|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫—Ä–æ
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 4 –∏–∑ 17
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 321 ] |
, , , , , , ... |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
.U.

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –¥–µ–∫ 23, 2020 01:20:26 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–î—ã–∫... –Ω–µ –ø—Ä–æ–±–ª–µ–º–∞...
–Ø –ø–æ—à–∞—Ä–∏–ª...
–£–°–ü - 8–∫–∞ - —Å–∞–º–∞—è –º–∞–ª–µ–Ω—å–∫–∞—è?
–£–°–ü-6 –≤ –ø—Ä–∏—Ä–æ–¥–µ –Ω–µ —Å—É—â–µ—Å—Ç–≤—É–µ—Ç?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –¥–µ–∫ 23, 2020 01:43:40 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –¥–µ–∫ 23, 2020 16:23:48 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
arkhnchul –ø–∏—Å–∞–ª(–∞): –¥—ã–∫ –≤—ã –∂–µ —Å–∞–º–∏ —Å—Ç–∞–Ω–æ–∫ –ø—Ä–æ–µ–∫—Ç–∏—Ä—É–µ—Ç–µ... arkhnchul –ø–∏—Å–∞–ª(–∞): –ó–∞–º–∞–Ω—á–∏–≤–æ... –û–¥–Ω–∞–∫–æ... –ú–æ—Ä—è–∫–æ–≤ –≤—Å—è–∫–∏–µ —Å–∏—Ä–µ–Ω—ã —Ç–æ–∂–µ –Ω–∞ —Ä–∏—Ñ—ã –∑–∞–º–∞–Ω–∏–≤–∞–ª–∏.  –ù–æ –ö–∞—Ä–ª –ë–µ–Ω—Ü —Å–¥–µ–ª–∞–ª-—Ç–∞–∫–∏ —Å–≤–æ–µ–≥–æ –ú–µ—Ä—Å–∞... –∏ —Ç–æ–∂–µ - —Å –Ω—É–ª—è.  (–≥–æ–ª–æ—Å –∑–∞ –∫–∞–¥—Ä–æ–º...  —á—ë —Å–µ, —Å–Ω–æ–±–∏–∑–º –ø—Ä—ë—Ç...) –°–ø–∞—Å–∏–±–æ, –Ω–æ –Ω–µ—Ç. –ü–∞–∑–∞ 6 –Ω–µ—Ç—É, –∑–Ω–∞—á–∏—Ç —ç—Ç–æ –Ω–µ –Ω–∞—à –ø—É—Ç—å. –ú—ã (–∫–∞–∫ –Ω–æ–≤–æ–≥–æ–¥–Ω–∏–π —Å–∞–ª–∞—Ç –ø–æ–¥ –ø–∞–ª—ë–Ω—É—é –≤–æ–¥–æ—á–∫—É) –ø–æ–π–¥—ë–º –¥—Ä—É–≥–∏–º –ø—É—Ç—ë–º. (—Å–Ω–æ–≤–∞ –≥–æ–ª–æ—Å –∑–∞ –∫–∞–¥—Ä–æ–º... —Å—Ç—Ä–∞–Ω–Ω—ã–π —á—É–≤–∞–∫... –ª—ë–≥–∫–∏—Ö –ø—É—Ç–µ–π –Ω–µ –∏—â–µ—Ç). –ê –≤–æ–æ–±—â–µ, –£–°–ü - –∫–ª–∞—Å—Å–Ω–∞—è –æ—Å–Ω–∞—Å—Ç–∫–∞.  –ù–∞–¥–æ –±—É–¥–µ—Ç –ø–æ—Ä–∞–±–æ—Ç–∞—Ç—å –Ω–∞–¥ —Ç–µ–º –∂–µ, –Ω–æ –ø–∞–∑–æ–º 6. –ò –¥–ª—è –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–≥–æ —Ä–∞–∑–º–µ—Ä–∞ —Å—Ç–æ–ª–∞ 250—Ö250... –Ý–µ–∑–æ–Ω—ã - –ø—Ä–æ—â–µ –Ω–µ–∫—É–¥–∞: –µ—Å–ª–∏ –¥–µ–ª–∞—Ç—å —Å—Ç–∞–Ω–æ—á–∫–∏ –º–∞—Å—Å–æ–≤–æ, —Ç–æ –ø—Ä–∏–º–µ–Ω–µ–Ω–∏–µ –£–°–ü - –¥–æ—Ä–æ–≥–æ–µ —Ä–µ—à–µ–Ω–∏–µ. –í —Ä–æ–∑–Ω–∏—Ü—É –∏ –ì–û–°–¢–æ–≤—Å–∫–æ–π –∫–æ–Ω–¥–∏—Ü–∏–∏ —ç—Ç–∏ –ø–ª–∏—Ç–∫–∏ –ø–æ 15-30 —Ç—ã—Ä —Å—Ç–æ—è—Ç. –¥—ë—à–µ–≤–æ –∏–¥—É—Ç —Ç–µ, –∫–æ—Ç–æ—Ä—ã–µ –±—ã–ª–∏ –ø–æ–¥–æ–±—Ä–∞–Ω—ã –≤ —Ä–∞–∑–≥—Ä–∞–±–ª–µ–Ω–Ω—ã—Ö –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞–ª–∫–∞—Ö. –ó–∞—á–∞—Å—Ç—É—é –æ–Ω–∏ —Å–ª–µ–≥–æ–Ω—Ü–∞ –∫–æ—Ü–∞–Ω—ã–µ –∏ –≤ –∫–æ—Ä—Ä–æ–∑–∏–∏, –±–µ–∑ –∫–æ–Ω—Å–µ—Ä–≤–∞—Ü–∏–æ–Ω–Ω–æ–π —Å–º–∞–∑–∫–∏. –ó–Ω–∞—á–∏—Ç, - –Ω–µ —Ç–æ—á–Ω—ã–µ. –Ý–µ–∑—é–º–µ: –≤ –ø—Ä–æ–µ–∫—Ç –Ω–µ —Ö–æ—á—É. –î–ª—è —Å–µ–±—è –ª—é–±–∏–º–æ–≥–æ, - —á—ë-–Ω–∏—Ç—å –ø–æ–¥–±–µ—Ä—É.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –¥–µ–∫ 23, 2020 18:35:50 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–µ—Å–ª–∏ –¥–µ–ª–∞—Ç—å —Å—Ç–∞–Ω–æ—á–∫–∏ –º–∞—Å—Å–æ–≤–æ, —Ç–æ –ø—Ä–∏–º–µ–Ω–µ–Ω–∏–µ –£–°–ü - –¥–æ—Ä–æ–≥–æ–µ —Ä–µ—à–µ–Ω–∏–µ. –µ—Å–ª–∏ –¥–µ–ª–∞—Ç—å —Å—Ç–∞–Ω–∫–∏ –º–∞—Å—Å–æ–≤–æ, —Ç–æ —Ç–æ—á–Ω—ã–µ –ø–∞–∑—ã –º–æ–∂–Ω–æ –ø—Ä–æ—Å—Ç–æ –Ω–µ –¥–µ–ª–∞—Ç—å - –æ–Ω–∏, –∫–∞–∫ –º–Ω–µ –≤–∏–¥–∏—Ç—Å—è, –Ω—É–∂–Ω—ã —Ç–æ–ª—å–∫–æ –≤–∞–º  –í —Ä–æ–∑–Ω–∏—Ü—É –∏ –ì–û–°–¢–æ–≤—Å–∫–æ–π –∫–æ–Ω–¥–∏—Ü–∏–∏ —ç—Ç–∏ –ø–ª–∏—Ç–∫–∏ –ø–æ 15-30 —Ç—ã—Ä —Å—Ç–æ—è—Ç https://favorit-instrument.ru/catalog/u ... ity-usp-8/https://rumett.ru/catalog/universalno-s ... askladka=2–¥—ë—à–µ–≤–æ –∏–¥—É—Ç —Ç–µ, –∫–æ—Ç–æ—Ä—ã–µ –±—ã–ª–∏ –ø–æ–¥–æ–±—Ä–∞–Ω—ã –≤ —Ä–∞–∑–≥—Ä–∞–±–ª–µ–Ω–Ω—ã—Ö –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞–ª–∫–∞—Ö. –ó–∞—á–∞—Å—Ç—É—é –æ–Ω–∏ —Å–ª–µ–≥–æ–Ω—Ü–∞ –∫–æ—Ü–∞–Ω—ã–µ –∏ –≤ –∫–æ—Ä—Ä–æ–∑–∏–∏, –±–µ–∑ –∫–æ–Ω—Å–µ—Ä–≤–∞—Ü–∏–æ–Ω–Ω–æ–π —Å–º–∞–∑–∫–∏. –ó–Ω–∞—á–∏—Ç, - –Ω–µ —Ç–æ—á–Ω—ã–µ. —è –±—ã –Ω–µ –±—ã–ª –ø—Ä—è–º —Ç–∞–∫ –∫–∞—Ç–µ–≥–æ—Ä–∏—á–µ–Ω. –¢–æ, —á—Ç–æ –º–Ω–µ –ø–æ–ø–∞–¥–∞–ª–æ—Å—å –≤ —Ä—É–∫–∏, –±—ã–ª–æ –≤–ø–æ–ª–Ω–µ —Å–µ–±–µ –Ω–∏—á–µ–≥–æ - –µ—Å–ª–∏ –Ω–µ –ø—Ä–æ—Ä–∂–∞–≤–ª–µ–Ω–æ –≤—É—Å–º–µ—Ä—Ç—å.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –¥–µ–∫ 31, 2020 13:52:25 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ú–µ–∂–¥—É —Ä–µ–∑–∫–æ–π —Å–∞–ª–∞—Ç–æ–≤, —Ä–∞–∑–æ–≥—Ä–µ–≤–æ–º —à–∞–º–ø–∞–Ω—Å–∫–æ–≥–æ –∏ —É–∫—Ä–∞—à–µ–Ω–∏–µ–º —ë–ª–∫–∏... –ù—É–∂–Ω—ã, –∏–ª–∏ –Ω–µ –Ω—É–∂–Ω—ã –ø–∞–∑—ã... –í–æ–ø—Ä–æ—Å - —Ç–∞–∫–æ–π —Å–µ–±–µ. –ö–æ–º—É-—Ç–æ –∏ –¥—ã—Ä–∫–∏ –ø–æ—Å—Ä–µ–¥–∏ —Å—Ç–æ–ª–∞ —Ö–≤–∞—Ç–∏—Ç. –ò —Ç–æ—á–Ω–æ—Å—Ç—å –Ω–µ –Ω—É–∂–Ω–∞. –£ —Ç–∞–∫–∏—Ö –æ–±—ã—á–Ω–æ –≤ –∞—Ä—Å–µ–Ω–∞–ª–µ —Å–≤–µ—Ä–ª–∏–ª–∫–∏ –∏–∑ —Å–æ—Å–µ–¥–Ω–µ–π —Ç–µ–º—ã... https://radiokot.ru/forum/viewtopic.php?f=8&t=80561 –∏ –∫ –Ω–∏–º –ø–∞—Ä–∞-—Ç—Ä–æ–π–∫–∞ —Å–≤—ë—Ä–ª 1,5-0,6–º–º. –£ –º–µ–Ω—è –ø–µ—Ä–µ–±—ã–≤–∞–ª–æ —Ç–∞–∫–∏—Ö —Å–≤–µ—Ä–ª–∏–ª–æ–∫ 2. –û–¥–Ω—É –≤—ã–∫–ª—è–Ω—á–∏–ª –∑–∞ –¥–µ–Ω—å–≥–∏ –∏ –∫–∞–Ω–∏—Å—Ç—Ä—É –∫—Ä–µ–ø–ª—ë–Ω–Ω–æ–≥–æ –≤–∏–Ω–∞ —É —Å–æ—Å–µ–¥–∞ —Å –ø/—è, –≤—Ç–æ—Ä—É—é —Å–¥–µ–ª–∞–ª —Å–∞–º, –∫–æ–≥–¥–∞ –ø–æ—è–≤–∏–ª–∞—Å—å –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç—å —á—Ç–æ-—Ç–æ –ø—Ä–∏–∫—É–ø–∏—Ç—å –±–µ–∑ –ø—Ä–µ–ø—è—Ç—Å—Ç–≤–∏–π. –Ø —Ä–µ–∞–ª—å–Ω–æ —Å—Ç–æ–ª–∫–Ω—É–ª—Å—è —Å –∑–∞–¥–∞—á–∞–º–∏, –∫–æ—Ç–æ—Ä—ã–µ –ø–æ–¥–æ–±–Ω—ã–µ —Å–≤–µ—Ä–ª–∏–ª–∫–∏ –Ω–µ —Ä–µ—à–∞—é—Ç. –û—Ç —Å–ª–æ–≤–∞ "—Å–æ–≤—Å–µ–º". –ü–æ—Ç–æ–º—É –∏ –ø–∞–∑—ã. –ò –Ω–µ –ø—Ä–æ—Å—Ç–æ –ø–∞–∑—ã, –∞ —Ç–æ—á–Ω–∞—è –ø–∞–∑–æ–≤–∞—è —Å–∏—Å—Ç–µ–º–∞, –ø–æ–∑–≤–æ–ª—è—é—â–∞—è —É—Å—Ç–∞–Ω–æ–≤–∏—Ç—å –æ—Å–Ω–∞—Å—Ç–∫—É –¥–ª—è —Ç–æ—á–Ω–æ–≥–æ –ø–æ–∑–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è –¥–µ—Ç–∞–ª–∏ –∏ –∫–æ—Ç–æ—Ä–∞—è –æ–±–µ—Å–ø–µ—á–∏–≤–∞–µ—Ç —Ç–æ—á–Ω–æ–µ —Å–≤–µ—Ä–ª–µ–Ω–∏–µ. –ö–∏—Ç–∞–π–ø—Ä–æ–º —Ç–∞–∫–æ–µ –Ω–µ –ø—Ä–µ–¥–ª–∞–≥–∞–µ—Ç. –ü—Ä–æ–∫—Å–æ–Ω - –æ–ø—É–ø–µ–≤—à–∞—è –∫–æ–Ω—Ç–æ—Ä–∞, –∑–∞—Ö–≤–∞—Ç–∏–≤—à–∞—è –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω—É—é —á–∞—Å—Ç—å —Ä—ã–Ω–∫–∞ –∏ –Ω–µ —Ä–µ—à–∞—é—â–∞—è –∑–∞–¥–∞—á—É —Ü–µ–ª–∏–∫–æ–º. –ü–æ—Ç–æ–º—É –∏ —Å–≤–æ—ë. –õ–∞–Ω, –ø–æ–±–µ–≥—É –Ω–∞ –∞–≤—Ç–æ–±—É—Å. –ù–∞–¥–æ —Å–≥–æ–Ω—è—Ç—å –≤ —Ä–∞–π—Ü–µ–Ω—Ç—Ä –∏ –≤–µ—Ä–Ω—É—Ç—å—Å—è. –° –Ω–∞—Å—Ç—É–ø–∞—é—â–∏–º!
