|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 495 –∏–∑ 504
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 10078 ] |
... , , , , , , ... |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
kkol

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —Å–µ–Ω 17, 2024 12:02:34 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–≤–≥ 15, 2022 12:30:48
–°–æ–æ–±—â–µ–Ω–∏–π: 132
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
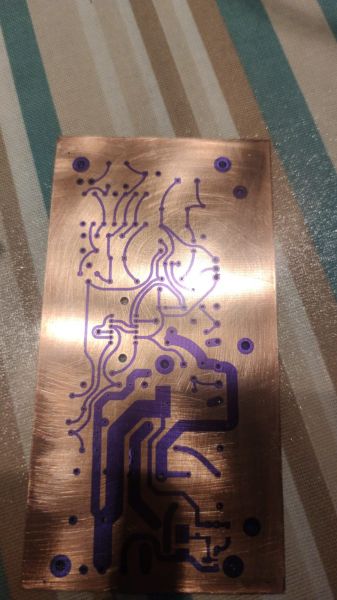
–ö–æ–ª–ª–µ–≥–∏, –Ω–∞–∫–æ–Ω–µ—Ü —Ç–æ –ø–æ–ø—Ä–æ–±–æ–≤–∞–ª —Å–¥–µ–ª–∞—Ç—å –ø–ª–∞—Ç—É. –ü—Ä–∏ —ç—Ç–æ–º –ø–µ—Ä–≤—ã–π —Ä–∞–∑ –≤ –∂–∏–∑–Ω–∏ —Å—Ä–∞–∑—É –¥–≤—É—Ö—Å—Ç–æ—Ä–æ–Ω—é—é. –ö–æ–Ω–µ—á–Ω–æ –Ω–µ –±–µ–∑ –∫–æ—Å—è–∫–æ–≤. –ï—Å–ª–∏ –Ω–∏–∂–Ω–∏–π —Å–ª–æ–π –ø–æ–ª—É—á–∏–ª—Å—è –∏–¥–µ–∞–ª—å–Ω–æ, —Ç–æ –≤–µ—Ä—Ö–Ω–∏–π –≤—ã—à–µ–ª –≤—Å–µ —Ä–∞–≤–Ω–æ —Å –Ω–µ–±–æ–ª—å—à–∏–º —Å–º–µ—â–µ–Ω–∏–µ–º. –¢–æ–ª–∏ –µ–≥–æ –Ω–∞–¥–æ –∫–∞–∫ —Ç–æ –ø–æ –¥—Ä—É–≥–æ–º—É –ø—Ä–∏–≤—è–∑—ã–≤–∞—Ç—å, —Ç–æ–ª–∏ –•–ó.... –Ω–µ –ø–æ–Ω—è–ª. –ö–∞–∫ –≤—ã –∏ –≥–æ–≤–æ—Ä–∏–ª–∏ - HLDI –Ω–∞–±–æ—Ä –∫–æ–º–ø—Ä–æ–º–∏—Å–æ–≤ –∏ –¥–æ–ø—É—â–µ–Ω–∏–π.... –ù–æ –≥–ª–∞–≤–Ω–æ–µ —Ä–µ–∑—É–ª—å—Ç–∞—Ç. –Ø —á–µ—Ä—Ç–æ–≤—Å–∫–∏ —Ä–∞–¥ –∫–∞–∫ –ø–æ–ª—É—á–∏–ª—Å—è –Ω–∏–∂–Ω–∏–π —Å–ª–æ–π. –°–≤–µ—Ç–∏–ª —Ü–µ–ª—ã–π –¥–µ–Ω—å, –æ—Å–≤–∞–∏–≤–∞–ª —Ç–µ—Ö–Ω–∏–∫—É –∏ –≤–æ–æ–±—â–µ —Å–∞–º –ø—Ä–æ—Ü–µ—Å—Å. –ï—Å–ª–∏ —Ä–∞–Ω–µ–µ —è —Å—Ä–∞–∑—É –≤—ã—Ä–µ–∑–∞–ª –ü–ü, —Ç–æ —Å–µ–π—á–∞—Å –æ–±—Ä–µ–∑–∫–∞ –∫–æ–Ω—Ç—É—Ä–∞ –ø–æ—Å–ª–µ —Ç—Ä–∞–≤–ª–µ–Ω–∏—è. –í –ø—Ä–∏–Ω—Ü–∏–ø–µ –Ω–µ —Å–ª–æ–∂–Ω–æ, –µ—Å–ª–∏ –∑–∞—Ä–∞–Ω–µ–µ –ø—Ä–µ–¥—É—Å–º–æ—Ç—Ä–µ—Ç—å –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –¥–ª—è –æ–ø–æ—Ä–Ω—ã—Ö —à—Ç–∏—Ñ—Ç–æ–≤.   –¢–µ–ø–µ—Ä—å –±—ã –æ—Å–≤–æ–∏—Ç—å –ø–∞—è–ª—å–Ω—É—é –º–∞—Å–∫—É. –û—á–µ–Ω—å –Ω–∞–ø—Ä—è–≥–∞–µ—Ç –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç—å —Å–µ—Ç–∫–∏ –¥–ª—è –Ω–∞–Ω–µ—Å–µ–Ω–∏—è....—Ö–æ—Ç—å –∫–∏—Å—Ç—å—é –∏–ª–∏ –≤–∞–ª–∏–∫–æ–º –∫—Ä–∞—Å—å. –ê –µ—â–µ –¥–∞–∂–µ –Ω–æ–≤—ã–π (—Ç–∏–ø–∞) —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç –Ω–µ–¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ –ø—Ä–æ—á–Ω–æ —Å–∏–¥–∏—Ç –Ω–∞ –ø–ª–∞—Ç–µ. –¢–æ –ª–∏ –∫–∏—Ç–∞–π , —Ç–æ–ª–∏ —è –∑–∞–±—ã–ª –∫–∞–∫ –ª–∞–º–∏–Ω–∏—Ä–æ–≤–∞—Ç—å. –û–¥–∏–Ω –∏–∑ –ª–∞–º–∏–Ω–∞—Ç–æ—Ä–æ–≤ —Ç–∞–∫–æ–π: 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
olee
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —Å–µ–Ω 17, 2024 12:34:06 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 07, 2023 20:33:16
–°–æ–æ–±—â–µ–Ω–∏–π: 216
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ö–æ–ª–ª–µ–≥–∏, –Ω–∞–∫–æ–Ω–µ—Ü —Ç–æ –ø–æ–ø—Ä–æ–±–æ–≤–∞–ª —Å–¥–µ–ª–∞—Ç—å –ø–ª–∞—Ç—É.
–ü—Ä–∏ —ç—Ç–æ–º –ø–µ—Ä–≤—ã–π —Ä–∞–∑ –≤ –∂–∏–∑–Ω–∏ —Å—Ä–∞–∑—É –¥–≤—É—Ö—Å—Ç–æ—Ä–æ–Ω—é—é.
