Ω–æ –¥—Ä—É–≥ –¥—Ä—É–≥–∞ Sailanser –ø–∏—Å–∞–ª(–∞): –±–µ—Ä–µ—Ç–µ –∫–∞—Ä—Ç–æ–Ω–∫—É, –µ–µ –Ω–∞ —Å—Ç–æ–ª, –≤ –¥–µ—Ä–∂–∞—Ç–µ–ª—å —à–ø–∏–Ω–¥–µ–ª—è —à–∏–ª–æ. –ü–æ—Ç–æ–º –Ω–µ–±–æ–ª—å—à–∞—è –ø—Ä–æ–≥—Ä–∞–º–º–∞ –¥–∞–±—ã —Å–¥–µ–ª–∞–ª —á–µ—Ç—ã—Ä–µ —É–∫–æ–ª–∞ —ç—Ç–∏–º —à–∏–ª–æ–º –ø–æ —á–µ—Ç—ã—Ä–µ–º —Å—Ç–æ—Ä–æ–Ω–∞–º,
–ø–æ—Ç–æ–º –º–µ—Ä—è–µ—Ç–µ –¥–∏–∞–≥–æ–Ω–∞–ª–∏ –º–µ–∂ —ç—Ç–∏—Ö 4-—Ö —É–∫–æ–ª–æ–≤. –î–æ–ª–∂–Ω—ã –±—ã—Ç—å —Ä–∞–≤–Ω—ã –ö–∞–∫-—Ç–æ –í—ã —Å–æ–≤–µ—Ç–æ–≤–∞–ª–∏ –º–Ω–µ —Å–¥–µ–ª–∞—Ç—å —Ç–∞–∫—É—é –ø—Ä–æ–≤–µ—Ä–∫—É, –∞ —è –∑–∞ –¥—Ä—É–≥–∏–º–∏ –ø—Ä–æ–±–ª–µ–º–∞–º–∏ –æ–± —ç—Ç–æ–º –∑–∞–±—ã–ª. –°–µ–≥–æ–¥–Ω—è –≤—ã–ø–∏–ª–∏–ª 2 –æ–¥–∏–Ω–∞–∫–æ–≤—ã—Ö –¥–µ—Ç–∞–ª–∏ - –ø–æ —Ñ–æ—Ä–º–µ –ø—Ä—è–º–æ—É–≥–æ–ª—å–Ω–∏–∫–∏ - –∏ –∑–∞–º–µ—Ç–∏–ª, —á—Ç–æ –µ—Å–ª–∏ —Å–ª–æ–∂–∏—Ç—å –∏—Ö –æ–¥–Ω—É –Ω–∞ –¥—Ä—É–≥—É—é, —á—Ç–æ–±—ã –Ω–∏–∑ –æ–¥–Ω–æ–π –ª–µ–∂–∞–ª –Ω–∞ –≤–µ—Ä—Ö—É –¥—Ä—É–≥–æ–π, –∫—Ä–∞—è –¥–µ—Ç–∞–ª–µ–π –Ω–µ —Å–æ–≤–ø–∞–¥–∞—é—Ç. –°–¥–µ–ª–∞–ª —Ç–µ—Å—Ç–æ–≤—ã–µ —É–∫–æ–ª—ã - –ø—Ä–∏ —Å—Ç–æ—Ä–æ–Ω–∞—Ö 100 –º–º. –¥–∏–∞–≥–æ–Ω–∞–ª–∏ —Ä–∞–∑–ª–∏—á–∞—é—Ç—Å—è –Ω–∞ ~1 –º–º., –ø—Ä–∏ —Å—Ç–æ—Ä–æ–Ω–∞—Ö 270 –º–º. –¥–∏–∞–≥–æ–Ω–∞–ª–∏ —Ä–∞–∑–ª–∏—á–∞—é—Ç—Å—è —É–∂–µ –ø–æ—á—Ç–∏ –Ω–∞ 2 –º–º. –ü–æ–¥—Å–∫–∞–∂–∏—Ç–µ, —ç—Ç–æ –≤–æ–æ–±—â–µ –∫–∞–∫ –ª–µ—á–∏—Ç—Å—è? –ü—Ä–æ—Å—Ç–æ "–ø–∞—Ä—É –≥–∞–µ–∫" –ø–æ–¥–∫—Ä—É—Ç–∏—Ç—å –∏–ª–∏ –≤—Å—ë –Ω–∞–º–Ω–æ–≥–æ —Å–µ—Ä—å—ë–∑–Ω–µ–µ –∏ —Ç—Ä–µ–±—É–µ—Ç—Å—è –∑–∞–º–µ–Ω–∞ –æ—Å–µ–π\–Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏—Ö\—á–µ–≥–æ-—Ç–æ –µ—â—ë? –ü—Ä–æ—Å—Ç–æ —Ö–æ—á—É –ø—Ä–∏–∫–∏–Ω—É—Ç—å —Å–ª–æ–∂–Ω–æ—Å—Ç—å —Ä–∞–±–æ—Ç —É –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç–µ–ª—è, –∫–æ–≥–¥–∞ –æ–Ω –ø–æ–ª—É—á–∏—Ç —Å—Ç–∞–Ω–æ–∫ –∏ —Ä–∞–¥–æ—Å—Ç–Ω—É—é –Ω–æ–≤–æ—Å—Ç—å –æ –Ω–æ–≤–æ–π –∫—Ä–∏–≤–∏–∑–Ω–µ.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nhrib
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –∏—é–Ω 15, 2015 01:13:25 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 5
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 119
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 08, 2013 07:08:10
–°–æ–æ–±—â–µ–Ω–∏–π: 339
–û—Ç–∫—É–¥–∞: –ú—É—Ä–∞–≤–ª–µ–Ω–∫–æ
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 3
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
Открыт интернет-магазин MEAN WELL.Market – весь ассортимент MEAN WELL, выгодные цены
–û—Ç–∫—Ä—ã—Ç–∞ —É–¥–æ–±–Ω–∞—è –ø–ª–æ—â–∞–¥–∫–∞ —Å –≤—ã–≥–æ–¥–Ω—ã–º–∏ —Ü–µ–Ω–∞–º–∏, –ø–æ—Å—Ç–∞–≤–ª—è—é—â–∞—è –≤–µ—Å—å –∞—Å—Å–æ—Ä—Ç–∏–º–µ–Ω—Ç –ø—Ä–æ–¥—É–∫—Ü–∏–∏, –ø—Ä–æ–∏–∑–≤–æ–¥–∏–º–æ–π –∫–æ–º–ø–∞–Ω–∏–µ–π MEAN WELL ‚Äì –æ—Ç –∑–∞–≤–æ–µ–≤–∞–≤—à–∏—Ö –ø–æ–ø—É–ª—è—Ä–Ω–æ—Å—Ç—å –∏ –∏–∑–≤–µ—Å—Ç–Ω—ã—Ö –Ω–∞ —Ä—ã–Ω–∫–µ –∏–∑–¥–µ–ª–∏–π –¥–æ –Ω–æ–≤–∏–Ω–æ–∫. MEAN WELL.Market –ø—Ä–µ–¥–æ—Å—Ç–∞–≤–ª—è–µ—Ç –≥–∞—Ä–∞–Ω—Ç–∏–π–Ω—É—é –∏ —Å–µ—Ä–≤–∏—Å–Ω—É—é –ø–æ–¥–¥–µ—Ä–∂–∫—É, —É–¥–æ–±–Ω—ã–π –ø–æ–¥–±–æ—Ä –ø—Ä–æ–¥—É–∫—Ü–∏–∏, –æ–ø–µ—Ä–∞—Ç–∏–≤–Ω—É—é –¥–æ—Å—Ç–∞–≤–∫—É –ø–æ –Ý–æ—Å—Å–∏–∏.