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –¥–µ–∫ 31, 2020 18:32:23 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ø–æ–∑–≤–æ–ª—è—é—â–∞—è —É—Å—Ç–∞–Ω–æ–≤–∏—Ç—å –æ—Å–Ω–∞—Å—Ç–∫—É –¥–ª—è —Ç–æ—á–Ω–æ–≥–æ –ø–æ–∑–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è –¥–µ—Ç–∞–ª–∏ –∏ –∫–æ—Ç–æ—Ä–∞—è –æ–±–µ—Å–ø–µ—á–∏–≤–∞–µ—Ç —Ç–æ—á–Ω–æ–µ —Å–≤–µ—Ä–ª–µ–Ω–∏–µ. –≤–æ–æ–æ–æ–æ—Ç. –ü–æ–∑–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏–µ –æ–±–µ—Å–ø–µ—á–∏–≤–∞–µ—Ç –æ—Å–Ω–∞—Å—Ç–∫–∞, –ø–∞–∑—ã - —Ç–æ–ª—å–∫–æ –∫—Ä–µ–ø–ª–µ–Ω–∏–µ –¥–ª—è –Ω–µ–µ. –ö–∏—Ç–∞–π–ø—Ä–æ–º —Ç–∞–∫–æ–µ –Ω–µ –ø—Ä–µ–¥–ª–∞–≥–∞–µ—Ç. –¥–∞ –Ω–∏–∫—Ç–æ –ø—Ä–∞–∫—Ç–∏—á–µ—Å–∫–∏ —Ç–∞–∫–æ–µ –Ω–µ –ø—Ä–µ–¥–ª–∞–≥–∞–µ—Ç. –í–æ—Ç —Å–µ—Ä—å–µ–∑–Ω–æ. –ï—Å—Ç—å —É –≤–∞—Å, –¥–æ–ø—É—Å—Ç–∏–º, –ª–µ–∫–∞–ª—å–Ω—ã–µ —Ç–∏—Å–∫–∏, –£–î–ì, —Å–∏–Ω—É—Å–Ω—ã–π —Å—Ç–æ–ª–∏–∫ –∏–ª–∏ –µ—â–µ —á–µ–≥–æ-–Ω–∏–±—É–¥—å. –ö–∞–∫–∏–º –æ–±—Ä–∞–∑–æ–º –≤—ã —ç—Ç–æ —Ö–æ–∑—è–π—Å—Ç–≤–æ –±—É–¥–µ—Ç–µ –ø–æ–∑–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞—Ç—å –ø–æ –ø–∞–∑–∞–º? –£ —Ç–µ—Ö –∂–µ –£–°–ü –µ—Å—Ç—å –∫–æ–º–ø–ª–µ–∫—Ç–Ω—ã–µ —à–ª–∏—Ñ–æ–≤–∞–Ω—ã–µ –ø–æ–¥ —Å–∫–æ–ª—å–∑—è—â—É—é –ø–æ—Å–∞–¥–∫—É —à–ø–æ–Ω–∫–∏, –ø–æ–¥ –∫–æ—Ç–æ—Ä—ã–µ –µ—Å—Ç—å –æ—Ç–≤–µ—Ç–Ω—ã–µ –ø–∞–∑—ã –Ω–∞ –≤—Å–µ–π –£–°–ü-—à–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–µ –∏ —ç–ª–µ–º–µ–Ω—Ç–∞—Ö. –ê —É —É–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ - –Ω–∏—á–æ –ø–æ–¥–æ–±–Ω–æ–≥–æ. –ö –ø—Ä–∏–º–µ—Ä—É, –£–î–ì –≤–æ–æ–±—â–µ –Ω–µ –æ–±—è–∑–∞–Ω–∞ –∏–º–µ—Ç—å –∫–∞–∫—É—é-—Ç–æ –±–∞–∑–æ–≤—É—é –ø–ª–æ—Å–∫–æ—Å—Ç—å –∫—Ä–æ–º–µ –ø–æ–¥–æ—à–≤—ã.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —è–Ω–≤ 01, 2021 22:41:14 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–£ –Ω–∏—Ö - —à–ø–æ–Ω–∫–∏. –ê –∫—Ç–æ –º–µ—à–∞–µ—Ç –Ω–∞–º —Ç–∞–∫–æ–µ –Ω–∞–ø–∏–ª–∏—Ç—å? –¢–µ –∂–µ, —Å–≤–æ–∏ —à–ø–æ–Ω–∫–∏ –ø–æ–¥ –ø–∞–∑ 6, –ö–ú–î—à–∫–∏ –∏ –ø—Ä–æ—á–∞—è –∫–∞–ª–∏–±—Ä–æ–≤–∞–Ω–Ω–∞—è —Ö—Ä–µ–Ω—å. –í—Å—ë –¥–ª—è –ø–∞–∑–∞ 6. –Ø –∂ –ø–∏—à—É: –Ω–∞–¥ –ø–æ–¥—É–º–∞—Ç—å. –ß—Ç–æ-—Ç–æ (—Ç–µ –∂–µ –£–°–ü) –∏ –¥—É–º–∞—Ç—å –Ω–µ –Ω–∞–¥–æ. –ë–µ—Ä–∏ –≥–æ—Ç–æ–≤—ã–µ, –∫–∞–∫ –∫–æ–Ω—Ü–µ–ø—Ç –∏ –ø–µ—Ä–µ–¥–µ–ª—ã–≤–∞–π –Ω–∞ 6 –ø–∞–∑. –ò–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞–ª—å–Ω—ã–µ —Å—Ç–∞–ª–∏ –≤ –ø—Ä–æ–¥–∞–∂–µ –µ—Å—Ç—å. –û–ø—è—Ç—å –∂–µ... –ø—Ä–æ–±–ª–µ–º–∞ - –Ω–∞–π—Ç–∏ –ø–æ–¥—Ä—è–¥—á–∏–∫–∞, –∏–ª–∏ –∫—É–ø–∏—Ç—å —Å–≤–æ—ë –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏–µ. –î–µ–ª–∏—Ç–µ–ª—å–Ω—É—é –≥–æ–ª–æ–≤—É - –Ω–∞–¥–æ —Å–≤–æ—é, –º–∞–ª—é—Å–µ–Ω—å–∫—É—é –∑–∞–ø–∏–ª–∏–≤–∞—Ç—å. –ü–æ—Å–∫–æ–ª—å–∫—É —Å–∞–º–∞—è –º–µ–ª–∫–∞—è –∏–∑ –≥–æ—Ç–æ–≤—ã—Ö - –≥–æ–¥–∏—Ç—Å—è –º–∏–Ω–∏–º—É–º –¥–ª—è BF16. –ò –∏JET —Å –Ω–∏–º–∏.  –≠—Ç–æ –≤—Å—ë –≤ –ø—Ä–æ—Ä–∞–±–æ—Ç–∫–µ. –î–∞–ª–µ–µ. –ö–æ–≤—ã—Ä—è–Ω–∏—è —Å –≥–æ—Ç–æ–≤—ã–º–∏ —à–ø–∏–Ω–¥–µ–ª—è–º–∏, –¥–µ–ª–∞–Ω–∏—è "—Å–ª–æ–Ω–∏–∫–∞", –∏ –¥—Ä—É–≥–∏–µ –º–∞–Ω–∏–ø—É–ª—è—Ü–∏–∏ —Å –ø—Ä–æ–µ–∫—Ç–æ–º, —É–±–µ–¥–∏–ª–∏ –º–µ–Ω—è, —á—Ç–æ –Ω–∞–¥–æ –∑–∞–ø–∏–ª–∏–≤–∞—Ç—å 2 —à–ø–∏–Ω–¥–µ–ª—è. –û–¥–∏–Ω - –≤–∞—Ç—Ç –Ω–∞ 40-80, —Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π, –¥–ª—è –∫–æ–Ω—É—Å–∞ JT-0 (—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π –ø–∞—Ç—Ä–æ–Ω 0,3-4–º–º, –∏–ª–∏ —Ü–∞–Ω–≥–æ–≤—ã–π –ø–∞—Ç—Ä–æ–Ω ER8). –ö–∞–∫-—Ç–æ —Ç–∞–∫...  –î—Ä—É–≥–æ–π - –¥–æ 150 –í—Ç, —Ñ—Ä–µ–∑–µ—Ä–Ω–æ-—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π, —Å –∫–æ–Ω—É—Å–æ–º –í10 (—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π –ø–∞—Ç—Ä–æ–Ω 0,5-6–º–º, –∏–ª–∏ —Ü–∞–Ω–≥–æ–≤—ã–π ER11). –¢–µ–º –∂–µ –º–∞–∫–∞—Ä–æ–º, –Ω–æ —Å –Ω–µ–±–æ–ª—å—à–∏–º–∏ –æ—Ç–ª–∏—á–∏—è–º–∏. –ß–µ—à—É, –≤–æ—Ç, —Ä–µ–ø—É... –ú–æ–∂–µ—Ç –∏ –ø–µ—Ä–≤—ã–π - —Ç–æ–∂–µ –∑–∞–±–∞–±–∞—Ö–∞—Ç—å, –∫–∞–∫ —Ñ—Ä–µ–∑–µ—Ä–Ω–æ-—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π. –¢–∞–º —Ä–∞–∑–Ω–∏—Ü–∞ –≤ –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–∏ –ø–æ–¥—à–∏–ø–Ω–∏–∫–æ–≤—ã—Ö —É–∑–ª–æ–≤, –æ—Å–æ–±–µ–Ω–Ω–æ —Ç–æ–≥–æ, —á—Ç–æ —Å–æ —Å—Ç–æ—Ä–æ–Ω—ã –ø–∞—Ç—Ä–æ–Ω–∞. –ù—É –∏ —Å—Ç–æ–∏–º–æ—Å—Ç—å –±—É–¥–µ—Ç –ø–æ–≤—ã—à–µ, —á–µ–º —É —Å–≤–µ—Ä–ª–∏–ª—å–Ω–æ–≥–æ. –ó–∞—Ç–æ –º–æ–∂–Ω–æ –±—É–¥–µ—Ç –∏ —á–µ–≥–æ-—Ç–æ –≥—Ä—É–±–æ —Ñ—Ä–µ–∑–µ—Ä–Ω—É—Ç—å –Ω–∞ —Ç–æ–π –∂–µ –º–∞—à–∏–Ω–∫–µ, –Ω–∞ –∫–æ—Ç–æ—Ä–æ–π —Ç–æ–ª—å–∫–æ —á—Ç–æ —Å–≤–µ—Ä–ª–∏–ª. –í—Å—ë-—Ç–∞–∫–∏ –¥–ª—è –ø–æ–ª–Ω–æ—Ü–µ–Ω–Ω–æ–≥–æ —Ñ—Ä–µ–∑–µ—Ä–∞ –Ω–∞–¥–æ –µ—â—ë –Ω–æ—Ä–º–∞–ª—å–Ω—É—é –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω—É—é –ø–æ–¥–∞—á—É —Å–¥–µ–ª–∞—Ç—å, –∞ –Ω–µ –ø—Ä–æ—Å—Ç–æ "–Ω–∞–∂–∏–º–∞–ª–∫—É".
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —è–Ω–≤ 01, 2021 23:25:20 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–£ –Ω–∏—Ö - —à–ø–æ–Ω–∫–∏.
