|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫—Ä–æ
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 2 –∏–∑ 17
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 322 ] |
, , , , ... |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
musor

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –¥–µ–∫ 20, 2020 20:37:03 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 123
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 7959
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± —Å–µ–Ω 13, 2014 16:27:32
–°–æ–æ–±—â–µ–Ω–∏–π: 39199
–û—Ç–∫—É–¥–∞: –°–ø–∏—Ä—Ç–æ–ì–æ–Ω—Å–∫ —Å–æ–∑–≤–µ–∑–¥–∏—è –û–º–µ–≥–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
—Å —Ä–∞–∑–º–µ—Ä–∞–º–∏ —Ç–æ–∫–∞—Ä–Ω–∏–∫–∞ –¥—É—Å–∞—é –º–Ω–æ–≥–∏–µ —Å–æ–≥–ª–∞—Å—è—Ç—Å—è –Ω—É–∂–µ–Ω –º–∏–Ω–∏–º—É–º –¥–∏–∞–º—Ç—Ä 30—Å–º –±–æ–ª–≤–∞–Ω–∫–∏ –¥–ª–∏–Ω–∞ –¥–æ 1–º –æ–±—è–∑–∞—Ç–µ–ª–Ω–∞ –∫–æ—Ä–æ–±–∫–∞ —Å–∫–æ—Ä–æ—Å—Ç–µ–π —à–ø–∏–Ω–¥–µ–ª—è –∏ –∫–æ—Ä–æ–±–∫–∞ –Ω–∞ –ø–æ–¥–∞—á—É –¥–ª—è –ª—é–±—ã—Ö —à–∞–≥–æ—Ñ –∞—Ñ—Ç–æ–ø–æ–¥–∞—á–∏ –ø—Ä–∏ –Ω–∞—Ä–µ–∑–∫–µ —Ä–µ–∑–± –∫–∞ –¥–∂—é–π–º–æ–≤—ã—Ö —Ç–∞–∫ –∏ –º–µ—Ç—Ä–∏—á–µ—Å–∫–∏—Ö
–º–µ–Ω—à–µ –∏ –±–µ–∑ –∞–≤—Ç–æ–ø–æ–¥–∞—á–∏ –ø—Ä–æ–¥–æ–ª–Ω–æ—Ü —ç—Ç–æ –∏–≥—Ä—É—à–∫–∞ –∏ –Ω–µ —Å—Ç–æ–∏—Ç –¥–µ–Ω–µ–≥ ...
–∞ –≤—Ç —Ç–∞–∫–æ–µ —è –±—ã –∫—É–ø–º–∏–ª –º–æ—Ç–æ—Ä –∂–µ–ª–∞—Ç–µ–ª–Ω–æ 1-2–∫–≤—Ç —Å —á–∞—Å—Ç–æ—Ç–Ω–∏–∫–æ–º
_________________
Z–ú—É–¥—Ä–æ—Å—Ç—å(–û–ø—ã—Ç –∏ –≤—ã–¥–µ—Ä–∂–∫–∞) –ø—Ä–∏—Ö–æ–¥–∏—Ç —Å –≥–æ–¥–∞–º–∏.
–í—Å–µ –í–∞—à–∏ –±–µ–¥—ã –∏ –ø—Ä–æ–±–ª–µ–º—ã, –æ—Ç –Ω–µ–¥–æ—Å—Ç–∞—Ç–∫–∞ –∑–Ω–∞–Ω–∏–π.
–£–º–Ω—ã–π –∏ —É –¥—É—Ä–∞–∫–∞ –Ω–∞—É—á–∏—Ç—Å—è, –∞ –¥—É—Ä–∞–∫—É –∏ ..
–ê–ª–±–µ—Ä—Ç –ï–π–Ω—à—Ç–µ–π–Ω –Ω–µ –ø–æ–º–æ–∂–µ—Ç –∏ –í–í–ü –Ω–µ —Å–ø–∞—Å–µ—Ç.–∏ –ú–ß–° –æ–ø–∞–∑–¥–∞–µ—Ç
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
BlackKilkennyCat
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –¥–µ–∫ 20, 2020 20:39:59 |
|
| –°–æ–±—É—Ç—ã–ª—å–Ω–∏–∫ –ö–æ—Ç–∞ |
–ö–∞—Ä–º–∞: 36
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 808
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 29, 2017 06:58:50
–°–æ–æ–±—â–µ–Ω–∏–π: 2906
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
musor, –Ω–µ —Å–æ–≥–ª–∞—à—É—Å—å. –ù—É–∂–Ω–æ –º–∏–Ω–∏–º—É–º 300 –º–º –Ω–∞–¥ —Å—Ç–∞–Ω–∏–Ω–æ–π.