–ù–∞ —Å–∞–π—Ç–µ –∏–Ω—Ç–µ—Ä–Ω–µ—Ç-–º–∞–≥–∞–∑–∏–Ω–∞ –ø–æ—Å–µ—Ç–∏—Ç–µ–ª–∏ —Å–º–æ–≥—É—Ç –Ω–∞–π—Ç–∏ –æ–±–∑–æ—Ä—ã, –∏–Ω—Ç–µ—Ä–µ—Å–Ω—ã–µ —Å—Ç–∞—Ç—å–∏ –æ –ø—Ä–∏–º–µ–Ω–µ–Ω–∏–∏, –º–∞–∫—Å–∏–º–∞–ª—å–Ω—ã–π –æ–±—ä–µ–º —Ç–µ—Ö–Ω–∏—á–µ—Å–∫–∏—Ö —Å–≤–µ–¥–µ–Ω–∏–π.
–ü–æ–¥—Ä–æ–±–Ω–µ–µ>>
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –∏—é–Ω 15, 2015 01:30:14 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1526
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3278
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
nhrib, –≤ —Ç–µ–º—É - —Ç–æ–ª—å–∫–æ —Ö–æ—Ç–µ–ª —Å–ø—Ä–æ—Å–∏—Ç—å –∫–∞–∫ –±—ã –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ—Å—Ç—å —à–ø–∏–Ω–¥–µ–ª—è –ø—Ä–æ–≤–µ—Ä–∏—Ç—å, –∫–∞–∫ —É–≤–∏–¥–µ–ª –í–∞—à—É —Å—Å—ã–ª–∫—É. –°—Ç—Ä–∞—à–Ω–æ –ø—Ä–µ–¥—Å—Ç–∞–≤–∏—Ç—å, —á—Ç–æ –ø–æ–∫–∞–∂–µ—Ç —É–∂–µ —ç—Ç–æ—Ç —Ç–µ—Å—Ç. 
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
LED-–¥—Ä–∞–π–≤–µ—Ä—ã MOSO - –Ω–∞–¥–µ–∂–Ω—ã–µ —Ä–µ—à–µ–Ω–∏—è –¥–ª—è –∏–Ω–¥—É—Å—Ç—Ä–∏–∞–ª—å–Ω—ã—Ö –ø—Ä–∏–ª–æ–∂–µ–Ω–∏–π
–ü—Ä–æ–¥—É–∫—Ü–∏—è MOSO –ø—Ä–µ–¥–Ω–∞–∑–Ω–∞—á–µ–Ω–∞ –≤ –æ—Å–Ω–æ–≤–Ω–æ–º –¥–ª—è –∏–Ω–¥—É—Å—Ç—Ä–∏–∞–ª—å–Ω—ã—Ö –ø—Ä–∏–ª–æ–∂–µ–Ω–∏–π, –∏—Å–ø–æ–ª—å–∑—É–µ—Ç –∏–Ω–Ω–æ–≤–∞—Ü–∏–æ–Ω–Ω—ã–µ —Ä–µ—à–µ–Ω–∏—è –Ω–∞ –æ—Å–Ω–æ–≤–µ –±–æ–ª–µ–µ 200 —Å–æ–±—Å—Ç–≤–µ–Ω–Ω—ã—Ö –ø–∞—Ç–µ–Ω—Ç–æ–≤ –¥–ª—è —Å–∏–ª–æ–≤–æ–π —ç–ª–µ–∫—Ç—Ä–æ–Ω–∏–∫–∏ –∏ —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤—É–µ—Ç –º–µ–∂–¥—É–Ω–∞—Ä–æ–¥–Ω—ã–º —Å—Ç–∞–Ω–¥–∞—Ä—Ç–∞–º. LED-–¥—Ä–∞–π–≤–µ—Ä—ã MOSO –ø—Ä–∏–º–µ–Ω—è—é—Ç—Å—è –≤ —Å–∏—Å—Ç–µ–º–∞—Ö –Ω–∞—Ä—É–∂–Ω–æ–≥–æ –æ—Å–≤–µ—â–µ–Ω–∏—è —Ä–∞–∑–Ω—ã—Ö –æ—Ç—Ä–∞—Å–ª–µ–π, –≤–∫–ª—é—á–∞—è –ø—Ä–æ–º—ã—à–ª–µ–Ω–Ω–æ—Å—Ç—å, —Å–µ–ª—å—Å–∫–æ–µ —Ö–æ–∑—è–π—Å—Ç–≤–æ, —Ç—Ä–∞–Ω—Å–ø–æ—Ä—Ç –∏ –∂–µ–ª–µ–∑–Ω—É—é –¥–æ—Ä–æ–≥—É. –í —Ä—è–¥–µ —Å–µ—Ä–∏–π —Ä–µ–∞–ª–∏–∑–æ–≤–∞–Ω–∞ –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç—å –¥–∏—Å—Ç–∞–Ω—Ü–∏–æ–Ω–Ω–æ–≥–æ –∫–æ–Ω—Ç—Ä–æ–ª—è –∏ –ø—Ä–æ–≥—Ä–∞–º–º–∏—Ä–æ–≤–∞–Ω–∏—è —Ä–∞–±–æ—Ç—ã –ø–æ –∑–∞–¥–∞–Ω–Ω–æ–º—É —Å—Ü–µ–Ω–∞—Ä–∏—é. –Ý–∞–∑–±–µ—Ä–µ–º —Ä–µ—à–µ–Ω–∏—è MOSO
–ø–æ–¥—Ä–æ–±–Ω–µ–µ>>
|
|
|
|
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –∏—é–Ω 15, 2015 07:34:42 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 717
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3096
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