–ê –∫—Ç–æ –º–µ—à–∞–µ—Ç –Ω–∞–º —Ç–∞–∫–æ–µ –Ω–∞–ø–∏–ª–∏—Ç—å? –Ω–∞–ø—Ä–∏–º–µ—Ä, –∑–¥—Ä–∞–≤—ã–π —Å–º—ã—Å–ª? "–£ –Ω–∏—Ö" —ç—Ç–æ —Å–µ—Ä–∏–π–Ω–∞—è –ø—Ä–æ–¥—É–∫—Ü–∏—è –ø–æ –≥–æ—Å—Å—Ç–∞–Ω–¥–∞—Ä—Ç—É, –∫–æ—Ç–æ—Ä—É—é —Ç–æ–Ω–Ω–∞–º–∏ –≤—ã–ø—É—Å–∫–∞—é—Ç. –¢–µ –∂–µ, —Å–≤–æ–∏ —à–ø–æ–Ω–∫–∏ –ø–æ–¥ –ø–∞–∑ 6, –ö–ú–î—à–∫–∏ –∏ –ø—Ä–æ—á–∞—è –∫–∞–ª–∏–±—Ä–æ–≤–∞–Ω–Ω–∞—è —Ö—Ä–µ–Ω—å. –í—Å—ë –¥–ª—è –ø–∞–∑–∞ 6. –≤–æ-–ø–µ—Ä–≤—ã—Ö, —Ç–∞–º –≥–ª–∞–≤–Ω–æ–µ "–æ—Ç–≤–µ—Ç–Ω—ã–µ –ø–∞–∑—ã", –∞ –Ω–µ —à–ø–æ–Ω–∫–∏ —Å–∞–º–∏ –ø–æ —Å–µ–±–µ. –í–æ-–≤—Ç–æ—Ä—ã—Ö, —ç—Ç–æ –æ–ø—è—Ç—å —É—Å–ª–æ–∂–Ω–µ–Ω–∏–µ –∏ —É–¥–æ—Ä–æ–∂–∞–Ω–∏–µ –Ω–∞ —Ä–æ–≤–Ω–æ–º –º–µ—Å—Ç–µ. –û–ø—è—Ç—å –∂–µ... –ø—Ä–æ–±–ª–µ–º–∞ - –Ω–∞–π—Ç–∏ –ø–æ–¥—Ä—è–¥—á–∏–∫–∞, –∏–ª–∏ –∫—É–ø–∏—Ç—å —Å–≤–æ—ë –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏–µ. –î–ê. –≤–∞—Å –∏–º–µ–Ω–Ω–æ –∏–∑-–∑–∞ —á–µ—Ä—Ç–æ–≤–æ–≥–æ —Å–µ–¥—å–º–æ–≥–æ –∫–≤–∞–ª–∏—Ç–µ—Ç–∞ (–Ω–∞–¥–µ—é—Å—å, –≤—ã –µ–≥–æ –Ω–µ –Ω–∞ –≤—Å–µ —ç–ª–µ–º–µ–Ω—Ç—ã –ø–∞–∑–∞ —Ä–∞—Å–ø—Ä–æ—Å—Ç—Ä–∞–Ω–∏–ª–∏?) –æ—Ç–ø–∏–Ω–Ω—ã–≤–∞—é—Ç –∑–∞–≥—Ä–∞–¥–∏—Ç–µ–ª—å–Ω–æ–π –∑–∞–æ–±–ª–∞—á–Ω–æ–π —Ü–µ–Ω–æ–π –∏–ª–∏ –æ—Ç–º–∞–∑–∫–∞–º–∏ —Ç–∏–ø–∞ –∏–∑–Ω–æ—Å–∞ –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏—è. –≠—Ç–æ –¥–µ–ª–æ –ø–æ-—Ö–æ—Ä–æ—à–µ–º—É –ø—Ä–∏–¥–µ—Ç—Å—è —à–ª–∏—Ñ–æ–≤–∞—Ç—å –ø–æ—Å–ª–µ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–∏, —Å–æ –≤—Å–µ–º —Å–æ–ø—É—Ç—Å—Ç–≤—É—é—â–∏–º –≥–µ–º–æ—Ä—Ä–æ–µ–º. –î–µ–ª–∏—Ç–µ–ª—å–Ω—É—é –≥–æ–ª–æ–≤—É - –Ω–∞–¥–æ —Å–≤–æ—é, –º–∞–ª—é—Å–µ–Ω—å–∫—É—é –∑–∞–ø–∏–ª–∏–≤–∞—Ç—å. –∞ –µ—â–µ —á—Ç–æ —Å–≤–æ–µ, —É–Ω–∏–∫–∞–ª—å–Ω–æ–µ –∏ –Ω–µ–¥–æ–±—ã–≤–∞–µ–º–æ–µ?) –û–¥–∏–Ω - –≤–∞—Ç—Ç –Ω–∞ 40-80, —Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π, –¥–ª—è –∫–æ–Ω—É—Å–∞ JT-0 (—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π –ø–∞—Ç—Ä–æ–Ω 0,3-4–º–º, –∏–ª–∏ —Ü–∞–Ω–≥–æ–≤—ã–π –ø–∞—Ç—Ä–æ–Ω ER8). —Å–∫—Ä–∏–ø–∞—á –Ω–µ –Ω—É–∂–µ–Ω(—Å). –î—Ä—É–≥–æ–π - –¥–æ 150 –í—Ç, —Ñ—Ä–µ–∑–µ—Ä–Ω–æ-—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π, —Å –∫–æ–Ω—É—Å–æ–º –í10 (—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π –ø–∞—Ç—Ä–æ–Ω 0,5-6–º–º, –∏–ª–∏ —Ü–∞–Ω–≥–æ–≤—ã–π ER11) –≤—ã, –∫–∞–∂—Ü–∞, –∞–∞–∞–∞–∞—â–µ –Ω–µ —Å —Ç–æ–π —Å—Ç–æ—Ä–æ–Ω—ã –∫ —à–ø–∏–Ω–¥–µ–ª—è–º –ø–æ–¥—Ö–æ–¥–∏—Ç–µ. –∑–∞–±–µ–π—Ç–µ –Ω–∞ –º–æ—Ç–æ—Ä-—à–ø–∏–Ω–¥–µ–ª–∏, —ç—Ç–æ —Ä–∞–∑–≤–ª–µ–∫—É—Ö–∞ –¥–ª—è –æ—á–µ–Ω—å —Å–µ—Ä–∏–π–Ω—ã—Ö –∏–∑–¥–µ–ª–∏–π. –ú–æ–∂–µ—Ç –∏ –ø–µ—Ä–≤—ã–π - —Ç–æ–∂–µ –∑–∞–±–∞–±–∞—Ö–∞—Ç—å, –∫–∞–∫ —Ñ—Ä–µ–∑–µ—Ä–Ω–æ-—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π. –≤–æ—Ç –∏ –≤ —ç—Ç–æ–º —Ç–æ–∂–µ –ø—Ä–æ–±–ª–µ–º–∞ - —è –¥–æ —Å–∏—Ö –ø–æ—Ä –Ω–µ –ø–æ–Ω–∏–º–∞—é, –∫–∞–∫–æ–π –∏–º–µ–Ω–Ω–æ —Å—Ç–∞–Ω–æ–∫ –≤—ã –≤–∞—è–µ—Ç–µ
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± —è–Ω–≤ 02, 2021 00:29:56 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
arkhnchul –ø–∏—Å–∞–ª(–∞): ..."–£ –Ω–∏—Ö" —ç—Ç–æ —Å–µ—Ä–∏–π–Ω–∞—è –ø—Ä–æ–¥—É–∫—Ü–∏—è –ø–æ –≥–æ—Å—Å—Ç–∞–Ω–¥–∞—Ä—Ç—É, –∫–æ—Ç–æ—Ä—É—é —Ç–æ–Ω–Ω–∞–º–∏ –≤—ã–ø—É—Å–∫–∞—é—Ç.  –ê —á—ë –Ω–∞–º –∫ —ç—Ç–æ–º—É –Ω–µ —É—Å—Ç—Ä–µ–º–∏—Ü—Ü–∞? arkhnchul –ø–∏—Å–∞–ª(–∞): –∞ –µ—â–µ —á—Ç–æ —Å–≤–æ–µ, —É–Ω–∏–∫–∞–ª—å–Ω–æ–µ –∏ –Ω–µ–¥–æ–±—ã–≤–∞–µ–º–æ–µ?) –¢–∞, –ø—Ä–∞–∫—Ç–∏—Ü—Ü—Å–∫–∏ –í–°–Å! –ì—É–ª—è—Ç—å, —Ç–∞–∫ –≥—É–ª—è—Ç—å! –î–∞–∂–µ –∏ –Ω–µ –ø—ã—Ç–∞–π—Ç–µ—Å—å –æ—Ç–≥–æ–≤–æ—Ä–∏—Ç—å. arkhnchul –ø–∏—Å–∞–ª(–∞): –û–¥–∏–Ω - –≤–∞—Ç—Ç –Ω–∞ 40-80, —Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π, –¥–ª—è –∫–æ–Ω—É—Å–∞ JT-0 (—Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π –ø–∞—Ç—Ä–æ–Ω 0,3-4–º–º, –∏–ª–∏ —Ü–∞–Ω–≥–æ–≤—ã–π –ø–∞—Ç—Ä–æ–Ω ER8). —Å–∫—Ä–∏–ø–∞—á –Ω–µ –Ω—É–∂–µ–Ω(—Å). –ê –≤–æ—Ç —Ç—É—Ç - –ø–æ–ø–æ–¥—Ä–æ–±–Ω–µ–µ... –ú–æ–∏ —Ä–µ–∑–æ–Ω—ã —Ç–∞–∫–æ–≤—ã: - —Å–∏–∏ –º–æ—Ç–æ—Ä—ã –≤—ã–ø—É—Å–∫–∞—é—Ç—Å—è —Å –æ—Å—å—é —Ñ=8–º–º; - –∫–∏—Ç–∞–π—Ü–µ–≤ –º–æ–∂–Ω–æ —É–ª–æ–º–∞—Ç—å –Ω–∞ –∫–∞—Å—Ç–æ–º–Ω—ã–π –∫–æ–Ω–µ—Ü –æ—Å–∏ —Å –∫–æ–Ω—É—Å–æ–º JT0; - –ø–∞—Ç—Ä–æ–Ω 0,3-4–º–º –ø–æ–¥ —ç—Ç—É –æ—Å—å –ø–æ–¥–æ–π–¥—ë—Ç, –∫–∞–∫ —Ä–æ–¥–Ω–æ–π, –∞ —Ü–∞–Ω–≥–æ–≤—ã–π —Å —Ç–∞–∫–∏–º –∫–æ–Ω—É—Å–æ–º —É–∂–µ –ø—Ä–µ–¥–ª–∞–≥–∞—é—Ç –Ω–∞ –∞–ª–∏; - –∫—Ä—É—Ç—è—â–∏–π –º–æ–º–µ–Ω—Ç —Å–∞–º–æ–≥–æ –º–ª–∞–¥—à–µ–≥–æ –∏ –∫–æ—Ä–æ—Ç–∫–æ–≥–æ –º–æ—Ç–æ—Ä–∞ –≤ —ç—Ç–æ–π —Å–µ—Ä–∏–∏, –∫–∞–∫ —Ä–∞–∑ –ø–æ–¥—Ö–æ–¥–∏—Ç –∫ —ç—Ç–æ–º—É –ø–∞—Ç—Ä–æ–Ω—É –ø–æ —É—Å–∏–ª–∏—é —Å–≤–µ—Ä–ª–µ–Ω–∏—è –º–∞–∫—Å–∏–º–∞–ª—å–Ω—ã–º –¥–∏–∞–º–µ—Ç—Ä–æ–º —Å–≤–µ—Ä–ª–∞; - –µ—Å—Ç—å –±–æ–ª—å—à–∞—è –≥—Ä—É–ø–ø–∞ –ø–æ—Ç—Ä–µ–±–∏—Ç–µ–ª–µ–π –∏–º–µ–Ω–Ω–æ –ø–æ–¥ —Ç–∞–∫–æ–π –≤–∞—Ä–∏–∞–Ω—Ç, —Ö–æ—Ç—è... –Ω–∞—Ö–æ–¥–∏—Ç—Å—è –Ω–µ–º–∞–ª–æ –∂–µ–ª–∞—é—â–∏—Ö –æ–±—Ç–æ—á–∏—Ç—å –∫–∞–º–∞–∑–æ–≤—Å–∫–∏–µ —Ç–æ—Ä–º–æ–∑–Ω—ã–µ –±–∞—Ä–∞–±–∞–Ω—ã –Ω–∞ –ø—Ä–æ–∫—Å–æ–Ω–æ–≤—Å–∫–æ–º —Å—Ç–∞–Ω–æ—á–∫–µ. –ù–æ... –ö–∞–∂–¥–æ–º—É —Å—Ç–∞–Ω–æ—á–∫—É - —Å–≤–æ—é –Ω–∏—à—É. –£–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ—Å—Ç—å - –≤ —Ç–µ–æ—Ä–∏–∏ –≤–æ–∑–º–æ–∂–Ω–∞, –Ω–∞ –ø—Ä–∞–∫—Ç–∏–∫–µ –Ω–µ –æ—Å—É—â–µ—Å—Ç–≤–∏–º–∞. arkhnchul –ø–∏—Å–∞–ª(–∞): –≤—ã, –∫–∞–∂—Ü–∞, –∞–∞–∞–∞–∞—â–µ –Ω–µ —Å —Ç–æ–π —Å—Ç–æ—Ä–æ–Ω—ã –∫ —à–ø–∏–Ω–¥–µ–ª—è–º –ø–æ–¥—Ö–æ–¥–∏—Ç–µ.
–∑–∞–±–µ–π—Ç–µ –Ω–∞ –º–æ—Ç–æ—Ä-—à–ø–∏–Ω–¥–µ–ª–∏, —ç—Ç–æ —Ä–∞–∑–≤–ª–µ–∫—É—Ö–∞ –¥–ª—è –æ—á–µ–Ω—å —Å–µ—Ä–∏–π–Ω—ã—Ö –∏–∑–¥–µ–ª–∏–π. –î–∞? –ê —Å –∫–∞–∫–æ–π —Å—Ç–æ—Ä–æ–Ω—ã –Ω–∞–¥–æ? –ó–∞—Å–ª—É—à–∞–µ–º –Ω–∞—á–∞–ª—å–Ω–∏–∫–∞ —Ç—Ä–∞–Ω—Å–ø–æ—Ä—Ç–Ω–æ–≥–æ —Ü–µ—Ö–∞... arkhnchul –ø–∏—Å–∞–ª(–∞): ...—è –¥–æ —Å–∏—Ö –ø–æ—Ä –Ω–µ –ø–æ–Ω–∏–º–∞—é, –∫–∞–∫–æ–π –∏–º–µ–Ω–Ω–æ —Å—Ç–∞–Ω–æ–∫ –≤—ã –≤–∞—è–µ—Ç–µ –í–æ—Ç –ø—Ä–æ–∫—É—Ä–∏–º —Ç–µ–º—É... –ú–Ω–µ - —Ç–æ–∂–µ –º–Ω–æ–≥–æ–µ —è—Å–Ω–æ —Å—Ç–∞–Ω–µ—Ç. –ü—Ä–∏–±–ª–∏–∑–∏—Ç–µ–ª—å–Ω–æ, –∫–∞–∫ —Å –≥–Ω—É—Ç–æ–π —Å—Ç–∞–Ω–∏–Ω–æ–π –∏ —Å–æ–ø—Ä–æ–º–∞—Ç–æ–º...