–¢–µ–ø–µ—Ä—å –±—ã –æ—Å–≤–æ–∏—Ç—å –ø–∞—è–ª—å–Ω—É—é –º–∞—Å–∫—É. –û—á–µ–Ω—å –Ω–∞–ø—Ä—è–≥–∞–µ—Ç –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç—å —Å–µ—Ç–∫–∏ –¥–ª—è –Ω–∞–Ω–µ—Å–µ–Ω–∏—è....—Ö–æ—Ç—å –∫–∏—Å—Ç—å—é –∏–ª–∏ –≤–∞–ª–∏–∫–æ–º –∫—Ä–∞—Å—å. –Ø —Ç–æ–∂–µ –¥–æ–ª–≥–æ –∏–∑–±–µ–≥–∞–ª —Å–µ—Ç–∫–∏, –ø—Ä–æ–±–æ–≤–∞–ª –æ–¥–Ω–æ–∫–æ–º–ø–æ–Ω–µ–Ω—Ç–Ω—É—é - —ç—Ç–æ –ø–æ–ª–Ω–æ–µ —Ñ–∏–∞—Å–∫–æ. –ó–∞—Ç–µ–º —Å–¥–µ–ª–∞–ª –≤–∞–∫—É—É–º–Ω—ã–π –∞–ø–ø–ª–∏–∫–∞—Ç–æ—Ä, —á—Ç–æ–±—ã –Ω–∞–Ω–æ—Å–∏—Ç—å –ø–ª–µ–Ω–æ—á–Ω—É—é –º–∞—Å–∫—É Dynomask-5030. –Ý–µ–∑—É–ª—å—Ç–∞—Ç –Ω–æ—Ä–º–∞–ª—å–Ω—ã–π, –Ω–æ –æ—á–µ–Ω—å –º–Ω–æ–≥–æ –≤–æ–∑–Ω–∏, –¥–∞ –∏ –ø–ª–µ–Ω–∫–∞ –Ω–µ –¥–µ—à–µ–≤–∞—è –∏ —Ä–µ–¥–∫–∞—è. –ü–æ—Ç–æ–º —Ä–µ—à–∏–ª—Å—è –≤—Å–µ –∂–µ –ø–æ–ø—Ä–æ–±–æ–≤–∞—Ç—å –Ω–∞—Ç—è–Ω—É—Ç—å —Å–µ—Ç–∫—É –∏ –¥–µ–ª–∞—Ç—å –¥–≤—É—Ö–∫–æ–º–ø–æ–Ω–µ–Ω—Ç–Ω—É—é –º–∞—Å–∫—É. –ü–æ—Å–ª–µ –ø–µ—Ä–≤–æ–π –∂–µ –ø—Ä–æ–±—ã —Å—Ç–∞–ª–æ —è—Å–Ω–æ - –≤—Å–µ –æ—Å—Ç–∞–ª—å–Ω–æ–µ –∫–æ–º–ø—Ä–æ–º–∏—Å—Å, –ø—Ä–∏—á–µ–º –¥–∞–ª–µ–∫–∏–π –æ—Ç –ø—Ä–∞–≤–∏–ª—å–Ω—ã—Ö —Ä–µ–∑—É–ª—å—Ç–∞—Ç–æ–≤. –£ ruzik –≤ –µ–≥–æ –±–ª–æ–≥–∞—Ö (–Ω–µ –Ω–∞ —ç—Ç–æ–º —Å–∞–π—Ç–µ) –µ—Å—Ç—å —Ç–µ–º–∞, –∫–∞–∫ –Ω–∞—Ç—è–Ω—É—Ç—å —Å–µ—Ç–∫—É –ø–æ–¥—Ä—É—á–Ω—ã–º–∏ —Å–ø–æ—Å–æ–±–∞–º–∏, –ø–µ—Ä–≤—ã–π —Ä–∞–∑ —è –Ω–∞—Ç—è–≥–∏–≤–∞–ª –∏–º–µ–Ω–Ω–æ –ø–æ –µ–≥–æ –º–µ—Ç–æ–¥—É, —Ä–µ–∑—É–ª—å—Ç–∞—Ç –æ—á–µ–Ω—å –ø—Ä–∏–ª–∏—á–Ω—ã–π. –ü–æ—Ç–æ–º –≤—Å–µ –∂–µ —Å–¥–µ–ª–∞–ª —Ä–∞–º—É –¥–ª—è –Ω–∞—Ç—è–∂–∫–∏ —Å–µ—Ç–æ–∫. –¢–∞–∫ —á—Ç–æ —Ä–µ–∫–æ–º–µ–Ω–¥—É—é –∏ –≤–∞–º –æ—Å–≤–æ–∏—Ç—å –¥–≤—É—Ö–∫–æ–º–ø–æ–Ω–µ–Ω—Ç–Ω—É—é –º–∞—Å–∫—É –∏ –Ω–µ —Ç—Ä–∞—Ç–∏—Ç—å —Å–∏–ª—ã –Ω–∞ –¥—Ä—É–≥–∏–µ —Å–ø–æ—Å–æ–±—ã.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
kkol
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —Å–µ–Ω 17, 2024 13:48:30 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–≤–≥ 15, 2022 12:30:48
–°–æ–æ–±—â–µ–Ω–∏–π: 132
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–û–ª–∏ —Å–ø–∞—Å–∏–±–æ.
Dynjmask 5000 –ø—Ä–æ–±–æ–≤–∞–ª. –ë–µ–∑ –≤–∞–∫—É—É–º–∞ –Ω–æ—Ä–º–∞–ª—å–Ω–æ –Ω–µ —Å–¥–µ–ª–∞—Ç—å, –¥–∞ –∏ –¥–æ—Ä–æ–≥–æ/–¥–µ—Ñ–∏—Ü–∏—Ç–Ω–æ, —Å–æ–≥–ª–∞—Å–µ–Ω.
–ê –≥–¥–µ –ø–æ—á–∏—Ç–∞—Ç—å –±–ª–æ–≥–∏ –Ý—é–∑–∏–∫–∞?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
olee
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —Å–µ–Ω 17, 2024 14:46:54 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 07, 2023 20:33:16
–°–æ–æ–±—â–µ–Ω–∏–π: 216
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–û–ª–∏ —Å–ø–∞—Å–∏–±–æ.
Dynjmask 5000 –ø—Ä–æ–±–æ–≤–∞–ª. –ë–µ–∑ –≤–∞–∫—É—É–º–∞ –Ω–æ—Ä–º–∞–ª—å–Ω–æ –Ω–µ —Å–¥–µ–ª–∞—Ç—å, –¥–∞ –∏ –¥–æ—Ä–æ–≥–æ/–¥–µ—Ñ–∏—Ü–∏—Ç–Ω–æ, —Å–æ–≥–ª–∞—Å–µ–Ω.
–ê –≥–¥–µ –ø–æ—á–∏—Ç–∞—Ç—å –±–ª–æ–≥–∏ –Ý—é–∑–∏–∫–∞? –Ø —É–∂–µ –Ω–µ –ø–æ–º–Ω—é, —Ç–∞–∫ —á—Ç–æ –∫ –Ω–µ–º—É –≤ –ª–∏—á–∫—É –∏–ª–∏ –≥—É–≥–ª "–∫–∞–∫ –Ω–∞—Ç—è–Ω—É—Ç—å —Å–µ—Ç–∫—É –¥–ª—è —à–µ–ª–∫–æ–≥—Ä–∞—Ñ–∏–∏"
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
AntonHT
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —Å–µ–Ω 17, 2024 16:21:15 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å —Ñ–µ–≤ 11, 2024 08:52:10
–°–æ–æ–±—â–µ–Ω–∏–π: 74
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ù–µ –∑–Ω–∞—é –∫–∞–∫ —ç—Ç–æ –ø–æ–≤–ª–∏—è–µ—Ç –Ω–∞ —Å–µ—Ç–∫—É, –Ω–æ –ø–æ—Å–ª–µ –Ω–∞—Ç—è–∂–∫–∏ –º–æ–∂–Ω–æ —Å–ª–µ–≥–∫–∞ –∏ –æ—á–µ–Ω—å –∞–∫–∫—É—Ä–∞—Ç–Ω–æ –ø—Ä–æ–≥—Ä–µ—Ç—å —Å—Ç—Ä–æ–∏—Ç–µ–ª—å–Ω—ã–º —Ñ–µ–Ω–æ–º, –Ω–∞—Ç—è–∂–∫–∞ –µ—â–µ —É–≤–µ–ª–∏—á–∏—Ç—Å—è. –ù–æ –¥–µ–π—Å—Ç–≤–æ–≤–∞—Ç—å –Ω—É–∂–Ω–æ –ø—Ä–µ–¥–µ–ª—å–Ω–æ –∞–∫–∫—É—Ä–∞—Ç–Ω–æ !!!!