smacorp –ø–∏—Å–∞–ª(–∞): –°–µ–≥–æ–¥–Ω—è –≤—ã–ø–∏–ª–∏–ª 2 –æ–¥–∏–Ω–∞–∫–æ–≤—ã—Ö –¥–µ—Ç–∞–ª–∏ - –ï—â–µ –ø–∏–ª—å–Ω–∏—Ç–µ –∫—Ä—É–≥–∏, —Ç—â–∞—Ç–µ–ª—å–Ω–æ –ø–æ—Å–º–æ—Ç—Ä–∏—Ç–µ –¥–∞–±—ã –∫—Ä—É–≥–∏ –±—ã–ª–∏ –∫—Ä—É–≥–ª—ã–º–∏ –∞ –Ω–µ –æ–≤–∞–ª—ã. smacorp –ø–∏—Å–∞–ª(–∞): –ü—Ä–æ—Å—Ç–æ "–ø–∞—Ä—É –≥–∞–µ–∫" –ø–æ–¥–∫—Ä—É—Ç–∏—Ç—å –∏–ª–∏ –≤—Å—ë –Ω–∞–º–Ω–æ–≥–æ —Å–µ—Ä—å—ë–∑–Ω–µ–µ –∏ —Ç—Ä–µ–±—É–µ—Ç—Å—è –∑–∞–º–µ–Ω–∞ –æ—Å–µ–π\–Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏—Ö\—á–µ–≥–æ-—Ç–æ –µ—â—ë? –ü—Ä–æ—Å—Ç–æ —Ö–æ—á—É –ø—Ä–∏–∫–∏–Ω—É—Ç—å —Å–ª–æ–∂–Ω–æ—Å—Ç—å —Ä–∞–±–æ—Ç —É –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç–µ–ª—è, –∫–æ–≥–¥–∞ –æ–Ω –ø–æ–ª—É—á–∏—Ç —Å—Ç–∞–Ω–æ–∫ –∏ —Ä–∞–¥–æ—Å—Ç–Ω—É—é –Ω–æ–≤–æ—Å—Ç—å –æ –Ω–æ–≤–æ–π –∫—Ä–∏–≤–∏–∑–Ω–µ. –¢—É—Ç —É–∂–µ –∏—Å–∫–∞—Ç—å –Ω–∞–¥–æ —á—Ç–æ –∫–æ—Å–∏—Ç, –ª–∏–±–æ –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏–µ –∫—Ä–∏–≤–æ —Å—Ç–æ—è—Ç, –ª–∏–±–æ –ø–æ—Ä—Ç–∞–ª –æ—Ç–Ω–æ—Å–∏—Ç–µ–ª—å–Ω–æ —Å—Ç–æ–ª–∞, –ª–∏–±–æ —Å—Ç–æ–ª –æ—Ç–Ω–æ—Å–∏—Ç–µ–ª—å–Ω–æ –≤—Å–µ–≥–æ –ø—Ä–æ—á–µ–≥–æ, –ª–∏–±–æ —Ö–æ–¥–æ–≤–∞—è –≥–∞–π–∫–∞, –∏–ª–∏ –∫—Ä–∏–≤–æ —Å—Ç–æ–∏—Ç –∏–ª–∏ –Ω–µ–¥–æ–∫—Ä—É—á–µ–Ω–∞. –ù–∞–ø—Ä–∏–º–µ—Ä Ruzik –ª–µ—á–∏–ª –ø–æ—Å–∞–¥–∫–æ–π –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏—Ö –Ω–∞ —ç–ø–æ–∫—Å–∏–¥–∫—É —Å –ø—Ä–µ–¥–≤–∞—Ä–∏—Ç–µ–ª—å–Ω–æ–π —Ä–∞–∑–±–æ—Ä–∫–æ–π –≤—Å–µ–≥–æ —Ö–æ–∑—è–π—Å—Ç–≤–∞.  smacorp –ø–∏—Å–∞–ª(–∞): –°—Ç—Ä–∞—à–Ω–æ –ø—Ä–µ–¥—Å—Ç–∞–≤–∏—Ç—å, —á—Ç–æ –ø–æ–∫–∞–∂–µ—Ç —É–∂–µ —ç—Ç–æ—Ç —Ç–µ—Å—Ç. –õ—É—á—à–µ —É–∂ –≤—Å–µ –∫–æ—Å—è–∫–∏ —Å—Ä–∞–∑—É –ø—Ä–∞–≤–∏—Ç—å, —Å—Ç–∞–Ω–æ–∫ –≤–µ–¥—å —Ç–∞–∫–∞—è –≤–µ—â—å —á—Ç–æ –≤—Å–µ –¥–æ–ª–∂–Ω–æ –±—ã—Ç—å –ø–∞—Ä—Ä–∞–ª–µ–ª—å–Ω–æ –∏ –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–Ω–æ 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç –∏—é–Ω 16, 2015 06:49:06 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1526
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3278
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
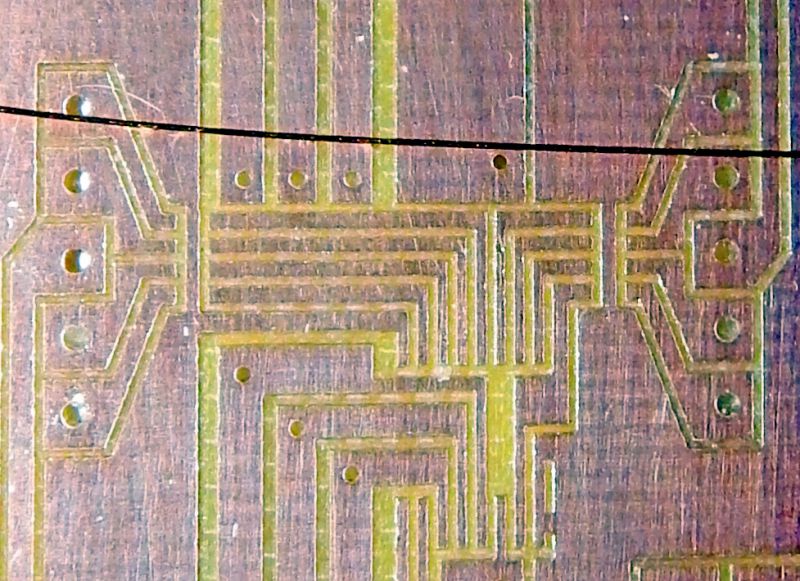
–®–ø–∏–Ω–¥–µ–ª—å –∑–∞–≤–∞–ª–µ–Ω –Ω–∞–∑–∞–¥ –∏ –Ω–µ–º–Ω–æ–≥–æ –≤–ª–µ–≤–æ:  –ü—Ä–∏ –∫—Ä—É–≥–µ 30 –º–º. –ø–æ–≥—Ä–µ—à–Ω–æ—Å—Ç—å "–æ–∫—Ä—É–≥–ª–æ—Å—Ç–∏" –¥–æ 0.2 –º–º., –ø—Ä–∏ –∫—Ä—É–≥–µ 80 –º–º. - –¥–æ—Ö–æ–¥–∏—Ç –¥–æ 0.3 –º–º. –ò –ø–æ—á–µ–º—É —è —É–∂–µ –Ω–µ —É–¥–∏–≤–ª—ë–Ω?
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
372
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–Ω 20, 2015 17:36:15 |
|
–ö–∞—Ä–º–∞: -2
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 8
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 21, 2014 04:55:20
–°–æ–æ–±—â–µ–Ω–∏–π: 90
–û—Ç–∫—É–¥–∞: –û—Ç—Ç—É–¥–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –°–µ–≥–æ–¥–Ω—è —Å–≤–µ—Ä–ª–∏–ª, –ø–æ–¥–∞—á–∞ 100 –º–º/–º–∏–Ω, –æ–±–æ—Ä–æ—Ç—ã 10000  –ü–æ–¥–∞—á–∞ 0.3 –º/–º–∏–Ω, –æ–±–æ—Ä–æ—Ç—ã –¥–ª—è 0.8–º–º 12000, –¥–ª—è 0.5–º–º 16000, —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–∞ - –Ω–æ–∂ 45–≥—Ä –ø—è—Ç–∫–∞ 0.1 24000, –≥–æ—Ä–∏–∑. –ø–æ–¥–∞—á–∞ 1 –º/–º–∏–Ω –î–ª—è –º–∞—Å—à—Ç–∞–±–∞ - –ø—Ä–æ–≤–æ–¥ 0.14 –ø–æ —ç–º–∞–ª–∏ –ù–µ —à–ª–∏—Ñ–æ–≤–∞–Ω–∞—è, —Å—Ä–∞–∑—É "–∏–∑-–ø–æ–¥ –Ω–æ–∂–∞".