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± —è–Ω–≤ 02, 2021 01:02:15 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
- —Å–∏–∏ –º–æ—Ç–æ—Ä—ã –≤—ã–ø—É—Å–∫–∞—é—Ç—Å—è —Å –æ—Å—å—é —Ñ=8–º–º;
- –∫–∏—Ç–∞–π—Ü–µ–≤ –º–æ–∂–Ω–æ —É–ª–æ–º–∞—Ç—å –Ω–∞ –∫–∞—Å—Ç–æ–º–Ω—ã–π –∫–æ–Ω–µ—Ü –æ—Å–∏ —Å –∫–æ–Ω—É—Å–æ–º JT0;
- –ø–∞—Ç—Ä–æ–Ω 0,3-4–º–º –ø–æ–¥ —ç—Ç—É –æ—Å—å –ø–æ–¥–æ–π–¥—ë—Ç, –∫–∞–∫ —Ä–æ–¥–Ω–æ–π, –∞ —Ü–∞–Ω–≥–æ–≤—ã–π —Å —Ç–∞–∫–∏–º –∫–æ–Ω—É—Å–æ–º —É–∂–µ –ø—Ä–µ–¥–ª–∞–≥–∞—é—Ç –Ω–∞ –∞–ª–∏; –∫–∞–∫–∏–µ –∫–æ–Ω–∫—Ä–µ—Ç–Ω–æ —ç—Ç–æ –º–æ—Ç–æ—Ä—ã? –£–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ—Å—Ç—å - –≤ —Ç–µ–æ—Ä–∏–∏ –≤–æ–∑–º–æ–∂–Ω–∞, –Ω–∞ –ø—Ä–∞–∫—Ç–∏–∫–µ –Ω–µ –æ—Å—É—â–µ—Å—Ç–≤–∏–º–∞. —Å–ª–æ–≤–∞, —Å–ª–æ–≤–∞ –≤ –æ–≥—Ä–æ–º–Ω—ã—Ö –ø—Ä–µ–¥–µ–ª–∞—Ö —Ç–∞–∫–∏ –æ—Å—É—â–µ—Å—Ç–≤–∏–º–∞. –í –≤–∞—Ä–∏–∞–Ω—Ç–µ "—á—Ç–æ–±—ã –º–æ–∂–Ω–æ –±—ã–ª–æ –∏ —Å–≤–µ—Ä–ª–∏—Ç—å —Ñ0.3 –∏ —Ö—É–¥–æ-–±–µ–¥–Ω–æ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞—Ç—å —Ü–≤–µ—Ç–Ω–∏–Ω—É —Ñ3" - –Ω–µ –≤–æ–ø—Ä–æ—Å. –ê —Å –∫–∞–∫–æ–π —Å—Ç–æ—Ä–æ–Ω—ã –Ω–∞–¥–æ? —à–ø–∏–Ω–¥–µ–ª—å - –æ–Ω –ø—Ä–æ—Å—Ç–æ —à–ø–∏–Ω–¥–µ–ª—å. –í—Ä–∞—â–∞—é—â–∞—è—Å—è –æ—Å—å, —É –∫–æ—Ç–æ—Ä–æ–π —Å –æ–¥–Ω–æ–π —Å—Ç–æ—Ä–æ–Ω—ã - —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω–∞—è –ø–æ—Å–∞–¥–∫–∞ –ø–æ–¥ –æ—Å–Ω–∞—Å—Ç–∫—É/–∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç (–≤–Ω—É—Ç—Ä–µ–Ω–Ω–∏–π –∏–ª–∏ –Ω–∞—Ä—É–∂–Ω—ã–π –∫–æ–Ω—É—Å), —Å –¥—Ä—É–≥–æ–π - –ø–æ—Å–∞–¥–∫–∞ –¥–ª—è –ø—Ä–∏–≤–æ–¥–∞ (–Ω–∞ —Ç–∞–∫–∏–µ –º–æ—â–Ω–æ—Å—Ç–∏ –∏ –æ–±–æ—Ä–æ—Ç—ã –Ω–∞—Å—Ç–æ—è—Ç–µ–ª—å–Ω–æ —Ä–µ–∫–æ–º–µ–Ω–¥—É—é –∑—É–±—á–∞—Ç—ã–µ –∏–ª–∏ –ø–æ–ª–∏–∫–ª–∏–Ω–æ–≤—ã–µ —Ä–µ–º–Ω–∏, –ø—Ä–æ—Å—Ç–æ –∏ –¥–µ—à–µ–≤–æ), –∑–∞–∫—Ä–µ–ø–ª–µ–Ω–Ω–∞—è –≤ –±–æ–ª–µ–µ-–º–µ–Ω–µ–µ —Ä–∞—Å–ø—Ä–æ—Å—Ç—Ä–∞–Ω–µ–Ω–Ω—ã—Ö –ø–æ–¥—à–∏–ø–Ω–∏–∫–∞—Ö, –∫–∞–∫–æ–≤—ã–µ –≤ —Å–≤–æ—é –æ—á–µ—Ä–µ–¥—å –≤–Ω–µ—à–Ω–∏–º–∏ –æ–±–æ–π–º–∞–º–∏ —Å–æ–µ–¥–∏–Ω—è—é—Ç—Å—è —Å –Ω–µ–∫–æ–µ–π –ø–∏–Ω–æ–ª—å—é –ª–∏–±–æ –Ω–µ–ø–æ—Å—Ä–µ–¥—Å—Ç–≤–µ–Ω–Ω–æ —Å –∫–æ—Ä–ø—É—Å–æ–º. –¢–∞–∫–æ–≤–∞—è –∫–æ–Ω—Å—Ç—Ä—É–µ–≤–∏–Ω–∞ –≤ –º–∏–Ω–∏–º–∞–ª—å–Ω–æ–º –≤–∞—Ä–∏–∞–Ω—Ç–µ –¥–µ–ª–∞–µ—Ç—Å—è —É—Å–∏–ª–∏—è–º–∏ —Å—Ä–µ–¥–Ω–µ—Å—Ç–∞—Ç–∏—á–µ—Å–∫–æ–≥–æ —Ç–æ–∫–∞—Ä—è (–≤ –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–º - –µ—â–µ —à–ª–∏—Ñ–æ–≤—â–∏–∫–∞ –∏ —Ç–µ—Ä–º–∏—Å—Ç–∞, –Ω–æ –∏—Ö –¥–ª—è –º–µ–ª–∫–∏—Ö —Ä–∞–∑–º–µ—Ä–æ–≤ –Ω–∞–π—Ç–∏ –≤–ø–æ–ª–Ω–µ –≤–æ–∑–º–æ–∂–Ω–æ), –∏ –æ—Å—Ç–∞–≤–ª—è–µ—Ç –æ–≥—Ä–æ–º–Ω—ã–π –ø—Ä–æ—Å—Ç–æ—Ä –¥–ª—è –≤—ã–±–æ—Ä–∞ –ø—Ä–∏–≤–æ–¥–∞. –•–æ—Ç–∏–º –¥–µ—à–µ–≤–æ –∏ —Å–µ—Ä–¥–∏—Ç–æ - –≤—Ç—ã–∫–∞–µ–º –∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–∏–∫ –∏–∑ —à—É—Ä—É–ø–æ–≤–µ—Ä—Ç–∞. –•–æ—Ç–∏–º —Ö–æ—Ä–æ—à–æ –∏ –∫—Ä–∞—Å–∏–≤–æ - —Å–µ—Ä–≤–æ–ø—Ä–∏–≤–æ–¥ BLDC. –•–æ—Ç–∏–º –Ω–µ—á—Ç–æ –ø—Ä–æ–º–µ–∂—É—Ç–æ—á–Ω–æ–µ - –∞—Å–∏–Ω—Ö—Ä–æ–Ω–Ω–∏–∫ —Å —á–∞—Å—Ç–æ—Ç–Ω–∏–∫–æ–º, –æ–Ω–∏ –∏ –º–µ–ª–∫–∏–µ –±—ã–≤–∞—é—Ç. –ò–ª–∏ –º–æ–¥–µ–ª—å–Ω—ã–π –±–µ—Å–∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–∏–∫ —Å –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–æ–º, –∏—Ö –µ—Å—Ç—å –≤ –∫–æ–ª–∏—á–µ—Å—Ç–≤–µ –∏ —Ä–∞–∑–Ω–æ–æ–±—Ä–∞–∑–∏–∏ –±–æ–ª—å—à–æ–º. –¢–∞–∫–∂–µ –º–æ–∂–µ–º –ø–æ—á—Ç–∏ –±–µ—Å–ø–ª–∞—Ç–Ω–æ –ø–æ–ª—É—á–∏—Ç—å –≤–∞—Ä–∏–∞—Ü–∏–∏ –ø–µ—Ä–µ–¥–∞—Ç–æ—á–Ω—ã—Ö –æ—Ç–Ω–æ—à–µ–Ω–∏–π –æ—Ç –º–æ—Ç–æ—Ä–∞ –∫ —à–ø–∏–Ω–¥–µ–ª—é. –ó–´ –∞ —á–µ–º –≤–∞–º —Å—É—â–µ—Å—Ç–≤—É—é—â–∏–µ –∫–∏—Ç–∞–π—Å–∫–∏–µ –º–æ—Ç–æ—Ä—à–ø–∏–Ω–¥–µ–ª–∏ –Ω–µ –Ω—Ä–∞–≤—è—Ç—Å—è?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± —è–Ω–≤ 02, 2021 03:16:23 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 334
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ü–æ—Ç–æ–º—É –∏ –ø–∞–∑—ã. –ò –Ω–µ –ø—Ä–æ—Å—Ç–æ –ø–∞–∑—ã, –∞ —Ç–æ—á–Ω–∞—è –ø–∞–∑–æ–≤–∞—è —Å–∏—Å—Ç–µ–º–∞, –ø–æ–∑–≤–æ–ª—è—é—â–∞—è —É—Å—Ç–∞–Ω–æ–≤–∏—Ç—å –æ—Å–Ω–∞—Å—Ç–∫—É –¥–ª—è —Ç–æ—á–Ω–æ–≥–æ –ø–æ–∑–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è –¥–µ—Ç–∞–ª–∏ –∏ –∫–æ—Ç–æ—Ä–∞—è –æ–±–µ—Å–ø–µ—á–∏–≤–∞–µ—Ç —Ç–æ—á–Ω–æ–µ —Å–≤–µ—Ä–ª–µ–Ω–∏–µ.
–ö–∏—Ç–∞–π–ø—Ä–æ–º —Ç–∞–∫–æ–µ –Ω–µ –ø—Ä–µ–¥–ª–∞–≥–∞–µ—Ç. –æ—Å–Ω–∞—Å—Ç–∫—É –¥–ª—è –∫—Ä–µ–ø–ª–µ–Ω–∏—è –∑–∞–≥–æ—Ç–æ–≤–æ–∫ –º–æ–∂–Ω–æ –∏–∑–≥–æ—Ç–æ–≤–∏—Ç—å –Ω–∞ —Å–≤–æ–µ–º –∂–µ –ß–ü–£ —Ñ—Ä–µ–∑–µ—Ä–µ, –ø–æ –∫—Ä–∞–π–Ω–µ–π –º–µ—Ä–µ –º–µ–Ω—è —Ç–∞–∫–æ–π –≤–∞—Ä–∏–∞–Ω—Ç —É—Å—Ç—Ä–∞–∏–≤–∞–µ—Ç –∞ –∑–∞–∫–ª–∞–¥—ã–≤–∞—Ç—å —Ä–∞–±–æ—á–µ–µ –ø–æ–ª–µ –ø–æ–¥ –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç—å —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –≥–æ—Ç–æ–≤–æ–π —É–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–∏, —ç—Ç–æ —É–≤–µ–ª–∏—á–µ–Ω–∏–µ –≥–∞–±–∞—Ä–∏—Ç–æ–≤ —Å–∞–º–æ–≥–æ —Å—Ç–∞–Ω–∫–∞ —á—Ç–æ —Å—Ä–∞–∑—É –ø–æ—Ç—è–Ω–µ—Ç –∑–∞ —Å–æ–±–æ–π —É–≤–µ–ª–∏—á–µ–Ω–∏–µ –≤–µ—Å–∞ –∏ –æ–±—â–µ–π —Å—Ç–æ–∏–º–æ—Å—Ç–∏. –£–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ—Å—Ç—å - –≤ —Ç–µ–æ—Ä–∏–∏ –≤–æ–∑–º–æ–∂–Ω–∞, –Ω–∞ –ø—Ä–∞–∫—Ç–∏–∫–µ –Ω–µ –æ—Å—É—â–µ—Å—Ç–≤–∏–º–∞. —á—Ç–æ –≤ –≤–∞—à–µ–º –ø–æ–Ω–∏–º–∞–Ω–∏–∏ –µ—Å—Ç—å "—É–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ—Å—Ç—å"? –±–æ–ª—å—à–∏–Ω—Å—Ç–≤—É –±—É–¥–µ—Ç –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ –ø—Ä–æ—Å—Ç–æ –∫–∞—á–µ—Å—Ç–≤–æ —Å–æ–±—Ä–∞–Ω–Ω–æ–≥–æ, –∂–µ—Å—Ç–∫–æ–≥–æ, –º–∏–Ω–∏–∞—Ç—é—Ä–Ω–æ–≥–æ 3-–æ—Å–µ–≤–æ–≥–æ –ß–ü–£ —Ñ—Ä–µ–∑–µ—Ä–∞, –∞ –æ—Å–Ω–∞—Å—Ç–∫—É –¥–ª—è –Ω–µ —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω–æ–≥–æ –∫—Ä–µ–ø–ª–µ–Ω–∏—è –∑–∞–≥–æ—Ç–æ–≤–æ–∫ –æ–Ω–∏ —É–∂–µ –∏–∑–≥–æ—Ç–æ–≤—è—Ç –Ω–∞ —ç—Ç–æ–º —Å–∞–º–æ–º —Å—Ç–∞–Ω–æ—á–∫–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω —è–Ω–≤ 04, 2021 17:27:59 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–∞ –∑–∞–∫–ª–∞–¥—ã–≤–∞—Ç—å —Ä–∞–±–æ—á–µ–µ –ø–æ–ª–µ –ø–æ–¥ –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç—å —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –≥–æ—Ç–æ–≤–æ–π —É–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–∏, —ç—Ç–æ —É–≤–µ–ª–∏—á–µ–Ω–∏–µ –≥–∞–±–∞—Ä–∏—Ç–æ–≤ —Å–∞–º–æ–≥–æ —Å—Ç–∞–Ω–∫–∞ —á—Ç–æ —Å—Ä–∞–∑—É –ø–æ—Ç—è–Ω–µ—Ç –∑–∞ —Å–æ–±–æ–π —É–≤–µ–ª–∏—á–µ–Ω–∏–µ –≤–µ—Å–∞ –∏ –æ–±—â–µ–π —Å—Ç–æ–∏–º–æ—Å—Ç–∏. –∏ –≤–º–µ—Å—Ç–µ —Å —Ç–µ–º —É–≤–µ–ª–∏—á–µ–Ω–∏–µ —É–¥–æ–±—Å—Ç–≤–∞ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏—è. –∫–∞–∫–æ–π —Å–∞–º–æ–¥–µ–ª—å–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–æ–π —Å –º–µ–Ω—å—à–∏–º–∏ –≥–∞–±–∞—Ä–∏—Ä—Ç–∞–º–∏ –º–æ–∂–Ω–æ –∑–∞–º–µ–Ω–∏—Ç—å, –∫ –ø—Ä–∏–º–µ—Ä—É, –£–î–ì? –ß–µ—Ç–≤–µ—Ä—Ç–∞—è –æ—Å—å –Ω–∏—á—É—Ç—å –Ω–µ –º–µ–Ω—å—à–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω —è–Ω–≤ 04, 2021 19:56:54 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
arkhnchul",url="/forum/viewtopic.php?p=3952075#p3952075 –ø–∏—Å–∞–ª(–∞): –∫–∞–∫–∏–µ –∫–æ–Ω–∫—Ä–µ—Ç–Ω–æ —ç—Ç–æ –º–æ—Ç–æ—Ä—ã? arkhnchul",url="/forum/viewtopic.php?p=3952075#p3952075 –ø–∏—Å–∞–ª(–∞): –í –≤–∞—Ä–∏–∞–Ω—Ç–µ "—á—Ç–æ–±—ã –º–æ–∂–Ω–æ –±—ã–ª–æ –∏ —Å–≤–µ—Ä–ª–∏—Ç—å —Ñ0.3 –∏ —Ö—É–¥–æ-–±–µ–¥–Ω–æ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞—Ç—å —Ü–≤–µ—Ç–Ω–∏–Ω—É —Ñ3"...