—Å–º –∏ –Ω–µ—É—Ç–æ—á–Ω–µ–Ω–∏–µ –≥–¥–µ - —ç—Ç–æ —É –ø–ª–æ—Ç–Ω–∏–∫–æ–≤.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –¥–µ–∫ 20, 2020 21:17:48 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
BlackKilkennyCat –ø–∏—Å–∞–ª(–∞): –∫—Å—Ç–∞—Ç–∏, –≤–æ–ø—Ä–æ—Å, —á—Ç–æ –¥–µ–ª–∞—Ç—å —Å–æ —Å—Ç–∞—Ä—ã–º–∏ –ø–æ–ª—å—Ç–∞–º–∏, –±–æ–ª–µ–µ –∞–∫—Ç—É–∞–ª–µ–Ω, —á–µ–º –∫–∞–∫–∏–µ-—Ç–æ –∏–Ω—ã–µ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏–∏ –û—Ç–Ω—é–¥—å. –°—Ç–∞—Ä—ã–µ –ø–æ–ª—å—Ç—ã - –≤–ø–æ–ª–Ω–µ —é–∑–∞–±–µ–ª—å–Ω—ã –≤ —Ö–æ–∑—è–π—Å—Ç–≤–µ: –∏ –≤ –æ–≥–æ—Ä–æ–¥–µ –ø–æ–∫–æ–≤—ã—Ä—è—Ç—å—Å—è, –∏ –∑–∞ –ø–æ–ª–µ—à–∫–∞–º–∏ —Å—Ö–æ–¥–∏—Ç—å, –∏ –≤ –º–æ—Ä–æ–∑—ã –Ω–∞–∫–∏–¥–∞—Ç—å –Ω–∞ –ª–∞–∑ –ø–æ–≥—Ä–µ–±–∞... –ò –∫–æ—Ç–∏–∫–∞–º –ø–æ—Å—Ç–µ–ª–∏—Ç—å.  –¢–∞–∫—à—Ç–∞–∞... –Ω–µ —Å—Ç–æ–∏—Ç—å, –ø–æ—Å–∫–æ–ª—å–∫—É –Ω–µ –∞–∫—Ç—É–∞–ª–µ–Ω. –í–æ–ø—Ä–æ—Å... –∏–º–µ–ª—Å—è –≤–≤–∏–¥—É. BlackKilkennyCat –ø–∏—Å–∞–ª(–∞): musor, –Ω–µ —Å–æ–≥–ª–∞—à—É—Å—å. –ù—É–∂–Ω–æ –º–∏–Ω–∏–º—É–º 300 –º–º –Ω–∞–¥ —Å—Ç–∞–Ω–∏–Ω–æ–π.
—Å–º –∏ –Ω–µ—É—Ç–æ—á–Ω–µ–Ω–∏–µ –≥–¥–µ - —ç—Ç–æ —É –ø–ª–æ—Ç–Ω–∏–∫–æ–≤. –ú–æ—Å—å–µ, —Å–∏–ª—è–Ω—Å!.. –≠—Ç–æ –Ω–µ –Ω–∞—à —Ä–∞–∑–º–µ—Ä. –Ø - —Ç–æ–∂–µ –ø–ª–∞–Ω–∏—Ä—É—é –∏–∂–∞–∫ 250–π –Ω–∞–¥—ã–±–∞—Ç—å. –•–∞–±-–º–æ—Ç–æ—Ä—ã –¥–ª—è —Å–∞–º–æ—Ö–æ–¥–Ω—ã—Ö –¥–µ–≤–∞–π—Å–æ–≤ –∑–∞–ø–∏–ª–∏–≤–∞—Ç—å. –ù–æ –Ω–µ —â–∞. –Ý–µ—á—å - —ç–∫—Å–∫–ª—é–∑–∏—Ç–µ–ª—å–Ω–æ –æ –ù–ê–°–¢–û–õ–¨–ù–´–• –º–∞—à–∏–Ω–∫–∞—Ö. –°—Ç–æ–µ—á–∫–∏ –¥–ª—è –ø–ª–∞—Ç –∏ —Ç—é–Ω–∏–Ω–≥ –≤—Å—è–∫–∏—Ö —Ä—É—á–µ–∫ –¥–ª—è –∞–ø–ø–∞—Ä–∞—Ç—É—Ä—ã. –í–æ—Ç, —á—Ç–æ —Ö–æ—Ç—è—Ç –Ý–ê–î–ò–û–∫–æ—Ç—ã.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –¥–µ–∫ 20, 2020 21:41:44 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 621
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ê —è –∏ –≤–æ–ø—Ä–æ—à–∞–ª –ø–æ-–∏—Ö–Ω–µ–º—É.