_________________
Vivere bene
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mr_kot
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–Ω 28, 2015 14:56:21 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 18
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1121
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –Ω–æ—è 27, 2009 18:12:27
–°–æ–æ–±—â–µ–Ω–∏–π: 4625
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–∞—Å—Å—ã, UA
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
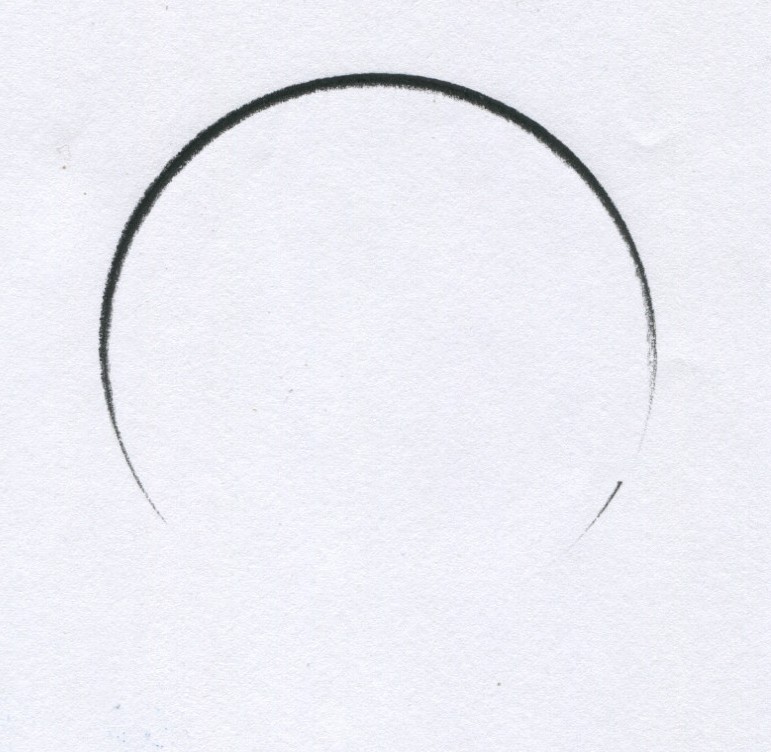
Sailanser –ø–∏—Å–∞–ª(–∞): 2. –î–∞ –æ–Ω —É—á–∏—Ç—ã–≤–∞–µ—Ç, –Ω–æ –º–æ–∂–µ—Ç–µ —Ä–∞–¥–∏ –ø—Ä–∏–∫–æ–ª–∞ –ø—Ä–æ–≤–µ—Å—Ç–∏ –º–∞–∞–∞–∞–∞–∞–∞–∞–∞–ª–µ–Ω—å–∫–∏–π —ç–∫—Å–ø–µ—Ä–∏–º–µ–Ω—Ç –Ω–∞–ø—Ä–∏–º–µ—Ä —Ç–∞ –∂–µ —Ñ—Ä–µ–∑–∞ 3,175 —Å–¥–µ–ª–∞–π—Ç–µ —Ç—Ä–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –¥–ª—è –±–æ–ª—Ç–∞ –ú5 –∫ –ø—Ä–∏–º–µ—Ä—É –æ–¥–Ω–æ —Ç–æ—á–Ω–æ 5,0 –¥—Ä—É–≥–æ–µ 4,8  —Ç—Ä–µ—Ç—å–µ 5,2 –ø–∏–ª—å–Ω–∏—Ç–µ –ø–æ –≤–Ω—É—Ç—Ä–µ–Ω–Ω–µ–º—É, –∏ –≤—Å—Ç–∞–≤—å—Ç–µ –±–æ–ª—Ç. –ü—Ä–æ—Å—Ç–æ —è —ç—Ç–æ –∫ —á–µ–º—É –ª—é–±–∞—è –ª–∏–Ω–∏—è –∏–º–µ–µ—Ç —Ç–æ–ª—â–∏–Ω—É –Ω—É–ª–µ–≤–æ–π –±—ã—Ç—å –æ–Ω–∞ –Ω–µ –º–æ–∂–µ—Ç, –ø–æ –æ–ø—Ä–µ–¥–µ–ª–µ–Ω–∏—é, –∏–Ω–∞—á–µ –ª–∏–Ω–∏—é –Ω–µ –±—É–¥–µ—Ç –≤–∏–¥–Ω–æ, –Ω–æ–ª—å –Ω–µ—Ç –µ–µ –°–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–µ–Ω–Ω–æ –∫–æ–≥–¥–∞ –ø–∏–ª–∏–º –µ—Å–ª–∏ –ø–æ –≤–Ω–µ—à–Ω–µ–º—É —Ç–æ —á—É—Ç—å –±–æ–ª—å—à–µ –≤—ã—Ö–æ–¥–∏—Ç, –µ—Å–ª–∏ –ø–æ –≤–Ω—É—Ç—Ä–µ–Ω–Ω–µ–º—É —Ç–æ —á—É—Ç—å –º–µ–Ω—å—à–µ. –ò–Ω—Ç–µ—Ä–µ—Å–Ω–æ, —Å —á–µ–º —ç—Ç–æ –≤—Å–µ-—Ç–∞–∫–∏ —Å–≤—è–∑–∞–Ω–æ? –ù–µ—É–∂–µ–ª–∏ —Å —Ç–æ–ª—â–∏–Ω–æ–π –ª–∏–Ω–∏–∏? –Ø, –Ω–∞–ø—Ä–∏–º–µ—Ä, –ø–æ—á—Ç–∏ –≤—Å–µ —Ñ–∞–π–ª—ã –≥–æ—Ç–æ–≤–ª—é –≤ Corel Draw, –ª–∏–Ω–∏–∏ –∑–∞–¥–∞—é - —Å–≤–µ—Ä—Ö—Ç–æ–Ω–∫–∏–π –∞–±—Ä–∏—Å. –ù–æ —Ç–µ–º –Ω–µ –º–µ–Ω–µ–µ –Ω–∞–±–ª—é–¥–∞—é —Ç–∞–∫—É—é –Ω–µ–ø—Ä–∏—è—Ç–Ω–æ—Å—Ç—å. –î–ª—è —Å–µ–±—è –ø—Ä–æ–±–ª–µ–º—É —Ä–µ—à–∏–ª —Å–ª–µ–¥—É—é—â–∏–º –æ–±—Ä–∞–∑–æ–º: —Ä–∏—Å—É—é –Ω–µ—Å–∫–æ–ª—å–∫–æ –æ–∫—Ä—É–∂–Ω–æ—Å—Ç–µ–π —Ä–∞–∑–Ω—ã—Ö –¥–∏–∞–º–µ—Ç—Ä–æ–≤ –∏ –ø—É—Å–∫–∞—é —Ç–µ—Å—Ç–æ–≤—ã–π –∑–∞–ø–∏–ª. –ò–∑–º–µ—Ä—è—é —Ä–µ–∞–ª—å–Ω—ã–π –¥–∏–∞–º–µ—Ç—Ä –ø–æ–ª—É—á–µ–Ω–Ω—ã—Ö –æ—Ç–≤–µ—Ä—Å—Ç–∏–π - –ø–æ–ª—É—á–∞—é—Ç—Å—è –Ω–∞ 0,25 –º–º –º–µ–Ω—å—à–µ. –í —Å–≤–æ–π—Å—Ç–≤–∞—Ö —Ñ—Ä–µ–∑—ã –≤ ArtCAM —É—Å—Ç–∞–Ω–∞–≤–ª–∏–≤–∞—é –µ–µ –¥–∏–∞–º–µ—Ç—Ä –Ω–∞ 0,25 –º–º –º–µ–Ω—å—à–µ (–Ω–∞–ø—Ä–∏–º–µ—Ä —Ñ—Ä–µ–∑–∞ –∫—É–∫—É—Ä—É–∑–∞ 2 –º–º, —Å—Ç–∞–≤–ª—é –¥–∏–∞–º–µ—Ç—Ä 1,75). –í—Å–µ - –ø—Ä–æ–±–ª–µ–º–∞ —Ä–µ—à–µ–Ω–∞. –ò –ø–æ –≤–Ω–µ—à–Ω–µ–º—É —Ä–∞–∑–º–µ—Ä—É, –∏ –ø–æ –≤–Ω—É—Ç—Ä–µ–Ω–Ω–µ–º—É - –≤—Å–µ —Å–æ–≤–ø–∞–¥–∞–µ—Ç —Ç—é—Ç–µ–ª—å–∫–∞ –≤ —Ç—é—Ç–µ–ª—å–∫—É —Å —á–µ—Ä—Ç–µ–∂–æ–º. –°–Ω–∞—á–∞–ª–∞ –ø–æ–¥—É–º–∞–ª, —á—Ç–æ –∫–∏—Ç–∞–π—Ü—ã —Å —Ñ—Ä–µ–∑–∞–º–∏ —á—Ç–æ-—Ç–æ –º—É—Ç—è—Ç, —Ç–∏–ø–∞ –º–µ—Ç–∞–ª–ª —ç–∫–æ–Ω–æ–º—è—Ç  –®—Ç–∞–Ω–≥–µ–ª–µ–º –ø—Ä–æ–≤–µ—Ä–∏–ª –¥–∏–∞–º–µ—Ç—Ä - –≤—Å–µ —Å—Ö–æ–¥–∏—Ç—Å—è - —Ñ—Ä–µ–∑–∞ –∫—É–∫—É—Ä—É–∑–∞ 2 –º–º –∏ —à—Ç–∞–Ω–≥–µ–ª—å –ø–æ–∫–∞–∑—ã–≤–∞–µ—Ç –æ–∫–æ–ª–æ –¥–≤—É—Ö. –ù–æ –Ω–∏–∫–∞–∫ –Ω–µ 1,75. –í –æ–±—â–µ–º, –¥–ª—è —Å–µ–±—è —ç—Ç—É –ø—Ä–æ–±–ª–µ–º—É —Ä–µ—à–∏–ª, –º–æ–¥–µ–ª–∏ –¥–µ–ª–∞—é –∏—Å—Ö–æ–¥—è –∏–∑ —Ä–µ–∞–ª—å–Ω—ã—Ö —Ä–∞–∑–º–µ—Ä–æ–≤, –Ω–µ –¥—É–º–∞—è, –∫–∞–∫–æ–π —Ä–∞–∑–º–µ—Ä –Ω–∞–¥–æ –¥–æ–±–∞–≤–∏—Ç—å, –∞ –∫–∞–∫–æ–π - –Ω–∞–æ–±–æ—Ä–æ—Ç —É–º–µ–Ω—å—à–∏—Ç—å