...–∞ —á–µ–º –≤–∞–º —Å—É—â–µ—Å—Ç–≤—É—é—â–∏–µ –∫–∏—Ç–∞–π—Å–∫–∏–µ –º–æ—Ç–æ—Ä—à–ø–∏–Ω–¥–µ–ª–∏ –Ω–µ –Ω—Ä–∞–≤—è—Ç—Å—è? –û—Ç–≤–µ—á—É —Ä–∞–∑–≤—ë—Ä–Ω—É—Ç–æ, –ø–æ—Å–∫–æ–ª—å–∫—É –ø—Ä–æ–∫—É—Ä–∏–ª –µ—â—ë –∏ —Å–æ—Å–µ–¥–Ω—é—é —Ç–µ–º—É, –≥–¥–µ –Ω–∞ –ø–æ–¥–æ–±–Ω—ã–µ –≤–æ–ø—Ä–æ—Å—ã —É–∂–µ –æ—Ç–≤–µ—á–∞–ª–∏, –¥–∞ —Å—Ü—ã–ª–∏ –ø—Ä–æ—Ç—É—Ö–ª–∏. –ö–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω—ã–µ –º–æ—Ç–æ—Ä—ã –∏ —à–ø–∏–Ω–¥–µ–ª–∏ –Ω–∞ –æ—Å–Ω–æ–≤–µ –æ–Ω—ã—Ö - –∫–∞—Ç–µ–≥–æ—Ä–∏—á–µ—Å–∫–∏ –Ω–µ —Ä–µ–∫–æ–º–µ–Ω–¥—É—é. –í–æ-–ø–µ—Ä–≤—ã—Ö: —Å–º—ã—à–ª—ë–Ω—ã–µ –∫–∏—Ç–∞–π—Ü—ã —É–º—É–¥—Ä–∏–ª–∏—Å—å –ø–æ—Å—Ç–∞–≤–∏—Ç—å —Ä–æ—Ç–æ—Ä –≤ –æ–±—ã—á–Ω—ã–µ –ø–æ–¥—à–∏–ø–Ω–∏–∫–∏, –¥–∞ –µ—â—ë —á–µ—Ä–µ–∑ —Ä–µ–∑–∏–Ω–æ–≤—ã–µ —á–∞—à–∫–∏.   –°–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–µ–Ω–Ω–æ –∏ –æ—Ç–∑—ã–≤—ã —Ç–∞–∫–∏–µ: –ë–ò–ï–ù–ò–ï –ë–û–õ–ï–ï 0,1–º–º. –ü—Ä–∏ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞–Ω–∏–∏, –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç —É–≤–æ–¥–∏—Ç –≤ —Å—Ç–æ—Ä–æ–Ω—É –Ω–∞ 0,3-0,35–º–º. –í–æ-–≤—Ç–æ—Ä—ã—Ö: –æ–±–æ—Ä–æ—Ç—ã –≤ –∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–æ–º –¥–≤–∏–∂–∫–µ —Ä–µ–≥—É–ª–∏—Ä—É—é—Ç—Å—è –∏–∑–º–µ–Ω–µ–Ω–∏–µ–º –ø–∏—Ç–∞—é—â–µ–≥–æ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è. –û–Ω–æ, –∫–æ–Ω–µ—á–Ω–æ –¥–æ—Å—Ç–∏–≥–∞–µ—Ç—Å—è –ª–µ–≥–∫–æ... –ù–û, ... –Ω–∞ –Ω–∏–∑–∫–∏—Ö –æ–±–æ—Ä–æ—Ç–∞—Ö (–ø—Ä–∏ –º–∞–ª—ã—Ö –ø–∏—Ç–∞—é—â–∏—Ö –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è—Ö) –∏–¥—ë—Ç —Ö–æ—Ä–æ—à–∞—è –ø—Ä–æ—Å–∞–¥–∫–∞ –æ–±–æ—Ä–æ—Ç–æ–≤ –ø—Ä–∏ —Å–≤–µ—Ä–ª–µ–Ω–∏–∏. –¢–µ —Å—Ç–∞–±–∏–ª–∏–∑–∏—Ä—É—é—â–∏–µ —Å—Ö–µ–º—ã, —á—Ç–æ –ø—Ä–∏–≤–æ–¥–∏–ª–∏ –≤ —Å–æ—Å–µ–¥–Ω–µ–π –≤–µ—Ç–∫–µ... –∫–∞–≥–±—ç —ç—Ç–æ —Å–∫–∞–∑–∞—Ç—å –ø–æ–ª–∏—Ç–∫–æ—Ä—Ä–µ–∫—Ç–Ω–µ–µ... –ù–µ –ø–∞–Ω–∞—Ü–µ—è –≤–æ–≤—Å–µ. –ë—É–¥–µ—Ç —Å—Ç–∞–±–∏–ª–∏–∑–∏—Ä–æ–≤–∞—Ç—å –Ω–∞–ø—Ä—É–≥—É –Ω–∞ —â—ë—Ç–∫–∞—Ö, –Ω–æ –Ω–µ –æ–±–æ—Ä–æ—Ç—ã. –û–±–æ—Ä–æ—Ç—ã –≤ –∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–∏–∫–µ –º–æ–∂–Ω–æ —Å—Ç–∞–±–∏–ª–∏–∑–∏—Ä–æ–≤–∞—Ç—å –∏–ª–∏ –ø–æ –¥–∞—Ç—á–∏–∫—É –≤—Ä–∞—â–µ–Ω–∏—è, –ª–∏–±–æ –ø–æ –Ω–∞—Å–∞–∂–µ–Ω–Ω–æ–º—É –Ω–∞ —Ç–æ—Ç –∂–µ –≤–∞–ª —Ç–∞—Ö–æ–≥–µ–Ω–µ—Ä–∞—Ç–æ—Ä—É, –ª–∏–±–æ –±–æ–ª–µ–µ —Å–ª–æ–∂–Ω–æ–π —Å—Ö–µ–º–æ–π —Å —É—á–∞—Å—Ç–∏–µ–º –º–∏–∫—Ä–æ–∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–∞ –ø–æ –ø—É–ª—å—Å–∞—Ü–∏—è–º –ø—Ä–æ—Ç–∏–≤–æ-–≠–î–°. –ê —ç—Ç–æ - —Ç–∞–Ω—Ü—ã —Å –±—É–±–Ω–æ–º. –ù–∞ –º–∞–ª—ã—Ö –æ–±–æ—Ä–æ—Ç–∞—Ö - –Ω–∏–∑–∫–∏–π –∫—Ä—É—Ç—è—â–∏–π –º–æ–º–µ–Ω—Ç, –ø—Ä–æ—Å–∞–¥–∫–∞ –æ–±–æ—Ä–æ—Ç–æ–≤. –ü—Ä–∏–º–µ—Ä —Ç–∞–∫–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è: https://aliexpress.ru/item/400025807972 ... 5294267737 https://aliexpress.ru/item/400029329574 ... web201603_ https://aliexpress.ru/item/400029329574 ... web201603_ BLDC BLDC - –±–µ–∑—â—ë—Ç–æ—á–Ω—ã–µ, —Å —Ä–æ—Ç–æ—Ä–æ–º –Ω–∞ –ø–æ—Å—Ç–æ—è–Ω–Ω—ã—Ö –º–∞–≥–Ω–∏—Ç–∞—Ö (–∏–ª–∏ –≤–µ–Ω—Ç–∏–ª—å–Ω–æ-–∏–Ω–¥—É–∫—Ç–æ—Ä–Ω—ã–µ, SRM) —à–ø–∏–Ω–¥–µ–ª–∏... –ú–Ω–µ —ç—Ç–æ—Ç –≤–∞—Ä–∏–∞–Ω—Ç –≤–∏–¥–∏—Ç—Å—è –ø–æ–ª—É—á—à–µ. –û–±—ã—á–Ω–æ –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä —Ç–∞–∫–æ–≥–æ –¥–≤–∏–≥–∞—Ç–µ–ª—è –≤–µ—Å—å–º–∞ –Ω–µ–¥–æ—Ä–æ–≥, –∏ –æ–±–æ—Ä–æ—Ç—ã —Ä–µ–≥—É–ª–∏—Ä—É–µ—Ç –æ—Ç 0 (–≤–ø–ª–æ—Ç—å –¥–æ —É–¥–µ—Ä–∂–∞–Ω–∏—è —è–∫–æ—Ä—è –Ω–∞ –º–µ—Å—Ç–µ) –¥–æ –º–∞–∫—Å–∏–º–∞–ª—å–Ω—ã—Ö. –î–∞–∂–µ –Ω–∞ –º–∞–ª—ã—Ö –æ–±–æ—Ä–æ—Ç–∞—Ö –º–æ–∂–Ω–æ —Å—Ç–∞–±–∏–ª–∏–∑–∏—Ä–æ–≤–∞—Ç—å –≤—Ä–∞—â–µ–Ω–∏–µ –¥–æ –Ω–µ–∫–æ—Ç–æ—Ä–æ–≥–æ –ø—Ä–µ–¥–µ–ª–∞ (—Ä–µ–≥—É–ª–∏—Ä—É—è —Ç–æ–∫, –ø—Ä–æ—Ç–µ–∫–∞—é—â–∏–π —á–µ—Ä–µ–∑ —Å—Ç–∞—Ç–æ—Ä –ø—Ä–∏ –∑–∞–¥–∞–Ω–Ω–æ–º –∑–Ω–∞—á–µ–Ω–∏–∏ —á–∞—Å—Ç–æ—Ç—ã –ø–µ—Ä–µ–±–æ—Ä–∞ —Ñ–∞–∑). –ï—Å—Ç—å –≥–æ—Ç–æ–≤—ã–µ, –∫–∞–∫ —Å —Ü–∞–Ω–≥–æ–π ER8, —Ç–∞–∫ –∏ ER11, –Ω–æ –∏—Ö –ø–æ–¥—à–∏–ø–Ω–∏–∫–∏ –≤—ã–∑—ã–≤–∞—é—Ç —É –º–µ–Ω—è –Ω–µ–∫–æ—Ç–æ—Ä—ã–µ —Å–æ–º–Ω–µ–Ω–∏—è –≤ –∏—Ö –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω–æ—Å—Ç–∏; –ø–ª—é—Å —Å–ø–æ—Å–æ–± –∫—Ä–µ–ø–ª–µ–Ω–∏—è - –Ω–µ –∞–π—Å...: https://aliexpress.ru/item/32966718228. ... web201603_ https://aliexpress.ru/item/32991152296. ... 6876326213 https://aliexpress.ru/item/32991152296. ... 6876326213 –ù–∞ –ø–æ—Å–ª–µ–¥–Ω–∏–π —Ä—É–≥–∞—é—Ç—Å—è, —á—É—Ç—å –ª–∏ –Ω–µ –º–∞—Ç–æ–º: –±–∏–µ–Ω–∏–µ –∏ –≥—Ä–µ–µ—Ç—Å—è. –ú–æ—Ç–æ—Ä - –≥—É–∞–Ω–æ. –í–æ—Ç –∏ —Ö–æ—á—É –≤–∑—è—Ç—å –∑–∞ –æ—Å–Ω–æ–≤—É –º–æ—Ç–æ—Ä—ã, –∏–º–µ—é—â–∏–µ –¥–æ—Å—Ç–∞—Ç–æ—á–Ω—ã–π –∫—Ä—É—Ç—è—â–∏–π –º–æ–º–µ–Ω—Ç –Ω–∞ –≤–∞–ª—É, —Ç–∏—Ö–∏–µ, —Å–¥–µ–ª–∞–Ω–Ω—ã–µ –∞–∫–∫—É—Ä–∞—Ç–Ω–æ. –ü–æ–≥–æ–≤–æ—Ä–∏—Ç—å —Å –∑–∞–≤–æ–¥–æ–º –Ω–∞ –ø—Ä–µ–¥–º–µ—Ç –∫–∞—Å—Ç–æ–º–∏–∑–∞—Ü–∏–∏ –≤–∞–ª–∞, —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –¥–∞—Ç—á–∏–∫–∞ —á–∞—Å—Ç–æ—Ç—ã –≤—Ä–∞—â–µ–Ω–∏—è. –ü–æ—Ç–æ–º—É –∏ —Å–ø—Ä–æ—Å–∏–ª –æ –ø—Ä–µ–¥–ø–æ—á—Ç–µ–Ω–∏—è—Ö –≤ –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–º –¥–∏–∞–º–µ—Ç—Ä–µ —Å–≤–µ—Ä–ª–µ–Ω–∏—è. –¢–æ –ª–∏ 0,3-4–º–º. –¢–æ –ª–∏ 0,5-6–º–º. –ü–æ–¥—à–∏–ø–Ω–∏–∫–æ–≤—ã–µ –∫—Ä—ã—à–∫–∏ —ç—Ç–∏—Ö –º–æ—Ç–æ—Ä–æ–≤ - –≤ –ø–µ—Ä–µ–¥–µ–ª–∫—É, –ø–æ—Å–∫–æ–ª—å–∫—É –±—É–¥—É—Ç —Å—Ç–∞–≤–∏—Ç—å—Å—è —Å–ø–µ—Ü–∏–∞–ª—å–Ω—ã–µ –∫–æ–º–ø–ª–µ–∫—Ç—ã –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω—ã—Ö —à–ø–∏–Ω–¥–µ–ª—å–Ω—ã—Ö –ø–æ–¥—à–∏–ø–Ω–∏–∫–æ–≤ —Å —Ä–µ–≥—É–ª–∏—Ä—É–µ–º—ã–º –Ω–∞—Ç—è–≥–æ–º (–∏ –≤ –≤–∞—Ä–∏–∞–Ω—Ç–µ —Ñ—Ä–µ–∑–µ—Ä–Ω–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è - —Ä–∞—Å—á–∏—Ç–∞–Ω–Ω—ã–µ –Ω–∞ –±–æ–∫–æ–≤—É—é –Ω–∞–≥—Ä—É–∑–∫—É, –≤ –æ—Ç–ª–∏—á–∏–µ –æ—Ç —á–∏—Å—Ç–æ —Å–≤–µ—Ä–ª–∏–ª—å–Ω–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è). –§–∞–∫—Ç–∏—á–µ—Å–∫–∏ —è —Å–µ–π—á–∞—Å –ø—Ä–æ—Ä–∞–±–∞—Ç—ã–≤–∞—é —Ç–∞–∫–∏–µ –∫—Ä—ã—à–∫–∏, –∫–æ—Ç–æ—Ä—ã–µ —Å–ª—É–∂–∏–ª–∏ –±—ã –∏ –∫—Ä–µ–ø–ª–µ–Ω–∏–µ–º –∫ –±–∞–±–∫–µ (–ø–∏–Ω–æ–ª–∏) —Å—Ç–∞–Ω–∫–∞. –ö–∞–∫ –ø—Ä–∏–º–µ—Ä—ã:   https://aliexpress.ru/item/33008170431. ... 183380%230https://aliexpress.ru/item/33060535184. ... 7520705436https://aliexpress.ru/item/33057612485. ... 7532713451 https://aliexpress.ru/item/33008170431. ... 183380%230https://aliexpress.ru/item/33060535184. ... 7520705436https://aliexpress.ru/item/33057612485. ... 7532713451–ò —Ç—ç–¥—ç......... arkhnchul",url="/forum/viewtopic.php?p=3952075#p3952075 –ø–∏—Å–∞–ª(–∞): —à–ø–∏–Ω–¥–µ–ª—å - –æ–Ω –ø—Ä–æ—Å—Ç–æ —à–ø–∏–Ω–¥–µ–ª—å. –í—Ä–∞—â–∞—é—â–∞—è—Å—è –æ—Å—å, —É –∫–æ—Ç–æ—Ä–æ–π —Å –æ–¥–Ω–æ–π —Å—Ç–æ—Ä–æ–Ω—ã - —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω–∞—è –ø–æ—Å–∞–¥–∫–∞ –ø–æ–¥ –æ—Å–Ω–∞—Å—Ç–∫—É/–∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç (–≤–Ω—É—Ç—Ä–µ–Ω–Ω–∏–π –∏–ª–∏ –Ω–∞—Ä—É–∂–Ω—ã–π –∫–æ–Ω—É—Å), —Å –¥—Ä—É–≥–æ–π - –ø–æ—Å–∞–¥–∫–∞ –¥–ª—è –ø—Ä–∏–≤–æ–¥–∞ (–Ω–∞ —Ç–∞–∫–∏–µ –º–æ—â–Ω–æ—Å—Ç–∏ –∏ –æ–±–æ—Ä–æ—Ç—ã –Ω–∞—Å—Ç–æ—è—Ç–µ–ª—å–Ω–æ —Ä–µ–∫–æ–º–µ–Ω–¥—É—é –∑—É–±—á–∞—Ç—ã–µ –∏–ª–∏ –ø–æ–ª–∏–∫–ª–∏–Ω–æ–≤—ã–µ —Ä–µ–º–Ω–∏, –ø—Ä–æ—Å—Ç–æ –∏ –¥–µ—à–µ–≤–æ), –∑–∞–∫—Ä–µ–ø–ª–µ–Ω–Ω–∞—è –≤ –±–æ–ª–µ–µ-–º–µ–Ω–µ–µ —Ä–∞—Å–ø—Ä–æ—Å—Ç—Ä–∞–Ω–µ–Ω–Ω—ã—Ö –ø–æ–¥—à–∏–ø–Ω–∏–∫–∞—Ö, –∫–∞–∫–æ–≤—ã–µ –≤ —Å–≤–æ—é –æ—á–µ—Ä–µ–¥—å –≤–Ω–µ—à–Ω–∏–º–∏ –æ–±–æ–π–º–∞–º–∏ —Å–æ–µ–¥–∏–Ω—è—é—Ç—Å—è —Å –Ω–µ–∫–æ–µ–π –ø–∏–Ω–æ–ª—å—é –ª–∏–±–æ –Ω–µ–ø–æ—Å—Ä–µ–¥—Å—Ç–≤–µ–Ω–Ω–æ —Å –∫–æ—Ä–ø—É—Å–æ–º...