_________________
–ü–Ý–û–î–ê–ú –§–û–¢–û–Ý–ï–ó–ò–°–¢ !!! KOLON PK2350 (—Ö–æ—Ä–æ—à–∏–π —Å—Ä–æ–∫ –≥–æ–¥–Ω–æ—Å—Ç–∏, —Å–µ—Ä—Ç–∏—Ñ–∏–∫–∞—Ç) 150—Ä –æ—Ç 10–º
–î–û–ó–ê–¢–û–Ý –ü–Ý–ò–ü–û–Ø
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Lecter2017
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —Å–µ–Ω 18, 2024 22:42:55 |
|
| –û–ø—ã—Ç–Ω—ã–π –∫–æ—Ç |
 |
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 78
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –º–∞–π 27, 2017 22:13:51
–°–æ–æ–±—â–µ–Ω–∏–π: 794
–û—Ç–∫—É–¥–∞: –ù–∏–∂–Ω–∏–π –ù–æ–≤–≥–æ—Ä–æ–¥
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
kkol, —ç—Ç–∞ –ø—Ä–æ–±–ª–µ–º–∞ —Å–æ —Å–º–µ—â–µ–Ω–∏–µ–º —Ç–æ–∂–µ –º–µ–Ω—è –º—É—á–∏—Ç. –í–µ—Ä—Ö –æ—Ç–ª–∏—á–Ω–æ, –Ω–∏–∑ —Å —Ç–µ–º–∏ –∂–µ –ø–∞—Ä–∞–º–µ—Ç—Ä–∞–º–∏ —Å–º–µ—â–∞–µ—Ç—Å—è —á—É—Ç—å. –í —á–µ–º —Ñ–∏—à–∫–∞ –•–ó, –≤—Å–µ –ø–µ—Ä–µ–ø—Ä–æ–±–æ–≤–∞–ª
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —Å–µ–Ω 18, 2024 23:37:21 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1553
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3347
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 4
|
|
–Ø —Å–∫–∞–∂—É –≤ —á—ë–º —Ñ–∏—à–∫–∞ - –Ω–µ –∏–¥–µ–∞–ª—å–Ω–∞—è –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–Ω–æ—Å—Ç—å –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ–π –æ—Å–∏ —Å–≤–µ—Ä–ª–∞ –∫ –ø–ª–æ—Å–∫–æ—Å—Ç–∏ –ø–ª–∞—Ç—ã. –ù–∞ —ç—Ç–æ –≤–ª–∏—è–µ—Ç –Ω–∞—Å—Ç—Ä–æ–π–∫–∞ –ß–ü–£ (–ø—Ä–∏—á—ë–º –≤—Å–µ —Ç—Ä–∏ –æ—Å–∏ —Å—Ä–∞–∑—É) + –∏–∑–≥–∏–± —Å–≤–µ—Ä–ª–∞ –≤ –º–æ–º–µ–Ω—Ç —Å–≤–µ—Ä–ª–µ–Ω–∏—è + –∏—Å–∫—Ä–∏–≤–ª–µ–Ω–∏–µ –∑–∞–≥–æ—Ç–æ–≤–∫–∏ –ø–ª–∞—Ç—ã. –ö–∞–∫ —Ä–µ–∑—É–ª—å—Ç–∞—Ç - –ø–æ–ª–Ω–æ—Å—Ç—å—é –∏–∑–±–∞–≤–∏—Ç—å—Å—è –æ—Ç –Ω–µ–±–æ–ª—å—à–∏—Ö —Å–º–µ—â–µ–Ω–∏–π –ø–æ—á—Ç–∏ –Ω–µ–≤–æ–∑–º–æ–∂–Ω–æ. –ù—É–∂–Ω–æ –±—ã—Ç—å –∫—Ä–∞–π–Ω–µ –ø—Ä—è–º–æ—Ä—É–∫–∏–º, —Ç–µ—Ä–ø–µ–ª–∏–≤—ã–º –∏ –æ—á–µ–Ω—å —É–¥–∞—á–ª–∏–≤—ã–º, —á—Ç–æ–±—ã —ç—Ç–æ –ø–æ–±–µ–¥–∏—Ç—å.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
kkol
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 09:45:08 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–≤–≥ 15, 2022 12:30:48
–°–æ–æ–±—â–µ–Ω–∏–π: 132
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–Ø —Å–∫–∞–∂—É –≤ —á—ë–º —Ñ–∏—à–∫–∞ - –Ω–µ –∏–¥–µ–∞–ª—å–Ω–∞—è –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–Ω–æ—Å—Ç—å –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ–π –æ—Å–∏ —Å–≤–µ—Ä–ª–∞ –∫ –ø–ª–æ—Å–∫–æ—Å—Ç–∏ –ø–ª–∞—Ç—ã. smacorp, –Ω–µ—Å–æ–≥–ª–∞—à—É—Å—å —Å –≤–∞–º–∏ –ø—Ä–∏–º–µ–Ω–∏—Ç–µ–ª—å–Ω–æ –∫ —Å–≤–æ–µ–º—É —Å–ª—É—á–∞—é. –ü–ª–∞—Ç—ã –ø–∏–ª—é –Ω–∞ –±–æ–ª—å—à–æ–º –∂–µ—Å—Ç–∫–æ–º –ß–ü–£. –°–≤–µ—Ä–ª–æ–º –Ω–µ –ø–æ–ª—å–∑—É—é—Å—å. –í—Å—é –ø–ª–∞—Ç—É –ø–∏–ª—é "–∫—É–∫—É—Ä—É–∑–æ–π" 0.8–º–º. –ò –∫–æ–Ω—Ç—É—Ä –∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è —Ä–∞–∑–Ω—ã—Ö –¥–∏–∞–º–µ—Ç—Ä–æ–≤. –ü—Ä–æ—Å—Ç–æ —Ä–∞–∑–Ω—ã–µ —Å—Ç—Ä–∞—Ç–µ–≥–∏–∏ –æ–±—Ä–∞–±–æ—Ç–∫–∏. –¢–∞–º –≥–¥–µ –ø—Ä–æ—Å—Ç–æ —Å–≤–µ—Ä–ª–µ–Ω–∏–µ - —É–≤–æ–¥–∞ –Ω–µ—Ç. –¢–∞–º –≥–¥–µ –∏–¥–µ—Ç —Ä–µ–∑, —Å–º–µ—â–µ–Ω–∏–µ –æ—Ç–Ω–æ—Å–∏—Ç–µ–ª—å–Ω–æ —Å–æ–ø—Ä–æ—Ç–∏–≤–ª–µ–Ω–∏—è –º–∞—Ç–µ—Ä–∏–∞–ª–∞ –ø–æ –ª—é–±–æ–º—É –µ—Å—Ç—å, –∏—Å–ø—Ä–∞–≤–ª—è–µ—Ç—Å—è –≤ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö –∫–æ–º–ø–µ–Ω—Å–∞—Ü–∏–∏. –ù–æ —ç—Ç–æ —Å–º–µ—â–µ–Ω–∏–µ –Ω–µ –≤–ª–∏—è–µ—Ç –Ω–∞ —Ü–µ–Ω—Ç—Ä–∞ –æ—Ç–≤–µ—Ä—Å—Ç–∏–π, —Ç–æ–ª—å–∫–æ –Ω–∞ –ø–µ—Ä–µ–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–Ω–æ—Å—Ç—å —Å—Ç–µ–Ω–æ–∫ –æ—Ç–Ω–æ—Å–∏—Ç–µ–ª—å–Ω–æ –æ—Å–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è. –¢—É—Ç —á—Ç–æ —Ç–æ –¥—Ä—É–≥–æ–µ. –û–ø—ã—Ç–∞ –º–∞–ª–æ–≤–∞—Ç–æ, –Ω–∞–¥–æ –Ω–∞—Ä–∞–±–æ—Ç–∞—Ç—å —á—Ç–æ –±—ã –ø–æ–Ω—è—Ç—å —á—Ç–æ —Ç–∞–º –∫ —á–µ–º—É. –í —Ç–æ –∂–µ –≤—Ä–µ–º—è –≥–æ—Ç–æ–≤–ª—é—Å—å –∫ —Å–µ–∫—Å-–º–∞—Ä–∞—Ñ–æ–Ω—É "–Ω–∞—Å—Ç—Ä–æ–π–∫–∏" –Ω–æ–≤–æ–≥–æ —Å—Ç–∞–Ω–æ—á–∫–∞ 3018, –∫–æ—Ç–æ—Ä—ã–π –∫—É–ø–∏–ª —á—Ç–æ –±—ã –Ω–µ –≥–æ–Ω—è—Ç—å –≤ –ø—É—Å—Ç—É—é –±–æ–ª—å—à–æ–π. –ü–æ—á–µ–º—É —Ç–æ –∂–∞–ª–∫–æ —Ä–µ—Å—É—Ä—Å —à–ø–∏–Ω–¥–µ–ª—è 2.2–∫–í—Ç —Ç—Ä–∞—Ç–∏—Ç—å –Ω–∞ –º–∞–ª—ã—Ö –Ω–∞–≥—Ä—É–∑–∫–∞—Ö. –í–æ—Ç —Ç–∞–º —Ç–æ —è –Ω–∞–≤–µ—Ä–Ω–æ–µ –≤—Å—Ç—Ä–µ—á—É—Å—å —Å –º–∞–ª–æ–π –∂–µ—Å—Ç–∫–æ—Å—Ç—å—é —Å—Ç–∞–Ω–∫–∞ –∏ —É–≤–∏–∂—É —Ç–æ—Ç —ç—Ñ—Ñ–µ–∫—Ç –æ –∫–æ—Ç–æ—Ä–æ–º –≤—ã –ø–∏—à–µ—Ç–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Lecter2017