_________________

В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–Ω 28, 2015 16:33:32 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1526
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3278
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
mr_kot –ø–∏—Å–∞–ª(–∞): –°–Ω–∞—á–∞–ª–∞ –ø–æ–¥—É–º–∞–ª, —á—Ç–æ –∫–∏—Ç–∞–π—Ü—ã —Å —Ñ—Ä–µ–∑–∞–º–∏ —á—Ç–æ-—Ç–æ –º—É—Ç—è—Ç, —Ç–∏–ø–∞ –º–µ—Ç–∞–ª–ª —ç–∫–æ–Ω–æ–º—è—Ç –®—Ç–∞–Ω–≥–µ–ª–µ–º –ø—Ä–æ–≤–µ—Ä–∏–ª –¥–∏–∞–º–µ—Ç—Ä - –≤—Å–µ —Å—Ö–æ–¥–∏—Ç—Å—è - —Ñ—Ä–µ–∑–∞ –∫—É–∫—É—Ä—É–∑–∞ 2 –º–º –∏ —à—Ç–∞–Ω–≥–µ–ª—å –ø–æ–∫–∞–∑—ã–≤–∞–µ—Ç –æ–∫–æ–ª–æ –¥–≤—É—Ö. –ù–æ –Ω–∏–∫–∞–∫ –Ω–µ 1,75 –ê —É –º–µ–Ω—è –∫–∞–∫ —Ä–∞–∑ –≤—Å–µ —Ñ—Ä–µ–∑—ã –ø–æ–∫–∞–∑—ã–≤–∞—é—Ç –ø—Ä–∏ –∏–∑–º–µ—Ä–µ–Ω–∏–∏ –Ω–∞ 0.2 (—á–∞—â–µ –≤—Å–µ–≥–æ), –∞ –∏–Ω–æ–≥–¥–∞ –∏ –Ω–∞ 0.25 –º–µ–Ω—å—à–µ –ø–æ–ª–æ–∂–µ–Ω–Ω–æ–≥–æ —Ä–∞–∑–º–µ—Ä–∞. –ù–∞–ø—Ä–∏–º–µ—Ä, –Ω–∞ –¥–Ω—è—Ö –ø—Ä–∏—à–ª–∞ —Ñ—Ä–µ–∑–∞ - http://www.ebay.com/itm/271455693549?_trksid=p2057872.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT - –∏–∑–º–µ—Ä—è–µ–º —à–∏—Ä–∏–Ω—É —Ä–∞–±–æ—á–µ–π —á–∞—Å—Ç–∏ - 21.8 –º–º. - –∞ –¥–æ–ª–∂–Ω–æ –±—ã—Ç—å 22. –í—Ä—ë—Ç —à—Ç–∞–Ω–≥–µ–Ω—Ü–∏—Ä–∫—É–ª—å? –•–æ—Ä–æ—à–æ, –∏–∑–º–µ—Ä—è–µ–º —Ö–≤–æ—Å—Ç–æ–≤–∏–∫ - 6 –º–º. - –∫–∞–∫ –∏ –¥–æ–ª–∂–Ω–æ –±—ã—Ç—å. –ü–æ–ª—É—á–∞–µ—Ç—Å—è, —à—Ç–∞–Ω–≥–µ–Ω—Ü–∏—Ä–∫—É–ª—å –Ω–µ –ø—Ä–∏—á—ë–º. –ò –≤–æ—Ç —Ç–∞–∫–∞—è "–º–∏—Å—Ç–∏–∫–∞" —Å–æ –≤—Å–µ–º —Ñ—Ä–µ–∑–∞–º–∏. –ù–∏ –æ–¥–Ω–∞ —Ñ—Ä–µ–∑–∞ –Ω–∏ –æ–¥–Ω–æ–≥–æ –ø—Ä–æ–¥–∞–≤—Ü–∞ –Ω–µ –∏–º–µ–µ—Ç –∑–∞—è–≤–ª—è–µ–º–æ–≥–æ –¥–∏–∞–º–µ—Ç—Ä–∞. –ê –≤–æ—Ç —É —Å–≤—ë—Ä–ª —Ç–∞–∫–æ–≥–æ –Ω–µ –Ω–∞–±–ª—é–¥–∞–µ—Ç—Å—è - –≤—Å–µ –¥–∏–∞–º–µ—Ç—Ä—ã –ø—Ä–∞–≤–∏–ª—å–Ω—ã–µ.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mr_kot
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–Ω 28, 2015 17:34:39 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 18
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1121
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –Ω–æ—è 27, 2009 18:12:27
–°–æ–æ–±—â–µ–Ω–∏–π: 4625
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–∞—Å—Å—ã, UA
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–î–∏–∞–º–µ—Ç—Ä —Ñ—Ä–µ–∑—ã –Ω–µ —Ç–∞–∫ –ø—Ä–æ—Å—Ç–æ –∏–∑–º–µ—Ä–∏—Ç—å. –§—Ä–µ–∑—É –Ω–∞–¥–æ –≤—Ä–∞—â–∞—Ç—å. –ü—Ä–æ—â–µ –≤—Å–µ–≥–æ - —ç—Ç–æ –ø—Ä–æ—Å–≤–µ—Ä–ª–∏—Ç—å —Ñ—Ä–µ–∑–æ–π –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ (–±–µ–∑ —Å–º–µ—â–µ–Ω–∏—è, –∫–∞–∫ —Å–≤–µ—Ä–ª–æ–º) –∏ –∏–∑–º–µ—Ä–∏—Ç—å –¥–∏–∞–º–µ—Ç—Ä –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –ª–∏–±–æ —à—Ç–∞–Ω–≥–µ–ª–µ–º, –ª–∏–±–æ –ø–æ–¥–±–æ—Ä–æ–º –ø–æ–¥—Ö–æ–¥—è—â–µ–≥–æ –ø–æ –¥–∏–∞–º–µ—Ç—Ä—É —Å–≤–µ—Ä–ª–∞.
–ó–´
–•–æ—Ç—è, —Ç–∞–∫—É—é —Ñ—Ä–µ–∑—É, –∫–∞–∫ –ø–æ —Å—Å—ã–ª–∫–µ, –º–æ–∂–Ω–æ –∏ —Ç–∞–∫ –∏–∑–º–µ—Ä–∏—Ç—å.