...–•–æ—Ç–∏–º –Ω–µ—á—Ç–æ –ø—Ä–æ–º–µ–∂—É—Ç–æ—á–Ω–æ–µ - –∞—Å–∏–Ω—Ö—Ä–æ–Ω–Ω–∏–∫ —Å —á–∞—Å—Ç–æ—Ç–Ω–∏–∫–æ–º, –æ–Ω–∏ –∏ –º–µ–ª–∫–∏–µ –±—ã–≤–∞—é—Ç. –ò–ª–∏ –º–æ–¥–µ–ª—å–Ω—ã–π –±–µ—Å–∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–∏–∫ —Å –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–æ–º, –∏—Ö –µ—Å—Ç—å –≤ –∫–æ–ª–∏—á–µ—Å—Ç–≤–µ –∏ —Ä–∞–∑–Ω–æ–æ–±—Ä–∞–∑–∏–∏ –±–æ–ª—å—à–æ–º.
–¢–∞–∫–∂–µ –º–æ–∂–µ–º –ø–æ—á—Ç–∏ –±–µ—Å–ø–ª–∞—Ç–Ω–æ –ø–æ–ª—É—á–∏—Ç—å –≤–∞—Ä–∏–∞—Ü–∏–∏ –ø–µ—Ä–µ–¥–∞—Ç–æ—á–Ω—ã—Ö –æ—Ç–Ω–æ—à–µ–Ω–∏–π –æ—Ç –º–æ—Ç–æ—Ä–∞ –∫ —à–ø–∏–Ω–¥–µ–ª—é. –ü—Ä–∏ —Ç–∞–∫–∏—Ö —Ä–∞–∑–º–µ—Ä–∞—Ö –∏ –Ω–∞–ª–∏—á–∏–∏ –Ω–æ—Ä–º–∞–ª—å–Ω–æ–≥–æ —Ä–µ–≥—É–ª—è—Ç–æ—Ä–∞, –≤–∞—è—Ç—å –ª–∏—à–Ω–∏–µ –≤—Ä–∞—â–∞—é—â–∏–µ—Å—è —á–∞—Å—Ç–∏, –¥–∞ –µ—â—ë –Ω–∞ —Ä–µ–º–Ω—è—Ö... –ù–µ —Å—á–∏—Ç–∞—é –Ω—É–∂–Ω—ã–º. –õ–∏—à–Ω–∏–µ –∏—Å—Ç–æ—á–Ω–∏–∫–∏ —à—É–º–∞, –ª–∏—à–Ω–∏–µ —Ä–∞—Å—Ö–æ–¥–Ω–∏–∫–∏, –≥—Ä–æ–º–æ–∑–¥–∫–æ... –ù–µ –æ–ø—Ä–∞–≤–¥–∞–Ω–æ, –≤ –æ–±—â–µ–º. –ü—Ä—è–º–æ–π –ø—Ä–∏–≤–æ–¥ - –≤–ø–æ–ª–Ω–µ —Å–µ–±–µ –ø–æ–ª—É—á–∞–µ—Ç—Å—è. –ò –ª–∏—à–Ω–µ–≥–æ - –Ω–µ –Ω–∞—Ç—å. Jeri –ø–∏—Å–∞–ª(–∞): ...–±–æ–ª—å—à–∏–Ω—Å—Ç–≤—É –±—É–¥–µ—Ç –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ –ø—Ä–æ—Å—Ç–æ –∫–∞—á–µ—Å—Ç–≤–æ —Å–æ–±—Ä–∞–Ω–Ω–æ–≥–æ, –∂–µ—Å—Ç–∫–æ–≥–æ, –º–∏–Ω–∏–∞—Ç—é—Ä–Ω–æ–≥–æ 3-–æ—Å–µ–≤–æ–≥–æ –ß–ü–£ —Ñ—Ä–µ–∑–µ—Ä–∞, –∞ –æ—Å–Ω–∞—Å—Ç–∫—É –¥–ª—è –Ω–µ —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω–æ–≥–æ –∫—Ä–µ–ø–ª–µ–Ω–∏—è –∑–∞–≥–æ—Ç–æ–≤–æ–∫ –æ–Ω–∏ —É–∂–µ –∏–∑–≥–æ—Ç–æ–≤—è—Ç –Ω–∞ —ç—Ç–æ–º —Å–∞–º–æ–º —Å—Ç–∞–Ω–æ—á–∫–µ. –û–ö –ü—Ä–æ—Å—Ç–æ–π –ø—Ä–∏–º–µ—Ä: –î–µ–ª–∞–µ–º 2 –ø—Ä–æ—Å—Ç—ã—Ö —Ä—É—á–∫–∏ –¥–ª—è —Ä–µ–∑—é–∫–æ–≤/–∫–æ–Ω–¥—é–∫–æ–≤ –∏ –ø—Ä–æ—á–∏—Ö —ç–Ω–∫–æ–¥–µ—Ä–æ–≤. –ë–µ—Ä—ë–º –ª—é–º–∏–Ω–∏–≤—ã–π –∫—Ä—É–≥–ª—è–∫ —Ñ=25–º–º, –≤—ã—Å–æ—Ç–æ–π 15–º–º; —Å–≤–µ—Ä–ª–∏–º –Ω–µ—Å–∫–≤–æ–∑–Ω–æ–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –ø–æ —Ü–µ–Ω—Ç—Ä—É –æ–∫—Ä—É–∂–Ω–æ—Å—Ç–∏ —Ñ=4–º–º –ø–æ–¥ –≤–∞–ª, –∏ —Å–±–æ–∫—É —Ñ=2–º–º –ø–æ–¥ –≥—É–∂–æ–Ω—á–∏–∫. –ì–¥–µ –±—É–¥–µ—Ç –±—ã—Å—Ç—Ä–µ–µ: –Ω–∞ —Å–≤–µ—Ä–ª–∏–ª–∫–µ, –∏–ª–∏ –Ω–∞ –ß–ü–£?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω —è–Ω–≤ 04, 2021 21:05:30 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–≤—Å–µ –µ—â–µ –Ω–µ–ø–æ–Ω—è—Ç–Ω–æ, —á—Ç–æ –∑–∞ —Å—Ç–∞–Ω–æ–∫ –≤—ã —Ö–æ—Ç–∏—Ç–µ –¥–µ–ª–∞—Ç—å. –¢–æ —Å–≤–µ—Ä–ª–µ–Ω–∏–µ, —Ç–æ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞–Ω–∏–µ —É–ø–æ–º–∏–Ω–∞–µ—Ç–µ. –ß–µ–º –≤–∞–º –Ω–∞ –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ–º —Ñ—Ä–µ–∑–µ—Ä–Ω–æ–º —Å–≤–µ—Ä–ª–∏—Ç—å –Ω–µ –Ω—Ä–∞–≤–∏—Ç—Å—è? –ö–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω—ã–µ –º–æ—Ç–æ—Ä—ã –∏ —à–ø–∏–Ω–¥–µ–ª–∏ –Ω–∞ –æ—Å–Ω–æ–≤–µ –æ–Ω—ã—Ö - –∫–∞—Ç–µ–≥–æ—Ä–∏—á–µ—Å–∫–∏ –Ω–µ —Ä–µ–∫–æ–º–µ–Ω–¥—É—é —Å –∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω—ã–º–∏ –≤ –ø—Ä–∏–Ω—Ü–∏–ø–µ –∏ —Ç–∞–∫ –ø–æ–Ω—è—Ç–Ω–æ, —É–ª—å—Ç—Ä–∞–±—é–¥–∂–µ—Ç–Ω—ã–π –≤–∞—Ä–∏–∞–Ω—Ç. BLDC - –±–µ–∑—â—ë—Ç–æ—á–Ω—ã–µ, —Å —Ä–æ—Ç–æ—Ä–æ–º –Ω–∞ –ø–æ—Å—Ç–æ—è–Ω–Ω—ã—Ö –º–∞–≥–Ω–∏—Ç–∞—Ö (–∏–ª–∏ –≤–µ–Ω—Ç–∏–ª—å–Ω–æ-–∏–Ω–¥—É–∫—Ç–æ—Ä–Ω—ã–µ, SRM) —à–ø–∏–Ω–¥–µ–ª–∏... —ç—Ç–∏ –¥–ª—è —Å–≤–æ–∏—Ö –º–æ—â–Ω–æ—Å—Ç–µ–π —É–∂–µ –≤–ø–æ–ª–Ω–µ –Ω–µ–ø–ª–æ—Ö–∏. –ü–æ—Ç–æ–º—É –∏ —Å–ø—Ä–æ—Å–∏–ª –æ –ø—Ä–µ–¥–ø–æ—á—Ç–µ–Ω–∏—è—Ö –≤ –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–º –¥–∏–∞–º–µ—Ç—Ä–µ —Å–≤–µ—Ä–ª–µ–Ω–∏—è. –∞ —Ç—É—Ç –Ω–µ –≤ –ø—Ä–µ–¥–ø–æ—á—Ç–µ–Ω–∏—è—Ö –¥–µ–ª–æ. –ü–æ—Ç—Ä–µ–±–Ω—ã–µ –æ–±–æ—Ä–æ—Ç—ã –∏ –º–æ–º–µ–Ω—Ç –Ω–∞ –Ω–∏—Ö –∫—Ä—É—Ç–æ —Ä–∞–∑–ª–∏—á–∞—é—Ç—Å—è. –°–∏–ª—å–Ω–æ —Å–æ–º–Ω–µ–≤–∞—é—Å—å, —á—Ç–æ –±–µ–∑ –ø–æ–ª–Ω–æ—Ü–µ–Ω–Ω–æ–π —Å–µ—Ä–≤—ã –≤—ã —Å–º–æ–∂–µ—Ç–µ –æ–±–µ—Å–ø–µ—á–∏—Ç—å –∏ —Ç–æ –∏ –¥—Ä—É–≥–æ–µ –æ–¥–Ω–æ–≤—Ä–µ–º–µ–Ω–Ω–æ –∏ –¥–ª—è 0.3, –∏ –¥–ª—è 6. –ü–æ–¥—à–∏–ø–Ω–∏–∫–æ–≤—ã–µ –∫—Ä—ã—à–∫–∏ —ç—Ç–∏—Ö –º–æ—Ç–æ—Ä–æ–≤ - –≤ –ø–µ—Ä–µ–¥–µ–ª–∫—É, –ø–æ—Å–∫–æ–ª—å–∫—É –±—É–¥—É—Ç —Å—Ç–∞–≤–∏—Ç—å—Å—è —Å–ø–µ—Ü–∏–∞–ª—å–Ω—ã–µ –∫–æ–º–ø–ª–µ–∫—Ç—ã –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω—ã—Ö —à–ø–∏–Ω–¥–µ–ª—å–Ω—ã—Ö –ø–æ–¥—à–∏–ø–Ω–∏–∫–æ–≤ —Å —Ä–µ–≥—É–ª–∏—Ä—É–µ–º—ã–º –Ω–∞—Ç—è–≥–æ–º (–∏ –≤ –≤–∞—Ä–∏–∞–Ω—Ç–µ —Ñ—Ä–µ–∑–µ—Ä–Ω–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è - —Ä–∞—Å—á–∏—Ç–∞–Ω–Ω—ã–µ –Ω–∞ –±–æ–∫–æ–≤—É—é –Ω–∞–≥—Ä—É–∑–∫—É, –≤ –æ—Ç–ª–∏—á–∏–µ –æ—Ç —á–∏—Å—Ç–æ —Å–≤–µ—Ä–ª–∏–ª—å–Ω–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è).