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 10:04:20 |
|
| –û–ø—ã—Ç–Ω—ã–π –∫–æ—Ç |
|
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 78
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –º–∞–π 27, 2017 22:13:51
–°–æ–æ–±—â–µ–Ω–∏–π: 794
–û—Ç–∫—É–¥–∞: –ù–∏–∂–Ω–∏–π –ù–æ–≤–≥–æ—Ä–æ–¥
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–Ø —Ç–æ–∂–µ –Ω–∞–≤–µ—Ä–Ω–æ –Ω–µ —Å–æ–≤—Å–µ–º —Å–æ–≥–ª–∞—Å–µ–Ω —Å –≤–µ—Ä—Å–∏–µ–π –ú–∞–∫—Å–∏–º–∞, —Ö–æ—Ç—è –∫–æ–Ω–µ—á–Ω–æ –≤–ª–∏—è–Ω–∏–µ —É–≤–æ–¥–∞ —Å–≤–µ—Ä–ª–∞ –µ—Å—Ç—å. –Ø —Å–≤–µ—Ä–ª—é —Å –ø–Ω–µ–≤–º–æ–ø—Ä–∏–∂–∏–º–æ–º –∏ –Ω–∞–∫–ª–∞–¥–æ—á–Ω—ã–º –º–∞—Ç–µ—Ä–∏–∞–ª–æ–º. –ï—Å–ª–∏ –æ—á–µ–Ω—å –¥–æ–ª–≥–æ –ø–æ–¥–≥–æ–Ω—è—Ç—å –Ω–∞—Å—Ç—Ä–æ–π–∫–∏ —É—Å—Ç–∞–Ω–æ–≤–∫–∏ —Ç–æ –º–æ–∂–Ω–æ –¥–æ–±–∏—Ç—å—Å—è –ø—Ä–∏–µ–º–ª–µ–º–æ–≥–æ —Ä–µ–∑—É–ª—å—Ç–∞—Ç–∞. –í–æ—Ç –∫–∞–∫ —Ç–∞–∫ –ø–æ–ª—É—á–∞–µ—Ç—Å—è (—Å–º —Ñ–æ—Ç–æ): –µ—Å–ª–∏ –ø–æ—Å—Ç–∞–≤–∏—Ç—å –∫–∞–º–µ—Ä—É –Ω–∞ –ª–µ–≤—ã–π –Ω–∏–∂–Ω–∏–π —Ä–µ–ø–µ—Ä (–õ–ù–Ý) –∏ –æ–±–Ω—É–ª–∏—Ç—å, –ø–æ—Ç–æ–º –ø—Ä–æ–µ—Ö–∞—Ç—å –¥–æ –ø—Ä–∞–≤–æ–≥–æ –Ω–∏–∂–Ω–µ–≥–æ —Ä–µ–ø–µ—Ä–∞ —Ç–æ —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ –ø–æ–ª—É—á–∞–µ—Ç—Å—è –≤ 267,688 –º–º. –ü—Ä–∏ –ø—Ä–æ–µ–∫—Ç–Ω–æ–º —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–∏ –≤ 268 –º–º. –Ý–∞–∑–Ω–∏—Ü–∞ –≤ 0,312 –º–º –≤–µ—Å—å–º–∞ –ø—Ä–∏–ª–∏—á–Ω–∞—è –∏ –∑–∞–º–µ—Ç–Ω–∞—è. –ù–æ, –≤ —Ç–æ –∂–µ –≤—Ä–µ–º—è, –µ—Å–ª–∏ –ø–æ—Å—Ç–∞–≤–∏—Ç—å –∫–∞–º–µ—Ä—É –Ω–∞ –õ–ù–Ý –∏ —Å–¥–µ–ª–∞—Ç—å –ø—Ä–∏–≤—è–∑–∫—É –ø–æ –ø—Ä–∞–≤–æ–º—É —Ä–µ–ø–µ—Ä—É —Ç–æ –ø–æ–ª—É—á–∏–º —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ –¥–æ –ø—Ä–∞–≤–æ–≥–æ —Ä–µ–ø–µ—Ä–∞ –∑–∞ –≤—ã—á–µ—Ç–æ–º —Å–º–µ—â–µ–Ω–∏–π. –≠—Ç–æ —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ –ø–æ–ª—É—á–∞–µ—Ç—Å—è 236,049 –º–º. –°–º–µ—â–µ–Ω–∏—è —É –º–µ–Ω—è —É—Å—Ç–∞–Ω–æ–≤–ª–µ–Ω—ã –ø–æ –• = 31.956 –ø–æ Y = 0.05. –ï—Å–ª–∏ —Å–ª–æ–∂–∏—Ç—å —Ç–æ —á—Ç–æ –ø–æ–ª—É—á–∏–ª–∏ –ø–æ –ø—Ä–∏–≤—è–∑–∫–µ 236,049+31,956 = 268,005. –¢–æ—á–Ω–æ–µ —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ –ø–æ –ø—Ä–æ–µ–∫—Ç—É. –ù–æ –ø–æ—á–µ–º—É –æ–Ω–æ –Ω–µ —Å–æ–≤–ø–∞–¥–∞–µ—Ç —Å —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ–º –µ—Å–ª–∏ –ø—Ä–æ—Å—Ç–æ –æ–±–Ω—É–ª–∏—Ç—å –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –∏ —Å–¥–µ–ª–∞—Ç—å —Ç–æ –æ —á–µ–º —è –≥–æ–≤–æ—Ä–∏–ª –≤–Ω–∞—á–∞–ª–µ —ç—Ç–æ–≥–æ –¥–ª–∏–Ω–Ω–æ–≥–æ –ø–æ—Å—Ç–∞?
| –í–ª–æ–∂–µ–Ω–∏—è: |
 2.jpg [62.47 KiB]
2.jpg [62.47 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 193
|
1.jpg [79.78 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 154
|
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
kkol
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 10:48:58 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–≤–≥ 15, 2022 12:30:48
–°–æ–æ–±—â–µ–Ω–∏–π: 132
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
olee
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 10:56:16 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 07, 2023 20:33:16
–°–æ–æ–±—â–µ–Ω–∏–π: 216
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Lecter2017, –µ—Å–ª–∏ —è –≤–∞—Å –ø—Ä–∞–≤–∏–ª—å–Ω–æ –ø–æ–Ω—è–ª, —Ç–æ —Ä–∞–∑–Ω–∏—Ü–∞ –≤ —Ç–æ–º, —á—Ç–æ –≤–æ –≤—Ç–æ—Ä–æ–º —Å–ª—É—á–∞–µ –≤—ã –ø—Ä–æ—Å—Ç–æ —Å—Ç–∞–≤–∏—Ç–µ –∫–∞—Ä–µ—Ç–∫—É –≤ –∑–∞–¥–∞–Ω–Ω—É—é —Ç–æ—á–∫—É –∏ –≥–æ–≤–æ—Ä–∏—Ç–µ –ø—Ä–æ–≥—Ä–∞–º–º–µ —Ö–æ—Å—Ç–∞, —á—Ç–æ –ø—Ä–∞–≤—ã–π –º–∞—Ä–∫–µ—Ä –≤ 0, —Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ –ø—Ä–æ–≥—Ä–∞–º–º–∞ –ø—Ä–æ—Å—Ç–æ —Å—á–∏—Ç–∞–µ—Ç –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –≤–∞—à–µ–π —Ç–æ—á–∫–∏ –∏—Å—Ö–æ–¥—è –∏–∑ –≤–∞—à–∏—Ö –Ω–∞—Å—Ç—Ä–æ–µ–∫ –∏ –≤—ã–¥–∞–µ—Ç —Ç–æ —á—Ç–æ –≤ –ø—Ä–æ–µ–∫—Ç–µ. –í –ø–µ—Ä–≤–æ–º —Å–ª—É—á–∞–µ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –ø–æ–ª—É—á–∞—é—Ç—Å—è –∏–∑ —Ä–µ–∞–ª—å–Ω–æ–≥–æ –¥–≤–∏–∂–µ–Ω–∏—è –∫–∞—Ä–µ—Ç–∫–∏, —Ç—É—Ç —Ç–æ —Å–æ–±–∞–∫–∞ –∏ –∑–∞—Ä—ã—Ç–∞. –ü–æ—ç—Ç–æ–º—É –≤–æ–ø—Ä–æ—Å: 720 dpi - —ç—Ç–æ –∏–∑–º–µ—Ä–µ–Ω–Ω–∞—è –≤–µ–ª–∏—á–∏–Ω–∞ –∏–ª–∏ –≤—ã –ø—Ä–æ—Å—Ç–æ –ø–æ—Å—Ç–∞–≤–∏–ª–∏ –Ω–æ–º–∏–Ω–∞–ª –ª–µ–Ω—Ç—ã?