_________________
В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–Ω 28, 2015 17:56:46 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1526
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3278
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
mr_kot –ø–∏—Å–∞–ª(–∞): –•–æ—Ç—è, —Ç–∞–∫—É—é —Ñ—Ä–µ–∑—É, –∫–∞–∫ –ø–æ —Å—Å—ã–ª–∫–µ, –º–æ–∂–Ω–æ –∏ —Ç–∞–∫ –∏–∑–º–µ—Ä–∏—Ç—å –û —á—ë–º –∏ —Ä–µ—á—å. –ö–æ–≥–¥–∞ –∏–∑–º–µ—Ä—è–ª –∫—É–∫—É—Ä—É–∑—ã –∏ –≤—Å—è–∫–∏–µ 1-2 –∑–∞—Ö–æ–¥–Ω—ã–µ –Ω–µ –±—ã–ª —Ç–∞–∫ —É–≤–µ—Ä–µ–Ω, –∞ –∫–æ–≥–¥–∞ —ç—Ç—É –ø–æ–ª—É—á–∏–ª –∏ –≤—ã–º–µ—Ä—è–ª —Ç–µ –∂–µ 0.2 –º–º. –æ—Ç–∫–ª–æ–Ω–µ–Ω–∏—è, —Ç–∞–∫ –∏ —É–±–µ–¥–∏–ª—Å—è, —á—Ç–æ —á—Ç–æ-—Ç–æ —Ç—É—Ç –Ω–µ —Ç–∞–∫.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –∏—é–Ω 29, 2015 20:24:44 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 94
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2204
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3253
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
")
|
smacorp —á–∏—Å—Ç–æ –¥–ª—è —Å–ø—Ä–∞–≤–∫–∏. –ù–∞ –∫–æ–Ω–µ—á–Ω—ã–π —Ä–∞–∑–º–µ—Ä –¥–µ—Ç–∞–ª–∏ –≤–ª–∏—è–µ—Ç –µ—â–µ –Ω–∞–ø—Ä–∞–≤–ª–µ–Ω–∏–µ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞–Ω–∏—è, –ø–æ–ø—É—Ç–Ω–æ–µ –ª–∏–±–æ –≤—Å—Ç—Ä–µ—á–Ω–æ–µ. –ü—Ä–∏ –ø–æ–ø—É—Ç–Ω–æ–º —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞–Ω–∏–∏ —Ñ—Ä–µ–∑–∞ –∫–∞–∫ –±—ã –±–æ–ª—å—à–µ –≤—Ç—è–≥–∏–≤–∞–µ—Ç—Å—è –≤ –º–∞—Ç–µ—Ä–∏–∞–ª, –ø—Ä–∏ –≤—Å—Ç—Ä–µ—á–Ω–æ–º –Ω–∞–æ–±–æ—Ä–æ—Ç –æ—Ç—Ç–∞–ª–∫–∏–≤–∞–µ—Ç—Å—è. –ü–æ–ø—Ä–æ–±—É–π—Ç–µ –≤—ã—Ä–µ–∂—Ç–µ 2 –æ–¥–∏–Ω–∞–∫–æ–≤—ã—Ö –¥–µ—Ç–∞–ª–∏ –Ω–æ —Å —Ä–∞–∑–Ω—ã–º –Ω–∞–ø—Ä–∞–≤–ª–µ–Ω–∏–µ–º —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞–Ω–∏—è. –ó–∞–≤–∏—Å–∏—Ç –æ—Ç –º–∞—Ç–µ—Ä–∏–∞–ª–∞, –Ω–∞–ø—Ä–∏–º–µ—Ä –Ω–∞ —Å–ø–ª–∞–≤–∞—Ö –∞–ª—é–º–∏–Ω–∏—è —Ä–∞–∑–Ω–∏—Ü–∞ –º–æ–∂–µ—Ç –±—ã—Ç—å –≤ –ø–∞—Ä—É –¥–µ—Å—è—Ç–æ–∫. 
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –∏—é–Ω 29, 2015 21:14:25 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1526
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3278
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
mial –ø–∏—Å–∞–ª(–∞): –ó–∞–≤–∏—Å–∏—Ç –æ—Ç –º–∞—Ç–µ—Ä–∏–∞–ª–∞, –Ω–∞–ø—Ä–∏–º–µ—Ä –Ω–∞ —Å–ø–ª–∞–≤–∞—Ö –∞–ª—é–º–∏–Ω–∏—è —Ä–∞–∑–Ω–∏—Ü–∞ –º–æ–∂–µ—Ç –±—ã—Ç—å –≤ –ø–∞—Ä—É –¥–µ—Å—è—Ç–æ–∫ –Ø, –±–ª–∏–Ω, —Ç–æ–≥–¥–∞ –≤–æ–æ–±—â–µ –Ω–µ –ø–æ–Ω–∏–º–∞—é, –∫–∞–∫ –¥–µ–ª–∞—é—Ç –¥–µ—Ç–∞–ª–∏ —Å –¥–æ–ø—É—Å–∫–∞–º–∏ –≤ —Å–æ—Ç—ã–µ –¥–æ–ª–∏ –º–º. - –ø–æ–ª—É—á–∞–µ—Ç—Å—è —Ö–∏—Ä–æ–º–∞–Ω—Ç–∏—è –∫–∞–∫–∞—è-—Ç–æ —Å –∫—É—á–µ–π –Ω–µ–∏–∑–≤–µ—Å—Ç–Ω—ã—Ö. –ù–∞–¥–æ –±—ã–ª–æ, –≤–∏–¥–∏–º–æ, –≤ —Å–≤–æ—ë –≤—Ä–µ–º—è –≤ –ü–¢–£ –Ω–∞ —Ñ—Ä–µ–∑–µ—Ä–æ–≤—â–∏–∫–∞ –∏–¥—Ç–∏.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
psychos
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω —è–Ω–≤ 08, 2018 13:08:39 |
|
| –í—ã–º–æ–≥–∞—Ç–µ–ª—å –ø—Ä–∏–ø–æ—è |
 |
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 171
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç —Å–µ–Ω 23, 2008 19:36:10
–°–æ–æ–±—â–µ–Ω–∏–π: 538
–û—Ç–∫—É–¥–∞: –ú–∞–≥–Ω–∏—Ç–æ–≥–æ—Ä—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ü—Ä–∏–≤–µ—Ç—Å—Ç–≤—É—é. –û—Ç–¥–µ–ª—å–Ω–æ–π —Ç–µ–º—ã –Ω–µ –Ω–∞—à–µ–ª –ø—Ä–æ –ß–ü–£ –∏ –º–∞—Ç—á –∏ –∫–∞–∫ —á—Ç–æ –Ω–∏–±—É–¥—å —Ç–∞–º —Å–¥–µ–ª–∞—Ç—å/–∏—Å–ø—Ä–∞–≤–∏—Ç—å, —Å–ø—Ä–æ—à—É —Ç—É—Ç: 1) –µ—Å—Ç—å –ø—Ä–æ—Å—Ç–æ–π –∫–æ–¥ –£–ü, –∫ –ø—Ä–∏–º–µ—Ä—É: –ö–æ–¥: G81 x1y1 z-2 R3 F500
x2 y2
x3 y3