–§–∞–∫—Ç–∏—á–µ—Å–∫–∏ —è —Å–µ–π—á–∞—Å –ø—Ä–æ—Ä–∞–±–∞—Ç—ã–≤–∞—é —Ç–∞–∫–∏–µ –∫—Ä—ã—à–∫–∏, –∫–æ—Ç–æ—Ä—ã–µ —Å–ª—É–∂–∏–ª–∏ –±—ã –∏ –∫—Ä–µ–ø–ª–µ–Ω–∏–µ–º –∫ –±–∞–±–∫–µ (–ø–∏–Ω–æ–ª–∏) —Å—Ç–∞–Ω–∫–∞. –∞ —Ç–∞–º –Ω–µ –≤–æ–∑–Ω–∏–∫–Ω–µ—Ç —Å–æ–º–Ω–µ–Ω–∏–π –≤ –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω–æ—Å—Ç–∏ –∫–∏—Ç–∞–π—Å–∫–∏—Ö —Ä–∞–±–æ—Ç?)) –Ω–µ, —è –Ω–µ —Ö–æ—á—É —Å–∫–∞–∑–∞—Ç—å, —á—Ç–æ –∫–∏—Ç–∞–π—Ü—ã –æ–±—è–∑–∞—Ç–µ–ª—å–Ω–æ —Å–¥–µ–ª–∞—é—Ç –≥–æ–≤–Ω–æ. –ù–æ —É –Ω–∏—Ö, –∫–∞–∫ –∏ –≤–µ–∑–¥–µ, –∫–∞—á–µ—Å—Ç–≤–æ –ø—Ä–∏—Ö–æ–¥–∏—Ç —Å –¥–µ–Ω—å–≥–∞–º–∏ –ª—é–±–æ–ø—ã—Ç–Ω–æ –±—É–¥–µ—Ç —É–∑–Ω–∞—Ç—å –≤–ø–æ—Å–ª–µ–¥—Å—Ç–≤–∏–∏ —Å—Ç–æ–∏–º–æ—Å—Ç—å —ç—Ç–∏—Ö –º–µ—Ä–æ–ø—Ä–∏—è—Ç–∏–π, –∫–∞–∫ –¥–æ–≥–æ–≤–æ—Ä–∏—Ç–µ—Å—å —Å –∏—Å–ø–æ–ª–Ω–∏—Ç–µ–ª–µ–º. –Ω–µ —Ä–∞—Å—Å–º–∞—Ç—Ä–∏–≤–∞–ª–∏ –≤–∞—Ä–∏–∞–Ω—Ç –ø—Ä–æ—Å—Ç–æ –≤–∑—è—Ç—å –∫–∏—Ç–∞–π—Å–∫—É—é –≤–æ–¥—è–Ω–∫—É 800–í—Ç? –≠—Ç–æ —Ç–∞–∫–∏ —É–∂–µ –Ω–∞—Å—Ç–æ—è—â–∏–π –º–æ—Ç–æ—Ä—à–ø–∏–Ω–¥–µ–ª—å, –∞ –Ω–µ –ø–µ—Ä–µ–¥–µ–ª–∞–Ω–Ω—ã–π –º–æ—Ç–æ—Ä—á–∏–∫. –ü—Ä—è–º–æ–π –ø—Ä–∏–≤–æ–¥ - –≤–ø–æ–ª–Ω–µ —Å–µ–±–µ –ø–æ–ª—É—á–∞–µ—Ç—Å—è. –ò –ª–∏—à–Ω–µ–≥–æ - –Ω–µ –Ω–∞—Ç—å. –º–Ω–µ –∫–∞–∂—Ü–∞, –≤—ã –Ω–µ—Å–∫–æ–ª—å–∫–æ –ø–µ—Ä–µ–æ—Ü–µ–Ω–∏–≤–∞–µ—Ç–µ –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç–∏ –ø—Ä—è–º–æ–≥–æ –ø—Ä–∏–≤–æ–¥–∞ –ü—Ä–æ—Å—Ç–æ–π –ø—Ä–∏–º–µ—Ä:
–î–µ–ª–∞–µ–º 2 –ø—Ä–æ—Å—Ç—ã—Ö —Ä—É—á–∫–∏ –¥–ª—è —Ä–µ–∑—é–∫–æ–≤/–∫–æ–Ω–¥—é–∫–æ–≤ –∏ –ø—Ä–æ—á–∏—Ö —ç–Ω–∫–æ–¥–µ—Ä–æ–≤.
–ë–µ—Ä—ë–º –ª—é–º–∏–Ω–∏–≤—ã–π –∫—Ä—É–≥–ª—è–∫ —Ñ=25–º–º, –≤—ã—Å–æ—Ç–æ–π 15–º–º; —Å–≤–µ—Ä–ª–∏–º –Ω–µ—Å–∫–≤–æ–∑–Ω–æ–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –ø–æ —Ü–µ–Ω—Ç—Ä—É –æ–∫—Ä—É–∂–Ω–æ—Å—Ç–∏ —Ñ=4–º–º –ø–æ–¥ –≤–∞–ª, –∏ —Å–±–æ–∫—É —Ñ=2–º–º –ø–æ–¥ –≥—É–∂–æ–Ω—á–∏–∫. –∫–∞–∫–±—ç —ç—Ç—Å–∞–º–æ–µ, —É —Ö–æ–±–±–∏—Å—Ç–∞ –∞-–∞—Ç–Ω—é–¥—å –Ω–µ–æ–±—è–∑–∞—Ç–µ–ª—å–Ω–æ –µ—Å—Ç—å –ø–æ—Ç—Ä–µ–±–Ω–æ—Å—Ç—å —Ç–æ–ª—å–∫–æ –≤ –ø—Ä–æ—Å—Ç—ã—Ö —Ä—É—á–∫–∞—Ö)
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 05, 2021 03:36:59 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 334
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–∏ –≤–º–µ—Å—Ç–µ —Å —Ç–µ–º —É–≤–µ–ª–∏—á–µ–Ω–∏–µ —É–¥–æ–±—Å—Ç–≤–∞ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏—è.
–∫–∞–∫–æ–π —Å–∞–º–æ–¥–µ–ª—å–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–æ–π —Å –º–µ–Ω—å—à–∏–º–∏ –≥–∞–±–∞—Ä–∏—Ä—Ç–∞–º–∏ –º–æ–∂–Ω–æ –∑–∞–º–µ–Ω–∏—Ç—å, –∫ –ø—Ä–∏–º–µ—Ä—É, –£–î–ì? –ß–µ—Ç–≤–µ—Ä—Ç–∞—è –æ—Å—å –Ω–∏—á—É—Ç—å –Ω–µ –º–µ–Ω—å—à–µ. —á–µ—Ç–≤–µ—Ä—Ç–∞—è –æ—Å—å —Ö–æ—Ç—å –∏ –Ω–µ –º–µ–Ω—å—à–µ, –Ω–æ –æ–Ω–∞ —É–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–µ–µ, –∞ –¥–æ–±–∞–≤—å—Ç–µ 5—é –æ—Å—å –∏ –≤–æ–æ–±—â–µ –Ω–∏–∫–∞–∫–∏–µ –æ—Å–Ω–∞—Å—Ç–∫–∏ –Ω–µ –ø–æ–Ω–∞–¥–æ–±—è—Ç—Å—è, –ª–∏–±–æ –æ—á–µ–Ω—å —Å–æ–∫—Ä–∞—Ç–∏—Ç—Å—è –∏—Ö –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ–µ –∫–æ–ª–∏—á–µ—Å—Ç–≤–æ. –≤–ø—Ä–æ—á–µ–º —ç—Ç–æ —Ç–æ–ª—å–∫–æ –º–æ–µ –≤–∏–¥–µ–Ω–∏–µ, —É –º–µ–Ω—è –ø–æ–≤–æ—Ä–æ—Ç–Ω–∞—è –æ—Å—å –≤–∞–ª—è–µ—Ç—Å—è –±–µ–∑ –¥–µ–ª–∞ —É–∂–µ –ª–µ—Ç 6, –ø–æ–∫–∞ –≤ –Ω–µ–π –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç—å –Ω–µ –≤–æ–∑–Ω–∏–∫–∞–ª–∞, –≤–∞–º –≤–æ–∑–º–æ–∂–Ω–æ –¥–µ–π—Å—Ç–≤–∏—Ç–µ–ª—å–Ω–æ —ç—Ç–æ –Ω—É–∂–Ω–æ, —É –≤—Å–µ—Ö —Å–≤–æ–∏ —Ö–æ—Ç–µ–ª–∫–∏:) –í–æ—Ç –∏ —Ö–æ—á—É –≤–∑—è—Ç—å –∑–∞ –æ—Å–Ω–æ–≤—É –º–æ—Ç–æ—Ä—ã, –∏–º–µ—é—â–∏–µ –¥–æ—Å—Ç–∞—Ç–æ—á–Ω—ã–π –∫—Ä—É—Ç—è—â–∏–π –º–æ–º–µ–Ω—Ç –Ω–∞ –≤–∞–ª—É, —Ç–∏—Ö–∏–µ, —Å–¥–µ–ª–∞–Ω–Ω—ã–µ –∞–∫–∫—É—Ä–∞—Ç–Ω–æ. –ö–∞–∫ –ø—Ä–∏–º–µ—Ä—ã: https://aliexpress.ru/item/33008170431. ... 183380%230https://aliexpress.ru/item/33060535184. ... 7520705436https://aliexpress.ru/item/33057612485. ... 7532713451–ò —Ç—ç–¥—ç......... –≤ –∫–∞—á–µ—Å—Ç–≤–µ –º–æ—Ç–æ—Ä—á–∏–∫–æ–≤ –¥–ª—è —Å–≤–µ—Ä–ª–∏–ª–∫–∏ –Ω–µ –ø–ª–æ—Ö–æ–π –≤–∞—Ä–∏–∞–Ω—Ç, —Ç–æ–ª—å–∫–æ –≤–æ—Ç –∫–∞–∫ –≤—ã –µ–≥–æ –≤–∏–¥–∏—Ç–µ –≤ –∫–∞—á–µ—Å—Ç–≤–µ —à–ø–∏–Ω–¥–µ–ª—è —Ñ—Ä–µ–∑–µ—Ä–Ω–æ–≥–æ —Å—Ç–∞–Ω–∫–∞?? –≤–∞—Å –Ω–µ —Å–º—É—â–∞—é—Ç –æ–±–æ—Ä–æ—Ç—ã, –∫–æ—Ç–æ—Ä—ã–µ –≤—Å–µ–≥–æ 3000? —á–µ–º –≤–∞—Å –Ω–µ —É—Å—Ç—Ä–∞–∏–≤–∞—é—Ç –≥–æ—Ç–æ–≤—ã–µ –º–æ—Ç–æ—Ä—à–ø–∏–Ω–¥–µ–ª–∏ —Å –≤–æ–¥—è–Ω—ã–º –æ—Ö–ª–∞–∂–¥–µ–Ω–∏–µ–º? —ç—Ç–æ—Ç —Ä–∞—Å—Ö–æ–Ω–∏–∫ –ø–æ —Å—É—Ç–∏ –º–æ–∂–Ω–æ –≤ –ª—é–±–æ–π –º–æ–º–µ–Ω—Ç –≥–¥–µ —É–≥–æ–¥–Ω–æ –∫—É–ø–∏—Ç—å, —ç—Ç–æ –Ω–µ —É–Ω–∏–∫–∞–ª—å–Ω—ã–π –∫–æ–º–ø–æ–Ω–µ–Ω—Ç, –≤ –æ—Ç–ª–∏—á–∏–µ –æ—Ç –∫–∞—Å—Ç–æ–º–Ω–æ–≥–æ –¥–≤–∏–≥–∞—Ç–µ–ª—è —Å –ø–µ—Ä–µ–¥–µ–ª–∞–Ω–Ω—ã–º —É–∑–ª–æ–º. –û–ö
–ü—Ä–æ—Å—Ç–æ–π –ø—Ä–∏–º–µ—Ä:
–î–µ–ª–∞–µ–º 2 –ø—Ä–æ—Å—Ç—ã—Ö —Ä—É—á–∫–∏ –¥–ª—è —Ä–µ–∑—é–∫–æ–≤/–∫–æ–Ω–¥—é–∫–æ–≤ –∏ –ø—Ä–æ—á–∏—Ö —ç–Ω–∫–æ–¥–µ—Ä–æ–≤.
–ë–µ—Ä—ë–º –ª—é–º–∏–Ω–∏–≤—ã–π –∫—Ä—É–≥–ª—è–∫ —Ñ=25–º–º, –≤—ã—Å–æ—Ç–æ–π 15–º–º; —Å–≤–µ—Ä–ª–∏–º –Ω–µ—Å–∫–≤–æ–∑–Ω–æ–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –ø–æ —Ü–µ–Ω—Ç—Ä—É –æ–∫—Ä—É–∂–Ω–æ—Å—Ç–∏ —Ñ=4–º–º –ø–æ–¥ –≤–∞–ª, –∏ —Å–±–æ–∫—É —Ñ=2–º–º –ø–æ–¥ –≥—É–∂–æ–Ω—á–∏–∫.