PS –≤–æ–ø—Ä–æ—Å —Å–Ω–∏–º–∞—é - —É–≤–∏–¥–µ–ª, —á—Ç–æ —Ç–∞–º –Ω–µ 25400, —Å–æ—Ä—Ä–∏
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nonpar
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 12:35:35 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 22, 2024 09:28:40
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Seriyvolk, –æ—á–µ–Ω—å –∏–Ω—Ç–µ—Ä–µ—Å–Ω–æ. –ê –≤ –ø–ª–∞–Ω–∞—Ö –Ω–µ—Ç –¥–æ—Ä–∞–±–æ—Ç–∞—Ç—å –ø—Ä–æ—Ç–æ–∫–æ–ª, —á—Ç–æ–±—ã –ø—Ä–∏ —ç–∫—Å–ø–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏–∏ —Ö–æ—Å—Ç –Ω–µ —É–ø—Ä–∞–≤–ª—è–ª –¥–≤–∏–∂–µ–Ω–∏–µ–º –∫–∞—Ä–µ—Ç–∫–∏, –∞ –ø—Ä–æ—Å—Ç–æ –∑–∞–¥–∞–≤–∞–ª –æ–±–ª–∞—Å—Ç—å –∏ –ø–∞—Ä–∞–º–µ—Ç—Ä—ã —ç–∫—Å–ø–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è, –∞ –ø–æ—Ç–æ–º –ø–µ—Ä–µ–¥–∞–≤–∞–ª —Ç–æ–ª—å–∫–æ –¥–∞–Ω–Ω—ã–µ –ø–æ –º–µ—Ä–µ –æ—Å–≤–æ–±–æ–∂–¥–µ–Ω–∏—è –±—É—Ñ–µ—Ä–æ–≤, –∏ –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä —Å–∞–º –±—ã —É–ø—Ä–∞–≤–ª—è–ª –¥–≤–∏–∂–µ–Ω–∏–µ–º –∫–∞—Ä–µ—Ç–∫–∏ –∏ –ª–∞–∑–µ—Ä–æ–º? –ù–µ –≤–∏–∂—É, –∫–∞–∫–∏–µ —ç—Ç–æ –¥–∞—Å—Ç –ø—Ä–µ–∏–º—É—â–µ—Å—Ç–≤–∞. –°–µ–π—á–∞—Å —Ö–æ—Å—Ç, –Ω–∞—Å–∫–æ–ª—å–∫–æ —è –ø–æ–Ω–∏–º–∞—é, –æ—Ç—Ä–∞–±–∞—Ç—ã–≤–∞–µ—Ç –ø–æ—Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ—Å—Ç—å –¥–µ–π—Å—Ç–≤–∏–π –≤ –∫–æ–Ω—Ü–µ (–∏–ª–∏ –Ω–∞—á–∞–ª–µ) –∫–∞–∂–¥–æ–π —Å—Ç—Ä–æ–∫–∏. –ê –≤–æ –≤—Ä–µ–º—è —ç–∫—Å–ø–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è –ª–∏—à—å –æ–ø—Ä–∞—à–∏–≤–∞–µ—Ç –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä –Ω–∞ –ø—Ä–µ–¥–º–µ—Ç –∑–∞–≤–µ—Ä—à–µ–Ω–∏—è –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª—å–Ω–æ–≥–æ –ø–µ—Ä–µ–º–µ—â–µ–Ω–∏—è. –Ý–∞–∑–≥—Ä—É–∑–∏—Ç—å –∫–æ–º–ø? –ù–æ –µ–º—É –≤—Å—ë —Ä–∞–≤–Ω–æ –Ω—É–∂–Ω–æ –ø–æ–ª—É—á–∞—Ç—å –∏–Ω—Ñ–æ—Ä–º–∞—Ü–∏—é –æ –∫–∞–∂–¥–æ–π —Å—Ç—Ä–æ–∫–µ, –∏ –ø–µ—Ä–µ–¥–∞–≤–∞—Ç—å –¥–∞–Ω–Ω—ã–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
olee
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 12:42:24 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 07, 2023 20:33:16
–°–æ–æ–±—â–µ–Ω–∏–π: 216
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
nonpar, –ø—Ä–µ–∏–º—É—â–µ—Å—Ç–≤–∞ —Å—Ç–∞–Ω—É—Ç –ø–æ–Ω—è—Ç–Ω—ã, –µ—Å–ª–∏ –Ω–∞—á–∞—Ç—å —É–ø—Ä–∞–≤–ª—è—Ç—å —Ç–æ—Ä–º–æ–∂–µ–Ω–∏–µ–º/—Ä–∞–∑–≥–æ–Ω–æ–º –∞–∫—Ç–∏–≤–Ω–æ, –∞ –Ω–µ –ø—Ä–æ—Å—Ç–æ —Å—Ç–æ–ø-–º–æ—Ç–æ—Ä –∏ –¥–∞–ª—å—à–µ –∫–∞–∫ –ø–æ–ª—É—á–∏—Ç—Å—è. –°–µ–π—á–∞—Å —Ä–∞–∑–≤–æ—Ä–æ—Ç–æ–º –∫–∞—Ä–µ—Ç–∫–∏ —É–ø—Ä–∞–≤–ª—è–µ—Ç —Ö–æ—Å—Ç —Å –≤–µ—Å—å–º–∞ —Å–æ–º–Ω–∏—Ç–µ–ª—å–Ω–æ–π –æ–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑—å—é –æ—Ç –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–∞, —Ç–∞–º –æ–ø—Ä–æ—Å —Å–æ—Å—Ç–æ—è–Ω–∏—è –∏–¥–µ—Ç —Å –ø–µ—Ä–∏–æ–¥–æ–º –ø–æ—Ä—è–¥–∫–∞ 10 –º—Å
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nonpar
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 13:12:15 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 22, 2024 09:28:40
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–Ø —É–∂–µ –ø–∏—Å–∞–ª, —á—Ç–æ, –≤ —Å–∏–ª—É –Ω–µ–∫–æ—Ç–æ—Ä—ã—Ö –æ—Å–æ–±–µ–Ω–Ω–æ—Å—Ç–µ–π –ø—Ä–æ—à–∏–≤–∫–∏, –ø–æ–∑–∏—Ü–∏—è –Ω–∞—á–∞–ª–∞ —ç–∫—Å–ø–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è —Å—Ç—Ä–æ–∫–∏ —Ç–∞–º –æ–ø—Ä–µ–¥–µ–ª—è–µ—Ç—Å—è —Å –¥–∏—Å–∫—Ä–µ—Ç–Ω–æ—Å—Ç—å—é –≤ 4 –ø–∏–∫—Å–µ–ª–∞ –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª—å–Ω–æ–≥–æ —Ä–∞–∑—Ä–µ—à–µ–Ω–∏—è. –ß—Ç–æ –¥–ª—è 720 dpi —Å–æ—Å—Ç–∞–≤–ª—è–µ—Ç 0,141 –º–º. –≠—Ç–æ –ª—é–±–∏—Ç–µ–ª—å—Å–∫–∞—è –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏—è, –Ω–µ —Å—Ç–æ–∏—Ç –∂–¥–∞—Ç—å –æ—Ç –Ω–µ—ë —Ö–∞—Ä–∞–∫—Ç–µ—Ä–∏—Å—Ç–∏–∫ –ø—Ä–æ—Ñ–µ—Å—Å–∏–æ–Ω–∞–ª—å–Ω–æ–≥–æ –æ–±–ª—Ä—É–¥–æ–≤–∞–Ω–∏—è. –î–æ–±–∞–≤–ª–µ–Ω–æ after 9 minutes 47 seconds:nonpar, –ø—Ä–µ–∏–º—É—â–µ—Å—Ç–≤–∞ —Å—Ç–∞–Ω—É—Ç –ø–æ–Ω—è—Ç–Ω—ã, –µ—Å–ª–∏ –Ω–∞—á–∞—Ç—å —É–ø—Ä–∞–≤–ª—è—Ç—å —Ç–æ—Ä–º–æ–∂–µ–Ω–∏–µ–º/—Ä–∞–∑–≥–æ–Ω–æ–º –∞–∫—Ç–∏–≤–Ω–æ, –∞ –Ω–µ –ø—Ä–æ—Å—Ç–æ —Å—Ç–æ–ø-–º–æ—Ç–æ—Ä –∏ –¥–∞–ª—å—à–µ –∫–∞–∫ –ø–æ–ª—É—á–∏—Ç—Å—è. –°–µ–π—á–∞—Å —Ä–∞–∑–≤–æ—Ä–æ—Ç–æ–º –∫–∞—Ä–µ—Ç–∫–∏ —É–ø—Ä–∞–≤–ª—è–µ—Ç —Ö–æ—Å—Ç —Å –≤–µ—Å—å–º–∞ —Å–æ–º–Ω–∏—Ç–µ–ª—å–Ω–æ–π –æ–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑—å—é –æ—Ç –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–∞, —Ç–∞–º –æ–ø—Ä–æ—Å —Å–æ—Å—Ç–æ—è–Ω–∏—è –∏–¥–µ—Ç —Å –ø–µ—Ä–∏–æ–¥–æ–º –ø–æ—Ä—è–¥–∫–∞ 10 –º—Å –ú–æ–º–µ–Ω—Ç –æ—Å—Ç–∞–Ω–æ–≤–∫–∏ –∫–∞—Ä–µ—Ç–∫–∏ –≤—Å–µ —Ä–∞–≤–Ω–æ —Å—É—â–µ—Å—Ç–≤—É–µ—Ç. –ï—Å–ª–∏ –≤—ã –∫–æ–Ω—Ç—Ä–æ–ª–∏—Ä—É–µ—Ç–µ –ø—Ä–æ—à–∏–≤–∫—É, —Ç–æ –º–æ–∂–µ—Ç–µ –≤—ã—è–≤–∏—Ç—å –µ–≥–æ –∏ —Å–±—Ä–æ—Å–∏—Ç—å —Ñ–ª–∞–≥ –¥–≤–∏–∂–µ–Ω–∏—è —Å–∫–æ–ª—å —É–≥–æ–¥–Ω–æ –±—ã—Å—Ç—Ä–æ. –£–∫–∞–∑–∞–Ω–Ω—ã–π –ø–µ—Ä–∏–æ–¥ –æ–ø—Ä–æ—Å–∞ –¥–∞—Å—Ç –∑–∞–¥–µ—Ä–∂–∫—É –º–∞–∫—Å–∏–º—É–º –≤ 40 —Å–µ–∫—É–Ω–¥ –Ω–∞ –∑–∞–¥–∞–Ω–∏–∏ –≤—ã—Å–æ—Ç–æ–π –≤ 4000 —Å—Ç—Ä–æ–∫. –≠—Ç–æ —Ç–∞–∫ –∫—Ä–∏—Ç–∏—á–Ω–æ?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
olee
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —Å–µ–Ω 19, 2024 14:20:47 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 07, 2023 20:33:16
–°–æ–æ–±—â–µ–Ω–∏–π: 216
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
nonpar, —Ç–∞–º –Ω–µ –ø–æ–∑–∏—Ü–∏—è –Ω–∞—á–∞–ª–∞ —Å—Ç—Ä–æ–∫–∏ –æ–ø—Ä–µ–¥–µ–ª—è–µ—Ç—Å—è —Å —Ç–æ—á–Ω–æ—Å—Ç—å—é –¥–æ 4 –ø–∏–∫—Å–µ–ª–æ–≤, –∞ —Å–∏–Ω—Ö—Ä–æ–Ω–∏–∑–∞—Ü–∏—è –ª–∞–∑–µ—Ä–∞ —Å –¥–≤–∏–∂–µ–Ω–∏–µ–º –∫–∞—Ä–µ—Ç–∫–∏ –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç —Ä–∞–∑ –∑–∞ 4 –ø–∏–∫—Å–µ–ª–∞. –ó–∞ —Å—á–µ—Ç —Ç–æ–≥–æ, —á—Ç–æ —ç–∫—Å–ø–æ–∑–∏—Ü–∏—è –≤—Å–µ–≥–¥–∞ –Ω–∞—á–∏–Ω–∞–µ—Ç—Å—è —Å –Ω—É–ª–µ–≤–æ–π –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã, –∫–æ—Ç–æ—Ä–∞—è –∑–∞–¥–∞–µ—Ç—Å—è –∫–∞–∫ —Ä–∞–∑ –ø–æ –Ω–∞—á–∞–ª—É –∑–æ–Ω—ã —ç–∫—Å–ø–æ–∑–∏—Ü–∏–∏ (–ª–µ–≤—ã–π —Ä–µ–ø–µ—Ä), —Ç–∞–º –≤—Å–µ –≤—ã—Ä–æ–≤–Ω–µ–Ω–æ —Å —Ç–æ—á–Ω–æ—Å—Ç—å—é –¥–æ –æ–¥–Ω–æ–≥–æ –ø–∏–∫—Å–µ–ª–∞.
–ï—Å–ª–∏ –≤—ã –Ω–µ –ø–æ–Ω–∏–º–∞–µ—Ç–µ, —á—Ç–æ —Ç–∞–∫–æ–µ –∫–æ–Ω—Ç—Ä–æ–ª–∏—Ä—É–µ–º–æ–µ —Ç–æ—Ä–º–æ–∂–µ–Ω–∏–µ, —Ç–æ –≤–∞–º –Ω–∏–∫–∞–∫–æ–≥–æ –∏–∑–º–µ–Ω–µ–Ω–∏—è –ø—Ä–æ—Ç–æ–∫–æ–ª–∞ –∏ –Ω–µ –Ω—É–∂–Ω–æ
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nonpar
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —Å–µ–Ω 20, 2024 08:51:07 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 22, 2024 09:28:40
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
nonpar, —Ç–∞–º –Ω–µ –ø–æ–∑–∏—Ü–∏—è –Ω–∞—á–∞–ª–∞ —Å—Ç—Ä–æ–∫–∏ –æ–ø—Ä–µ–¥–µ–ª—è–µ—Ç—Å—è —Å —Ç–æ—á–Ω–æ—Å—Ç—å—é –¥–æ 4 –ø–∏–∫—Å–µ–ª–æ–≤, –∞ —Å–∏–Ω—Ö—Ä–æ–Ω–∏–∑–∞—Ü–∏—è –ª–∞–∑–µ—Ä–∞ —Å –¥–≤–∏–∂–µ–Ω–∏–µ–º –∫–∞—Ä–µ—Ç–∫–∏ –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç —Ä–∞–∑ –∑–∞ 4 –ø–∏–∫—Å–µ–ª–∞. –ó–∞ —Å—á–µ—Ç —Ç–æ–≥–æ, —á—Ç–æ —ç–∫—Å–ø–æ–∑–∏—Ü–∏—è –≤—Å–µ–≥–¥–∞ –Ω–∞—á–∏–Ω–∞–µ—Ç—Å—è —Å –Ω—É–ª–µ–≤–æ–π –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã, –∫–æ—Ç–æ—Ä–∞—è –∑–∞–¥–∞–µ—Ç—Å—è –∫–∞–∫ —Ä–∞–∑ –ø–æ –Ω–∞—á–∞–ª—É –∑–æ–Ω—ã —ç–∫—Å–ø–æ–∑–∏—Ü–∏–∏ (–ª–µ–≤—ã–π —Ä–µ–ø–µ—Ä), —Ç–∞–º –≤—Å–µ –≤—ã—Ä–æ–≤–Ω–µ–Ω–æ —Å —Ç–æ—á–Ω–æ—Å—Ç—å—é –¥–æ –æ–¥–Ω–æ–≥–æ –ø–∏–∫—Å–µ–ª–∞. –°–ø–æ—Ä–∏—Ç—å –Ω–µ —Å–æ–±–∏—Ä–∞—é—Å—å, —Ç–µ–º –±–æ–ª–µ–µ, —á—Ç–æ —è —ç—Ç—É –∞–≤—Ç–æ—Ä—Å–∫—É—é —Ñ–∏—Ç—á—É —É —Å–µ–±—è —É–±—Ä–∞–ª. –ò—Å—Ö–æ–¥–Ω–∏–∫–∏ –ø—Ä–µ—Ä—ã–≤–∞–Ω–∏—è –æ—Ç —Ç–∞–π–º–µ—Ä–∞ –∑–∞—Ö–≤–∞—Ç–∞ –¥–æ—Å—Ç—É–ø–Ω—ã. –î–æ–±–∞–≤–ª–µ–Ω–æ after 54 minutes 3 seconds:–≤ —Å–∏–ª—É –Ω–µ–∫–æ—Ç–æ—Ä—ã—Ö –æ—Å–æ–±–µ–Ω–Ω–æ—Å—Ç–µ–π –ø—Ä–æ—à–∏–≤–∫–∏, –ø–æ–∑–∏—Ü–∏—è –Ω–∞—á–∞–ª–∞ —ç–∫—Å–ø–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è —Å—Ç—Ä–æ–∫–∏ —Ç–∞–º –æ–ø—Ä–µ–¥–µ–ª—è–µ—Ç—Å—è —Å –¥–∏—Å–∫—Ä–µ—Ç–Ω–æ—Å—Ç—å—é –≤ 