–î–µ–º–æ–Ω—Å—Ç—Ä–∞—Ü–∏—è –ø–æ–¥–æ–±–Ω–æ–≥–æ –ø–æ–≤–µ–¥–µ–Ω–∏—è(–ì—Ä–æ–º–∫–æ, —É–±–∞–≤—å—Ç–µ –∑–≤—É–∫ –∑–∞—Ä–∞–Ω–µ–µ) –ü–æ—Å–ª–µ –≤—ã–≤–æ–¥–∞ —Å–≤–µ—Ä–ª–∞ Mach –≤—ã–¥–µ—Ä–∂–∏–≤–∞–µ—Ç –ø–∞—É–∑—É, –ø–æ—Ç–æ–º –ø–µ—Ä–µ—Ö–æ–¥–∏—Ç –ø–æ —Å–ª–µ–¥—É—é—â–µ–π –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç–µ –∏ —Ç–∞–∫ –¥–∞–ª–µ–µ. –ö–∞–∫ —É–±—Ä–∞—Ç—å —ç—Ç—É –ø–∞—É–∑—É, –∏ –≥–¥–µ –æ–Ω–∞ –≤–æ–æ–±—â–µ –∑–∞–¥–∞—ë—Ç—Å—è ?2) –≤—Ç–æ—Ä–æ–π –≤–æ–ø—Ä–æ—Å –∑–∞–∫–ª—é—á–∞–µ—Ç—Å—è –≤ —Ç–æ–º, –ú–æ–∂–Ω–æ –ª–∏ —à—Ç–∞—Ç–Ω—ã–º–∏ —Å—Ä–µ–¥—Å—Ç–≤–∞–º–∏ —É–∫–∞–∑–∞—Ç—å –º–∞—Ç—á—É —Å–∫–æ—Ä–æ—Å—Ç—å –∑–∞–±—É—Ä–∏–≤–∞–Ω–∏—è –∏ –æ—Ç–¥–µ–ª—å–Ω–æ —Å–∫–æ—Ä–æ—Å—Ç—å –≤—ã–≤–æ–¥–∞ —Å–≤–µ—Ä–ª–∞. –î–æ–ø—É—Å—Ç–∏–º –∑–∞–±—É—Ä–∏–≤–∞–Ω–∏–µ F500, –≤—ã–≤–æ–¥ F1000 ? –∏–ª–∏ —Ç—É—Ç –≤—Å—ë –ø–µ—á–∞–ª—å–Ω–æ –∏ –Ω—É–∂–Ω–æ –º–µ–Ω—è—Ç—å —Å—Ç–∞–Ω–æ–∫, –ø—Ä–æ–≥—Ä–∞–º–º—É, –∫–æ–º–ø, —Å—Ç—Ä–∞–Ω—É ?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω —è–Ω–≤ 08, 2018 20:07:27 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 4
|
|
–≤ –º–∞—á–µ –µ–º–Ω–∏–ø —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–µ –∫–æ–¥—ã –Ω–µ –Ω–∞—Å—Ç—Ä–∞–∏–≤–∞—é—Ç—Å—è –Ω–∏–∫–∞–∫. –ú–æ–∂–Ω–æ –Ω–µ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞—Ç—å canned cycle, –∞ —Ä–∏—Å–æ–≤–∞—Ç—å –∫–∞–∂–¥–æ–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ —Ä—É–∫–∞–º–∏ - G0 –≤ —Ç–æ—á–∫—É, G0 –Ω–∞ –≤—ã—Å–æ—Ç—É —Å—Ç–∞—Ä—Ç–∞, G1 —Å–≤–µ—Ä–ª–µ–Ω–∏–µ, G0 –Ω–∞ –±–µ–∑–æ–ø–∞—Å–Ω—É—é –≤—ã—Å–æ—Ç—É.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mr_kot
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 09, 2018 08:03:23 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 18
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1121
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –Ω–æ—è 27, 2009 18:12:27
–°–æ–æ–±—â–µ–Ω–∏–π: 4625
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–∞—Å—Å—ã, UA
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 2
|
2) –≤—Ç–æ—Ä–æ–π –≤–æ–ø—Ä–æ—Å –∑–∞–∫–ª—é—á–∞–µ—Ç—Å—è –≤ —Ç–æ–º, –ú–æ–∂–Ω–æ –ª–∏ —à—Ç–∞—Ç–Ω—ã–º–∏ —Å—Ä–µ–¥—Å—Ç–≤–∞–º–∏ —É–∫–∞–∑–∞—Ç—å –º–∞—Ç—á—É —Å–∫–æ—Ä–æ—Å—Ç—å –∑–∞–±—É—Ä–∏–≤–∞–Ω–∏—è –∏ –æ—Ç–¥–µ–ª—å–Ω–æ —Å–∫–æ—Ä–æ—Å—Ç—å –≤—ã–≤–æ–¥–∞ —Å–≤–µ—Ä–ª–∞. –î–æ–ø—É—Å—Ç–∏–º –∑–∞–±—É—Ä–∏–≤–∞–Ω–∏–µ F500, –≤—ã–≤–æ–¥ F1000 ? G1 - —Ä–∞–±–æ—á–∏–π —Ö–æ–¥, –º–æ–∂–Ω–æ —É–∫–∞–∑–∞—Ç—å –ª—é–±—É—é —Å–∫–æ—Ä–æ—Å—Ç—å "–∑–∞–±—É—Ä–∏–≤–∞–Ω–∏—è" G0 - —Ö–æ–ª–æ—Å—Ç–æ–π —Ö–æ–¥, –Ω–∞—Å—Ç—Ä–∞–∏–≤–∞–µ—Ç—Å—è –≤ –º–∞—á –£ –º–µ–Ω—è, –Ω–∞–ø—Ä–∏–º–µ—Ä, –∫–æ–¥ –≤—ã–≥–ª—è–¥–∏—Ç —Ç–∞–∫: –ö–æ–¥: %
G90
M03S15000
T02M6 (drill dia. 0.900)
G0X20.955Y35.560
G1Z-2.500F350.0
G0Z5
G0X20.955Y30.480
G1Z-2.500F350.0
G0Z5 –≠—Ç–æ exellon –∏–∑ P-CAD, –∫–æ–Ω–≤–µ—Ä—Ç–∏—Ä–æ–≤–∞–Ω–Ω—ã–π –≤ G-–∫–æ–¥ –ï—Å–ª–∏ –∏–Ω—Ç–µ—Ä–µ—Å—É–µ—Ç –∫–∞–∫–∞—è-—Ç–æ –æ—Ç–ª–∏—á–Ω–∞—è –æ—Ç –æ–±—â–∏—Ö –Ω–∞—Å—Ç—Ä–æ–µ–∫ —Å–∫–æ—Ä–æ—Å—Ç—å –ø–æ–¥—ä–µ–º–∞ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ - –∏—Å–ø–æ–ª—å–∑—É–π –≤–º–µ—Å—Ç–æ G0 –∫–æ–º–∞–Ω–¥—É G1 –í–æ—Ç –∫—É—Å–æ–∫ –∫–æ–¥–∞ —Å–≤–µ—Ä–ª–æ–≤–∫–∏ –Ω–µ–ø–æ—Å—Ä–µ–¥—Å—Ç–≤–µ–Ω–Ω–æ –∏–∑ ArtCAM –±–µ–∑ –∫–æ–Ω–≤–µ—Ä—Ç–∞—Ü–∏–∏: –ö–æ–¥: %
G90
G49
M3 S15000
G0 X10.000 Y10.000 Z5.000
Z2.000
G1 Z-6.000 F320
G0 Z5.000
G0 X15.000
Z2.000
G1 Z-6.000 F320
G0 Z5.000
G0 Y15.000
Z2.000 –ü–æ—Å–ª–µ –≤—ã–≤–æ–¥–∞ —Å–≤–µ—Ä–ª–∞ Mach –≤—ã–¥–µ—Ä–∂–∏–≤–∞–µ—Ç –ø–∞—É–∑—É, –ø–æ—Ç–æ–º –ø–µ—Ä–µ—Ö–æ–¥–∏—Ç –ø–æ —Å–ª–µ–¥—É—é—â–µ–π –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç–µ –∏ —Ç–∞–∫ –¥–∞–ª–µ–µ.