–ì–¥–µ –±—É–¥–µ—Ç –±—ã—Å—Ç—Ä–µ–µ: –Ω–∞ —Å–≤–µ—Ä–ª–∏–ª–∫–µ, –∏–ª–∏ –Ω–∞ –ß–ü–£? –Ω–∞ —Å–≤–µ—Ä–ª–∏–ª–∫–µ –∫–æ–Ω–µ—á–Ω–æ, –Ω–æ –ª–∏—á–Ω–æ —É –º–µ–Ω—è –ø–æ–¥ —Ç–∞–∫–∏–µ –¥–µ–ª–∞ –µ—Å—Ç—å –æ—Ç–¥–µ–ª—å–Ω–∞—è –Ω–µ–±–æ–ª—å—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞, –∏—Å–ø–æ–ª—å–∑—É—é –≤ –Ω–µ–∫–æ—Ç–æ—Ä—ã—Ö —Å–ª—É—á–∞—è—Ö, –∫–æ–≥–¥–∞ –ª–µ–Ω—å –∑–∞–ø—É—Å–∫–∞—Ç—å —Å—Ç–∞–Ω–æ–∫ –∏ –≥–æ—Ä–æ–¥–∏—Ç—å –£–ü. —Ç–æ–≥–¥–∞ –≤–æ–ø—Ä–æ—Å, –≤—ã –¥–µ–ª–∞–µ—Ç–µ —Å–≤–µ—Ä–ª–∏–ª–∫—É –∏–ª–∏ –ß–ü–£ —Ñ—Ä–µ–∑–µ—Ä?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 05, 2021 03:52:33 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–¥–æ–±–∞–≤—å—Ç–µ 5—é –æ—Å—å –∏ –≤–æ–æ–±—â–µ –Ω–∏–∫–∞–∫–∏–µ –æ—Å–Ω–∞—Å—Ç–∫–∏ –Ω–µ –ø–æ–Ω–∞–¥–æ–±—è—Ç—Å—è, –ª–∏–±–æ –æ—á–µ–Ω—å —Å–æ–∫—Ä–∞—Ç–∏—Ç—Å—è –∏—Ö –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ–µ –∫–æ–ª–∏—á–µ—Å—Ç–≤–æ. —ç—Ç–æ –µ—Å–ª–∏ –æ–≥—Ä–∞–Ω–∏—á–∏—Ç—å—Å—è –≤—ã–≥—Ä—ã–∑–∞–Ω–∏–µ–º –¥–µ—Ç–∞–ª–µ–π –∏–∑ –∑–∞–≥–æ—Ç–æ–≤–æ–∫ —Å –æ–¥–Ω–æ–≥–æ —É—Å—Ç–∞–Ω–æ–≤–∞. –Ý–∞–±–æ—Ç–∞ —Å –ø–µ—Ä–µ—Å—Ç–∞–Ω–æ–≤–∫–∞–º–∏ –∏–ª–∏ —Å –≥–æ—Ç–æ–≤—ã–º–∏ –¥–µ—Ç–∞–ª—è–º–∏ –ø–æ–¥ —Ä–µ–º–æ–Ω—Ç –∏–ª–∏ –ø–µ—Ä–µ–¥–µ–ª–∫—É –ø–æ—á—Ç–∏ –≤—Å–µ–≥–¥–∞ –ø–æ–¥—Ä–∞–∑—É–º–µ–≤–∞–µ—Ç –∑–∞–º—É–¥—Ä–µ–Ω–æ–µ –≤—ã—Å—Ç–∞–≤–ª–µ–Ω–∏–µ –ø–æ –ø–æ–ª—É—Ä–∞–Ω–¥–æ–º–Ω—ã–º –ø–ª–æ—Å–∫–æ—Å—Ç—è–º –∏–ª–∏ –æ—Å—è–º) –≤ –∫–∞—á–µ—Å—Ç–≤–µ –º–æ—Ç–æ—Ä—á–∏–∫–æ–≤ –¥–ª—è —Å–≤–µ—Ä–ª–∏–ª–∫–∏ –Ω–µ –ø–ª–æ—Ö–æ–π –≤–∞—Ä–∏–∞–Ω—Ç, —Ç–æ–ª—å–∫–æ –≤–æ—Ç –∫–∞–∫ –≤—ã –µ–≥–æ –≤–∏–¥–∏—Ç–µ –≤ –∫–∞—á–µ—Å—Ç–≤–µ —à–ø–∏–Ω–¥–µ–ª—è —Ñ—Ä–µ–∑–µ—Ä–Ω–æ–≥–æ —Å—Ç–∞–Ω–∫–∞?? –≤–∞—Å –Ω–µ —Å–º—É—â–∞—é—Ç –æ–±–æ—Ä–æ—Ç—ã, –∫–æ—Ç–æ—Ä—ã–µ –≤—Å–µ–≥–æ 3000? —Ç—É—Ç –∫–∞–∫ –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å... –¥–ª—è —Å–≤–µ—Ä–ª–∏–ª–∫–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏–π –≤ –ø–ª–∞—Ç–∞—Ö —Ç–≤–µ—Ä–¥–æ—Å–ø–ª–∞–≤–æ–º 0.5–º–º - –¥–∞, "–≤—Å–µ–≥–æ" 3000rpm. –î–ª—è —Ñ—Ä–µ–∑–µ—Ä–∞ –ø–æ —Å—Ç–∞–ª–∏ —Å–∫–∞–∂–µ–º —á–µ—Ç—ã—Ä–µ—Ö–ø–µ—Ä–æ–π —Ñ6 - —ç—Ç–æ –∞–∂ —Ü–µ–ª—ã—Ö –Ω–∏—Ñ–∏–≥–∞ —Å–µ–±–µ 3000rpm, —Ñ—Ä–µ–∑—É –±—ã –Ω–µ —Å–∂–µ—á—å)
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 05, 2021 04:53:00 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 334
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
—Ç—É—Ç –∫–∞–∫ –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å... –¥–ª—è —Å–≤–µ—Ä–ª–∏–ª–∫–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏–π –≤ –ø–ª–∞—Ç–∞—Ö —Ç–≤–µ—Ä–¥–æ—Å–ø–ª–∞–≤–æ–º 0.5–º–º - –¥–∞, "–≤—Å–µ–≥–æ" 3000rpm. –î–ª—è —Ñ—Ä–µ–∑–µ—Ä–∞ –ø–æ —Å—Ç–∞–ª–∏ —Å–∫–∞–∂–µ–º —á–µ—Ç—ã—Ä–µ—Ö–ø–µ—Ä–æ–π —Ñ6 - —ç—Ç–æ –∞–∂ —Ü–µ–ª—ã—Ö –Ω–∏—Ñ–∏–≥–∞ —Å–µ–±–µ 3000rpm, —Ñ—Ä–µ–∑—É –±—ã –Ω–µ —Å–∂–µ—á—å) —Å–∏–ª–æ–≤—ã–º —Å–ø–æ—Å–æ–±–æ–º? –¥–∞ —ç—Ç–æ –ø—Ä–∏–º–µ—Ä–Ω–æ —ç—Ç–∏ –æ–±–æ—Ä–æ—Ç—ã –∞ –ø—Ä–∏ —Å–∫–æ—Ä–æ—Å—Ç–Ω–æ–π –æ–±—Ä–∞–±–æ—Ç–∫–µ –æ–±–æ—Ä–æ—Ç—ã –Ω—É–∂–Ω—ã –±—É–¥—É—Ç –≤ —Ä–∞–π–æ–Ω–µ 8000-12000, —á—Ç–æ –¥–æ "—Å–∂–µ—á—å", —Ç–≤–µ—Ä–¥–æ—Å–ø–ª–∞–≤–Ω—ã–π –∏ –ø—Ä–µ–¥–Ω–∞–∑–Ω–∞—á–µ–Ω –∑–∞—Ç–æ—á–µ–Ω –¥–ª—è —Ä–∞–±–æ—Ç—ã –≤ —Ç–∞–∫–∏—Ö —Ä–µ–∂–∏–º–∞—Ö, –≥–¥–µ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç –∏–∑ –±—ã—Å—Ç—Ä–æ—Ä–µ–∑–∞ –≤ –º–æ–º–µ–Ω—Ç "—Å—è–¥–µ—Ç", —Ç–≤–µ—Ä–¥–æ—Å–ø–ª–∞–≤–Ω—ã–π —Å "–∏—Å–∫—Ä–∞–º–∏" –±—É–¥–µ—Ç –ø–∏–ª–∏—Ç—å —Å—Ç–∞–ª—é–∫—É —Ç–æ–ª—å–∫–æ —É—Å–ø–µ–≤–∞–π –≤—ã–≥—Ä–µ–±–∞—Ç—å —Å—Ç—Ä—É–∂–∫—É. –∏ —Ö–≤–∞—Ç–∏—Ç –ª–∏ —Ç–æ–≥–æ "–º–æ—Ç–æ—Ä—á–∏–∫–∞" –¥–ª—è —Ä–∞–±–æ—Ç—ã –ø–æ —Å—Ç–∞–ª–∏ —Ñ—Ä–µ–∑–æ–π —Ñ6, –ø—Ä–∏ –∑–∞–≥–ª—É–±–ª–µ–Ω–∏–∏ —Ö–æ—Ç—è –±—ã –ø–æ 0.5–º–º –∑–∞ –ø—Ä–æ—Ö–æ–¥ ? –≤–æ—Ç –≤–æ—Ç, –ø–æ–ª—É—á–∞–µ—Ç—Å—è —É–∑–∫–∞—è —Å–ø–µ—Ü–∏–∞–ª–∏–∑–∞—Ü–∏—è, –æ–±—Ä–∞–±–æ—Ç–∫–∞ —Å—Ç–∞–ª–∏ —Å–∏–ª–æ–≤—ã–º —Å–ø–æ—Å–æ–±–æ–º, –∞ —Ç–æ—Ç –∂–µ —Ü–≤–µ—Ç–º–µ—Ç –ø–æ–≥—Ä—ã–∑—Ç—å? –Ω–∞ 3000 –æ–±–æ—Ä–æ—Ç–∞—Ö —ç—Ç–æ –±—É–¥–µ—Ç –≤–µ—Å—å–º–∞ –º–µ–¥–ª–µ–Ω–Ω–æ –∏ –ø–µ—á–∞–ª—å–Ω–æ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 05, 2021 16:11:46 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 618
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–∞ –ø—Ä–∏ —Å–∫–æ—Ä–æ—Å—Ç–Ω–æ–π –æ–±—Ä–∞–±–æ—Ç–∫–µ –æ–±–æ—Ä–æ—Ç—ã –Ω—É–∂–Ω—ã –±—É–¥—É—Ç –≤ —Ä–∞–π–æ–Ω–µ 8000-12000 –∫–∞–∫ –≤—ã —Å–µ–±–µ –ø—Ä–µ–¥—Å—Ç–∞–≤–ª—è–µ—Ç–µ —Å–∫–æ—Ä–æ—Å—Ç–Ω—É—é –æ–±—Ä–∞–±–æ—Ç–∫—É –Ω–∞ –æ–±—Å—É–∂–¥–∞–µ–º–æ–º —á–∏—Å—Ç–æ —Ä—É–∫–æ–ø–∞—à–Ω–æ–º —Å—Ç–∞–Ω–∫–µ?)
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 05, 2021 16:55:00 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 334
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–∞ –ø—Ä–∏ —Å–∫–æ—Ä–æ—Å—Ç–Ω–æ–π –æ–±—Ä–∞–±–æ—Ç–∫–µ –æ–±–æ—Ä–æ—Ç—ã –Ω—É–∂–Ω—ã –±—É–¥—É—Ç –≤ —Ä–∞–π–æ–Ω–µ 8000-12000 –∫–∞–∫ –≤—ã —Å–µ–±–µ –ø—Ä–µ–¥—Å—Ç–∞–≤–ª—è–µ—Ç–µ —Å–∫–æ—Ä–æ—Å—Ç–Ω—É—é –æ–±—Ä–∞–±–æ—Ç–∫—É –Ω–∞ –æ–±—Å—É–∂–¥–∞–µ–º–æ–º —á–∏—Å—Ç–æ —Ä—É–∫–æ–ø–∞—à–Ω–æ–º —Å—Ç–∞–Ω–∫–µ?) —ç–º–º, –∏–∑ —Ç–æ–ø–∏–∫–∞ –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ, —á—Ç–æ —ç—Ç–æ "—Ä—É—á–Ω–æ–µ", –∞ –Ω–µ –ß–ü–£, —Ç–æ–≥–¥–∞ –≤–æ–ø—Ä–æ—Å–æ–≤ –Ω–µ—Ç
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 06, 2021 11:03:01 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
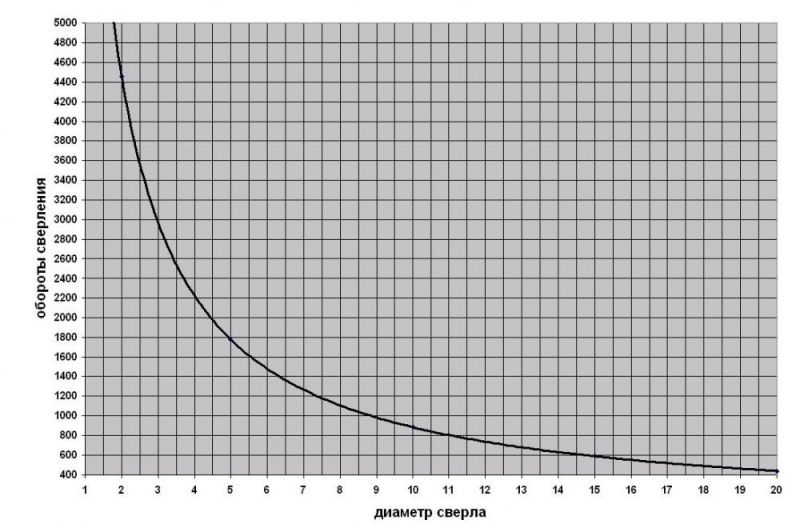
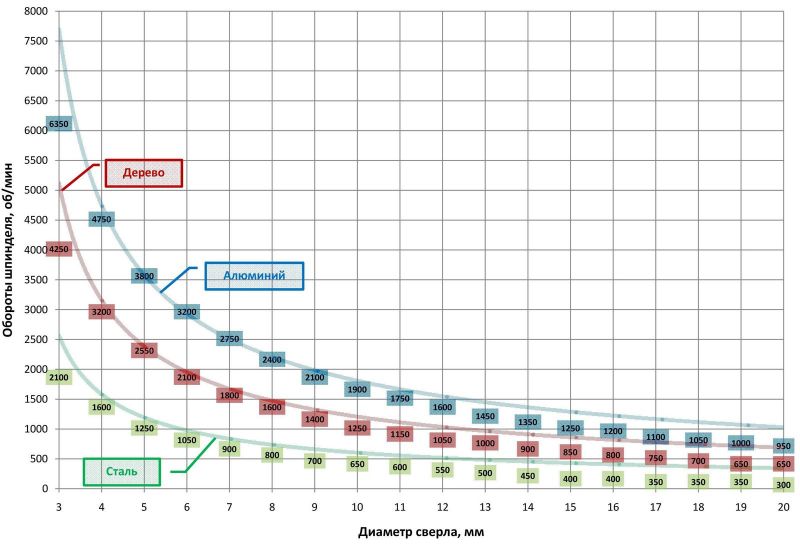
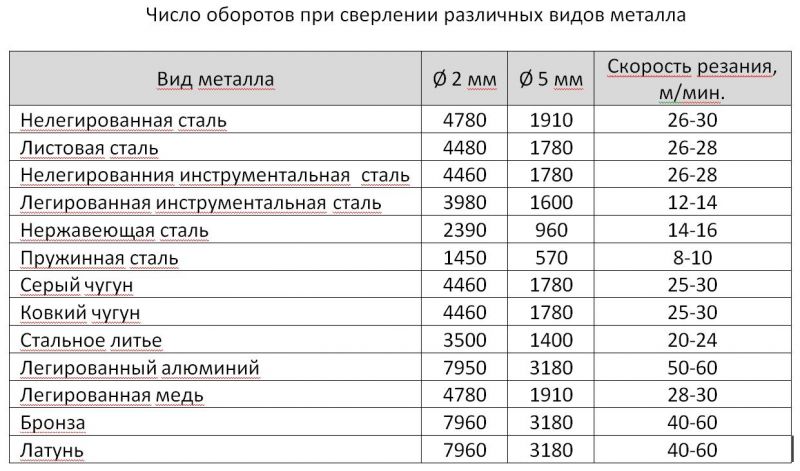
–°–∞–ª—è–º —Å –Ω–æ–≤–æ–≥–æ —Å—Ç–æ–ª–∞.... (OFF)–ü–µ—Ä–µ—Å–æ–±—Ä–∞–ª –º–æ–Ω—Ç–∞–∂–Ω—ã–π —Å—Ç–æ–ª, –≤—ã—Ä–≤–∞–Ω–Ω—ã–π –∏–∑ —Ü–µ–ø–∫–∏—Ö –ª–∞–ø –º–µ—Ç–∞–ª–ª–æ–ª–æ–º—â–∏–∫–æ–≤. –ü–æ—Å—Ç–∞–≤–∏–ª –ø—Ä–∏–±–æ—Ä—ã, –ø—Ä–µ—Ä–µ—Ç–∞—â–∏–ª –∫–æ–º–ø... —É—Å—Ç—Ä–∞–∏–≤–∞—é—Å—å –ø–æ—Ç–∏—Ö–æ–Ω—å–∫—É  –í –ø–µ—Ä–µ–¥–Ω–µ–º —É–≥–ª—É, –ø–æ –ø—Ä–∞–≤—É—é —Ä—É–∫—É, —Ç–∞–∫ –∏ –ø—Ä–æ—Å–∏—Ç—Å—è –º–∞–ª–µ–Ω—å–∫–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞/—Ñ—Ä–µ–∑–µ—Ä...  (/OFF) –ò —á—É—Ç—å –ø–æ–¥—Ä–æ–±–Ω–µ–µ –æ —Ä–µ–∂–∏–º–∞—Ö —Å–≤–µ—Ä–ª–µ–Ω–∏—è –∏ –æ–±–æ—Ä–æ—Ç–∞—Ö... –í–æ–æ–±—â–µ...  –í —á–∞—Å—Ç–Ω–æ—Å—Ç–∏...  –ò –Ω–∞—à –¥–∏–∞–ø–∞–∑–æ–Ω... 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 4 –∏–∑ 17
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 321 ] |
, , , , , , ... |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: –Ω–µ—Ç –∑–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω–Ω—ã—Ö –ø–æ–ª—å–∑–æ–≤–∞—Ç–µ–ª–µ–π –∏ –≥–æ—Å—Ç–∏: 18 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|