4 –ø–∏–∫—Å–µ–ª–∞ –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª—å–Ω–æ–≥–æ —Ä–∞–∑—Ä–µ—à–µ–Ω–∏—è. –ß—Ç–æ –¥–ª—è 720 dpi —Å–æ—Å—Ç–∞–≤–ª—è–µ—Ç 0,141 –º–º. –ß—Ç–æ–±—ã –∏–∑–±–µ–∂–∞—Ç—å –≤–æ–∑–º–æ–∂–Ω–æ–≥–æ –≤–ª–∏—è–Ω–∏—è —ç—Ç–æ–π —Ñ–∏—Ç—á–∏ (—Å—É—â–µ—Å—Ç–≤—É–µ—Ç –æ–Ω–∞ –∏–ª–∏ –Ω–µ—Ç), –Ω—É–∂–Ω–æ, —á—Ç–æ–±—ã —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ –ø–æ –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª–∏ –º–µ–∂–¥—É —Ä–µ–ø–µ—Ä–∞–º–∏ –¥–ª—è —Ä–∞–∑—Ä–µ—à–µ–Ω–∏—è 720 dpi –±—ã–ª–æ –∫—Ä–∞—Ç–Ω–æ 4/720 –¥—é–π–º–∞, –∞ –µ—â–µ –ª—É—á—à–µ 8/720 (–∫—Ä–∞—Ç–Ω–æ 8 –ø–∏–∫—Å–µ–ª–∞–º, —Ç.–µ. –±–∞–π—Ç—É –±—É—Ñ–µ—Ä–∞). –ò —Ç–æ—á–∫—É –ø—Ä–∏–≤—è–∑–∫–∏ –æ–¥–Ω–æ–≥–æ –∏–∑ —Ä–µ–ø–µ—Ä–æ–≤, –Ω–∞–ø—Ä–∏–º–µ—Ä, –ª–µ–≤–æ–≥–æ, –∑–∞—Ñ–∏–∫—Å–∏—Ä–æ–≤–∞—Ç—å (–Ω–∞–ø—Ä–∏–º–µ—Ä, –ø–æ—Å—Ç–∞–≤–∏—Ç—å —à—Ç–∏—Ñ—Ç). –ï—â–µ –º–æ–∂–Ω–æ –ø–æ—Å–æ–≤–µ—Ç–æ–≤–∞—Ç—å –ø—Ä–∏ –ø—Ä–∏–≤—è–∑–∫–µ –∫ —Ä–µ–ø–µ—Ä—É –ø–æ –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª–∏ –≤—Å–µ–≥–¥–∞ –ø–æ–¥–≥–æ–Ω—è—Ç—å –∫–∞—Ä–µ—Ç–∫—É –∫ —Ç–æ—á–∫–µ —Ç–æ–ª—å–∫–æ —Å–ª–µ–≤–∞ (–∏–ª–∏ —Ç–æ–ª—å–∫–æ —Å–ø—Ä–∞–≤–∞).
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
olee
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —Å–µ–Ω 20, 2024 14:19:35 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 07, 2023 20:33:16
–°–æ–æ–±—â–µ–Ω–∏–π: 216
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
kkol, —ç—Ç–∞ –ø—Ä–æ–±–ª–µ–º–∞ —Å–æ —Å–º–µ—â–µ–Ω–∏–µ–º —Ç–æ–∂–µ –º–µ–Ω—è –º—É—á–∏—Ç. –í–µ—Ä—Ö –æ—Ç–ª–∏—á–Ω–æ, –Ω–∏–∑ —Å —Ç–µ–º–∏ –∂–µ –ø–∞—Ä–∞–º–µ—Ç—Ä–∞–º–∏ —Å–º–µ—â–∞–µ—Ç—Å—è —á—É—Ç—å. –í —á–µ–º —Ñ–∏—à–∫–∞ –•–ó, –≤—Å–µ –ø–µ—Ä–µ–ø—Ä–æ–±–æ–≤–∞–ª –ü—Ä–æ–±–ª–µ–º–∞, –≤–æ–∑–º–æ–∂–Ω–æ, –≤ –ø—Ä–æ–≥—Ä–∞–º–º–µ —Ö–æ—Å—Ç–∞. –í—ã –º–æ–∂–µ—Ç–µ –ø—Ä–æ–¥–µ–ª–∞—Ç—å –ø—Ä–æ—Å—Ç–µ–π—à–∏–π –æ–ø—ã—Ç. –ü–æ—Å—Ç–∞–≤—å—Ç–µ –≤ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö –ø–æ –æ—Å–∏ Y 1016—Ö25400 - —ç—Ç–æ —à–∞–≥ 25 –º–∫–º —Ä–æ–≤–Ω–æ. –ó–∞–∂–∞–≤ ctrl —Å—Ç—Ä–µ–ª–∫–æ–π –≤–Ω–∏–∑ –ø–µ—Ä–µ–º–µ—à–∞–π—Ç–µ –∫–∞—Ä–µ—Ç–∫—É –ø–æ –æ—Å–∏ Y, –∫–∞–∂–¥–æ–µ –Ω–∞–∂–∞—Ç–∏–µ –¥–æ–ª–∂–Ω–æ —É–≤–µ–ª–∏—á–∏–≤–∞—Ç—å –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—É –Ω–∞ 0.250 –º–º. –°–Ω–∞—á–∞–ª–∞ —Ç–∞–∫ –∏ –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç, –Ω–æ –ø–æ—Å–ª–µ 12.500 –º–º –≤–º–µ—Å—Ç–æ 12.750 –º–º –±—É–¥–µ—Ç 12.749 –º–º. –ò —Ç–∞–∫ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç–∞ –±—É–¥–µ—Ç —Ç–µ—Ä—è—Ç—å –ø–æ 1 –º–∫–º –∫–∞–∂–¥—ã–µ 12700 –º–∫–º (–ø–æ–ª–æ–≤–∏–Ω–∞ –æ—Ç –≤–µ–ª–∏—á–∏–Ω—ã, –∑–∞–¥–∞–Ω–Ω–æ–π –≤ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö). –° –æ–¥–Ω–æ–π —Å—Ç–æ—Ä–æ–Ω—ã, –≤—Ä–æ–¥–µ –Ω–µ –º–Ω–æ–≥–æ, –Ω–æ –µ—Å–ª–∏ —Ç–µ –∂–µ –Ω–∞—Å—Ç—Ä–æ–π–∫–∏ –∑–∞–¥–∞—Ç—å –∫–∞–∫ 40—Ö1000, —Ç–æ —É–∂–µ –Ω–∞ –∫–∞–∂–¥—ã–π –º–∏–ª–ª–∏–º–µ—Ç—Ä –±—É–¥–µ—Ç —Ç–µ—Ä—è—Ç—å—Å—è 2 –º–∫–º –∏ –Ω–∞ 200 –º–º –∏—Ö –Ω–∞–±–µ–∂–∏—Ç —É–∂–µ 400 –º–∫–º. –ü–æ –æ—Å–∏ –•, –≤—Ä–æ–¥–µ, —Ç–∞–∫–æ–π –ø—Ä–æ–±–ª–µ–º—ã –ø—Ä–∏ —Ç–µ—Ö –∂–µ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö –Ω–µ—Ç, –Ω–æ, –≤–æ–∑–º–æ–∂–Ω–æ, –ø—Ä–∏ –¥—Ä—É–≥–∏—Ö –±—É–¥–µ—Ç. –ò –µ—â–µ, –∞ —á—Ç–æ –±—É–¥–µ—Ç, –µ—Å–ª–∏ –ø—Ä–æ—ç–∫—Å–ø–æ–Ω–∏—Ä–æ–≤–∞—Ç—å –ø–æ –º–µ—Ç–æ–¥—É seriyvolk? –û–±–Ω—É–ª–∏—Ç—å –ø–æ –ª–µ–≤–æ–º—É —Ä–µ–ø–µ—Ä—É, –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—É –ø—Ä–∞–≤–æ–≥–æ —Ä–µ–ø–µ—Ä–∞, –ø–µ—Ä–µ—Å—á–∏—Ç–∞—Ç—å —à–∞–≥ –ø–æ –æ—Å–∏ –• –∏ –∑–∞–Ω–µ—Å—Ç–∏ –µ–≥–æ –≤ –Ω–∞—Å—Ç—Ä–æ–π–∫–∏. –Ø —Ç–∞–∫ –ø–æ–Ω–∏–º–∞—é, —á—Ç–æ –ß–ü–£ —É –≤–∞—Å –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ —Ç–æ—á–Ω—ã–π, –¥–∞ –∏ –ø—Ä–æ–≤–µ—Ä–∏—Ç—å –ª–µ–≥–∫–æ: –≤—Å—Ç–∞–≤—å—Ç–µ –¥–≤–∞ —à—Ç–∏—Ñ—Ç–∞ –≤ —Ä–µ–ø–µ—Ä–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –∏ –ø–æ–º–µ—Ä—å—Ç–µ —à—Ç–∞–Ω–≥–µ–Ω—Ü–∏—Ä–∫—É–ª–µ–º, —Ç–æ—á–Ω–æ—Å—Ç–∏ 0.1 –º–º –≤ —Å–∞–º–æ–º –ø–ª–æ—Ö–æ–º —Å–ª—É—á–∞–µ –≤—Å–µ –ª—É—á—à–µ —á–µ–º –æ—à–∏–±–∫–∞, –∫–æ—Ç–æ—Ä—É—é —É –≤–∞—Å –ø–æ–∫–∞–∑—ã–≤–∞–µ—Ç —É—Å—Ç–∞–Ω–æ–≤–∫–∞. –ï—â–µ –æ–¥–∏–Ω –º–æ–º–µ–Ω—Ç. –ï—Å–ª–∏ –ø—Ä–µ–¥–ø–æ–ª–æ–∂–µ–Ω–∏–µ smacorp –≤–µ—Ä–Ω–æ, —Ç–æ, –ø–æ –∏–¥–µ–µ, –Ω–∞ —Ç–æ–Ω–∫–∏—Ö –ø–ª–∞—Ç–∞—Ö, –Ω–∞–ø—Ä–∏–º–µ—Ä 0.5 –º–º, –æ—à–∏–±–∫–∞ –¥–æ–ª–∂–Ω–∞ –±—ã—Ç—å –º–µ–Ω—å—à–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Seriyvolk