–ö–∞–∫ —É–±—Ä–∞—Ç—å —ç—Ç—É –ø–∞—É–∑—É, –∏ –≥–¥–µ –æ–Ω–∞ –≤–æ–æ–±—â–µ –∑–∞–¥–∞—ë—Ç—Å—è ? –° G81 —è –Ω–∏–∫–æ–≥–¥–∞ –Ω–µ —Å—Ç–∞–ª–∫–∏–≤–∞–ª—Å—è, –ø–æ—ç—Ç–æ–º—É –Ω–∏—á–µ–≥–æ —Å–∫–∞–∑–∞—Ç—å –Ω–µ –º–æ–≥—É. –í–∏–∫–∏–ø–µ–¥–∏—è –ø–∏—à–µ—Ç, —á—Ç–æ R - –ø–∞—Ä–∞–º–µ—Ç—Ä —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω–æ–≥–æ —Ü–∏–∫–ª–∞, –≤–æ–∑–º–æ–∂–Ω–æ –∑–¥–µ—Å—å –∏ –ø—Ä—è—á–µ—Ç—Å—è –ø–∞—É–∑–∞?
_________________
В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 09, 2018 13:58:20 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
R - –ø–∞—Ä–∞–º–µ—Ç—Ä —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω–æ–≥–æ —Ü–∏–∫–ª–∞, –≤–æ–∑–º–æ–∂–Ω–æ –∑–¥–µ—Å—å –∏ –ø—Ä—è—á–µ—Ç—Å—è –ø–∞—É–∑–∞? —ç—Ç–æ —Ä–µ—Ç—Ä–∞–∫—Ç - –≤–µ–ª–∏—á–∏–Ω–∞ –ø–æ–¥—ä–µ–º–∞ –ø–æ—Å–ª–µ —Å–≤–µ—Ä–ª–µ–Ω–∏—è.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ö—É–ø–∏–ª –ß–ü–£, –≤–æ–∑–Ω–∏–∫–ª–∏ –≤–æ–ø—Ä–æ—Å—ã –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 10, 2018 17:34:25 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 94
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2204
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3253
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 5
–ú–µ–¥–∞–ª–∏: 1
|
–ü–æ —Ü–∏–∫–ª—É G81. –í–æ—Ç –ø—Ä–∏–º–µ—Ä –∫—É—Å–æ—á–∫–∞ –ø—Ä–æ–≥—Ä–∞–º–º—ã –ö–æ–¥: %
N10 G90 G21
N20 G40 G80
N30 M05
N40 T02 M6
N50 M3 S60000
N60 G0 Z16.
N70 X26.885 Y44.884
N80 G98 G81 X26.885 Y44.884 Z1.8 R5. F2000
N90 X28.16 Y42.059
N100 X33.01 Y47.044
N110 X65.185 Y51.334
N120 X67.51 Y53.484
–ö–æ–¥ G98 –≥–æ–≤–æ—Ä–∏—Ç —Å—Ç–∞–Ω–∫—É, —á—Ç–æ –≤—ã–≤–æ–¥ —Å–≤–µ—Ä–ª–∞ –ø–æ—Å–ª–µ —Å–≤–µ—Ä–ª–µ–Ω–∏—è –¥–µ–ª–∞—Ç—å –Ω–∞ –≤—ã—Å–æ—Ç—É –±–µ–∑–æ–ø–∞—Å–Ω–æ—Å—Ç–∏. –¢–æ –µ—Å—Ç—å —Ç–æ–π, —Å –∫–æ—Ç–æ—Ä–æ–π —Å—Ç–∞–Ω–æ–∫ –ø–æ–¥—ä–µ—Ö–∞–ª –∫ —Ü–∏–∫–ª—É, –∫–æ–Ω–∫—Ä–µ—Ç–Ω–æ –≤ —ç—Ç–æ–π –ø—Ä–æ–≥—Ä–∞–º–º–µ Z16. –ï—Å–ª–∏ —Ç–∞–º –ø–æ—Å—Ç–∞–≤–∏—Ç—å G99, –∏–ª–∏ –Ω–∏—á–µ–≥–æ –Ω–µ —Å—Ç–∞–≤–∏—Ç—å, –≤—ã–≤–æ–¥ —Å–≤–µ—Ä–ª–∞ –±—É–¥–µ—Ç –∏–¥—Ç–∏ –¥–æ –≤—ã—Å–æ—Ç—ã —É–∫–∞–∑–∞–Ω–Ω–æ–π –≤ –ø–∞—Ä–∞–º–µ—Ç—Ä–µ R. –ß—Ç–æ –æ–∑–Ω–∞—á–∞–µ—Ç —ç—Ç–∞ –≤—ã—Å–æ—Ç–∞, –∫–æ–≥–¥–∞ —Å—Ç–∞–Ω–æ–∫ –ø—Ä–∏—à–µ–ª –≤ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—É –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç –±—ã—Å—Ç—Ä–æ–µ –ø–µ—Ä–µ–º–µ—â–µ–Ω–∏–µ –ø–æ G0 –¥–æ –≤—ã—Å–æ—Ç—ã —É–∫–∞–∑–∞–Ω–Ω–æ–π –≤ R, —É –º–µ–Ω—è —ç—Ç–æ 5 –º–º. –ù–∞—á–∏–Ω–∞—è —Å —ç—Ç–æ–π –≤—ã—Å–æ—Ç—ã —Å—Ç–∞–Ω–æ–∫ –∏–¥–µ—Ç –¥–æ –∫–æ–Ω–µ—á–Ω–æ–π –≥–ª—É–±–∏–Ω—ã —Å–≤–µ—Ä–ª–µ–Ω–∏—è (Z1.8 —É –º–µ–Ω—è), —É–∂–µ —Å —Ä–∞–±–æ—á–µ–π —Å–∫–æ—Ä–æ—Å—Ç—å—é, —Ç–æ –µ—Å—Ç—å –∫–∞–∫ –±—ã –ø–æ G1. –ü–æ–¥–∞—á–∞ —É–∫–∞–∑–∞–Ω–∞ –≤ –ø–∞—Ä–∞–º–µ—Ç—Ä–µ F, —É –º–µ–Ω—è —ç—Ç–æ 2000 –º–º/–º–∏–Ω. –ü–æ—Å–ª–µ –¥–æ—Å—Ç–∏–∂–µ–Ω–∏—è –≥–ª—É–±–∏–Ω—ã —É–∫–∞–∑–∞–Ω–Ω–æ–π –≤ Z, –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç –≤—ã–≤–æ–¥ —Å–≤–µ—Ä–ª–∞ —Å –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–π —Å–∫–æ—Ä–æ—Å—Ç—å—é –ø–æ G0 –Ω–∞ –≤—ã—Å–æ—Ç—É –ª–∏–±–æ —É–∫–∞–∑–∞–Ω–Ω–æ–π –≤ R, –ª–∏–±–æ –µ—Å–ª–∏ —Å—Ç–æ–∏—Ç –∫–æ–º–∞–Ω–¥–∞ G98 –Ω–∞ –≤—ã—Å–æ—Ç—É –±–µ–∑–æ–ø–∞—Å–Ω–æ—Å—Ç–∏. psychos –ü–∞—É–∑–∞ —ç—Ç–æ —Å–∫–æ—Ä–µ–π –≤—Å–µ–≥–æ –æ—Å–æ–±–µ–Ω–Ω–æ—Å—Ç—å –º–∞—á–∞ –ø—Ä–∏ —Ä–∞–±–æ—Ç–µ —Å —Ü–∏–∫–ª–æ–º —Å–≤–µ—Ä–ª–µ–Ω–∏—è –ø–æ G81.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 7 –∏–∑ 7
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 139 ] |
... , , , , |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: alexr171 –∏ –≥–æ—Å—Ç–∏: 10 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|

|
|