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —Å–µ–Ω 20, 2024 14:36:08 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 93
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2154
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –º–∞–π 05, 2012 20:19:55
–°–æ–æ–±—â–µ–Ω–∏–π: 4951
–û—Ç–∫—É–¥–∞: –ú–∏–Ω—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
olee –ø–∏—Å–∞–ª(–∞): –ï—Å–ª–∏ –ø—Ä–µ–¥–ø–æ–ª–æ–∂–µ–Ω–∏–µ smacorp –≤–µ—Ä–Ω–æ, —Ç–æ, –ø–æ –∏–¥–µ–µ, –Ω–∞ —Ç–æ–Ω–∫–∏—Ö –ø–ª–∞—Ç–∞—Ö, –Ω–∞–ø—Ä–∏–º–µ—Ä 0.5 –º–º, –æ—à–∏–±–∫–∞ –¥–æ–ª–∂–Ω–∞ –±—ã—Ç—å –º–µ–Ω—å—à–µ. –û–Ω–æ –∏–º–µ–Ω–Ω–æ —Ç–∞–∫ –∏ –µ—Å—Ç—å. –ù–∞ —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç–µ 0.3 –º–º –≤–æ–æ–±—â–µ –Ω–∏–∫–∞–∫–∏—Ö —Ä–∞–∑–±–µ–∂–µ–∫. –ê —Å 2 –º–º –Ω–µ–∫–æ—Ç–æ—Ä—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –º–æ–≥—É—Ç —É—Ö–æ–¥–∏—Ç—å –±–æ–ª—å—à–µ –¥–µ—Å—è—Ç–∫–∏. –ò –¥–∞, —Ä–µ—á—å —Ç—É—Ç –∏–º–µ–Ω–Ω–æ –æ –º–µ–ª–∫–∏—Ö —Å–≤—ë—Ä–ª–∞—Ö. –° –¥–∏–∞–º–µ—Ç—Ä–∞–º–∏ –≤—ã—à–µ 0.5 —Ç–∞–∫–æ–π –ø—Ä–æ–±–ª–µ–º—ã –Ω–µ—Ç.
_________________
–ü—Ä–∏–±–æ—Ä, –∑–∞—â–∏—â—ë–Ω–Ω—ã–π –ø—Ä–µ–¥–æ—Ö—Ä–∞–Ω–∏—Ç–µ–ª–µ–º, —Å–≥–æ—Ä–∞–µ—Ç –ø–µ—Ä–≤—ã–º, –∑–∞—â–∏—Ç–∏–≤ –ø—Ä–µ–¥–æ—Ö—Ä–∞–Ω–∏—Ç–µ–ª—å. –ó–∞–∫–æ–Ω –ú–µ—Ä—Ñ–∏.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
olee
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —Å–µ–Ω 20, 2024 14:44:35 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 07, 2023 20:33:16
–°–æ–æ–±—â–µ–Ω–∏–π: 216
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Seriyvolk, —É Lecter2017 –æ—Ç–≤–µ—Ä—Å—Ç–∏—è —è —Ç–∞–∫ –ø–æ–Ω–∏–º–∞—é –Ω–µ –º–∞–ª–µ–Ω—å–∫–∏–µ. –£ –Ω–µ–≥–æ —Ä–∞–∑–º–µ—Ä –∑–∞–≥–æ—Ç–æ–≤–∫–∏ –±–æ–ª—å—à–æ–π –∏ –ø–Ω–µ–≤–º–æ–ø—Ä–∏–∂–∏–º, —Ç–∞–∫ —á—Ç–æ —Ç–æ–ª—å–∫–æ –µ—Å–ª–∏ –∫–æ—Ä–æ–±–ª–µ–Ω–∏–µ –∑–∞–≥–æ—Ç–æ–≤–∫–∏ –¥–∞—Å—Ç –∑–Ω–∞—á–∏–º—ã–π —É–≤–æ–¥ —Ä–µ–ø–µ—Ä–Ω—ã—Ö –æ—Ç–≤–µ—Ä—Å—Ç–∏–π
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nonpar
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –õ–∞–∑–µ—Ä–Ω–∞—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ –¥–ª—è –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞ –æ—Ç AlphaCrow –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —Å–µ–Ω 20, 2024 17:10:50 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 22, 2024 09:28:40
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
—Å 2 –º–º –Ω–µ–∫–æ—Ç–æ—Ä—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –º–æ–≥—É—Ç —É—Ö–æ–¥–∏—Ç—å –±–æ–ª—å—à–µ –¥–µ—Å—è—Ç–∫–∏. –ò –¥–∞, —Ä–µ—á—å —Ç—É—Ç –∏–º–µ–Ω–Ω–æ –æ –º–µ–ª–∫–∏—Ö —Å–≤—ë—Ä–ª–∞—Ö. –° –¥–∏–∞–º–µ—Ç—Ä–∞–º–∏ –≤—ã—à–µ 0.5 —Ç–∞–∫–æ–π –ø—Ä–æ–±–ª–µ–º—ã –Ω–µ—Ç. 0,1 –º–º –Ω–∞ —Ç–æ–ª—â–∏–Ω–µ 2 –º–º - —ç—Ç–æ –æ–∫–æ–ª–æ 3 –≥—Ä–∞–¥—É—Å–æ–≤ –æ—Ç–∫–ª–æ–Ω–µ–Ω–∏—è –æ—Ç –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–∞. –ù–µ–º–∞–ª–æ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 495 –∏–∑ 504
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 10078 ] |
... , , , , , , ... |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: –Ω–µ—Ç –∑–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω–Ω—ã—Ö –ø–æ–ª—å–∑–æ–≤–∞—Ç–µ–ª–µ–π –∏ –≥–æ—Å—Ç–∏: 19 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|