–Ø —Ç–æ–ª—å–∫–æ –Ω–µ –∑–Ω–∞–ª –ø—Ä–æ —Ç–æ, —à–æ —ç–Ω—Ç–æ—Ç –∫–æ–Ω—É—Å –∫–∞–∫–æ–π-—Ç–æ –î–∂–µ–π–∫–æ–±—Å –ø—Ä–∏–¥—É–º–∞–ª. –ò —É–ø–æ—Ä–Ω–æ –∏—Å–∫–∞–ª "Taper JT" –∏ "cone JT".   –õ–∏—Ç–µ–π–∫–∞ - –¥–æ—Å—Ç—É–ø–Ω–∞. –≤–æ—Ç —á–µ–≥–æ –≤—Å–µ—Ö —Å–Ω–∞—á–∞–ª–∞ –Ω–µ–ø—Ä–µ–º–µ–Ω–Ω–æ —Ç—è–Ω–µ—Ç –Ω–∞ –ª–∏—Ç–µ–π–∫—É "–î–æ—Å—Ç—É–ø–Ω–∞" - –≤ —Å–º—ã—Å–ª–µ, –Ω–∞ —Ö–∞–ª—è–≤—É, –∏–ª–∏ –≤–æ–æ–±—â–µ –≤ –ø—Ä–∏–Ω—Ü–∏–ø–µ –µ—Å—Ç—å –∫–∞–∫–æ–π-—Ç–æ –≤—ã—Ö–æ–¥? –ê –≤–æ—Ç –∂–∏–≤–æ—Ç—Ä–µ–ø–µ—â—É—â–∏–π –≤–æ–ø—Ä–æ—Å - –Ý–ê–ó–ú–ï–Ý–´.
–Ý–∞–∑–º–µ—Ä—ã —Å—Ç–æ–ª–∞, –≤—ã–±–æ—Ä –ø–∞–∑–æ–≤, –ø–∞—Ç—Ä–æ–Ω–æ–≤, –æ—Å–Ω–∞—Å—Ç–∫–∏, –≤—ã—Å–æ—Ç–∞ –∫–æ–ª–æ–Ω–Ω—ã... –∞ –¥–µ–ª–∞—Ç—å-—Ç–æ —á—Ç–æ –Ω–∞ —Å—Ç–∞–Ω–∫–µ? –ù—É... –•–æ—Ç—è –±—ã —Ä–∞–∑–º–µ—Ä—ã —Å—Ç–æ–ª–∞.
–ú–Ω–µ –ø—Ä–µ–¥—Å—Ç–∞–≤–ª—è–µ—Ç—Å—è –æ–ø—Ç–∏–º–∞–ª—å–Ω—ã–º –¥–ª—è –∫–≤–∞—Ä—Ç–∏—Ä–Ω–æ–≥–æ –ø–∏—Å—å–º–µ–Ω–Ω–æ–≥–æ —Å—Ç–æ–ª–∞ - –ø—Ä–∏–±–ª. —Ä–∞–∑–º–µ—Ä –ª–∏—Å—Ç–∞ –±—É–º–∞–≥–∏ –ê4. —ç—Ç–æ —Ä–∞–∑–º–µ—Ä —Å—Ç–æ–ª–∞ –∏–ª–∏ –ø–æ–ª–µ –æ–±—Ä–∞–±–æ—Ç–∫–∏? –í–æ–æ–±—â–µ - —Ö–æ—à—å –∫–∞–∫ —Ö–æ—à—å, –∞ –º–∞–ª–∞–≤–∞—Ç–∞ –±—É–¥–∏—Ç! –û—Å–Ω–∞—Å—Ç–∫–∞ —Å—ä–µ—Å—Ç –º–Ω–æ–≥–æ. –•–æ—Ç—è –±—ã –∫–∞–∫ —É –ù–ì–§-–® —Ä–∞–∑–Ω—ã—Ö —Å—Ç–æ–ª. –º–µ–ª–∫–æ—Ç—É –≤ –µ–¥–∏–Ω—Å—Ç–≤–µ–Ω–Ω–æ–º —ç–∫–∑–µ–º–ø–ª—è—Ä–µ –∏–º—Ö–æ –ø—Ä–æ—â–µ –±—É–¥–µ—Ç —Å–æ–±—Ä–∞—Ç—å –æ—Å–Ω–æ–≤–Ω—É—é –±–∞–∑—É –∏–∑ –£–°–ü, –≤–æ–¥—Ä—É–∑–∏—Ç—å –Ω–∞ —ç—Ç–æ –¥–µ–ª–æ –ø–æ–ø–µ—Ä–µ—á–∫—É —Å –º–∞–ª–æ–π –ø—Ä–æ–¥–æ–ª—å–Ω–æ–π –æ—Ç –≤–∑—Ä–æ—Å–ª–æ–≥–æ —Ç–æ–∫–∞—Ä–Ω–æ–≥–æ, –∏ –æ—Å—Ç–∞–Ω–µ—Ç—Å—è –≤—ã–¥—É–º–∞—Ç—å –ø–µ—Ä–µ–º–µ—â–µ–Ω–∏–µ —à–ø–∏–Ω–¥–µ–ª—è –ø–æ Z. –î–æ–±–∞–≤–ª–µ–Ω–æ after 9 minutes 10 seconds:–æ–±—è–∑–∞—Ç–µ–ª–Ω–∞ –∫–æ—Ä–æ–±–∫–∞ —Å–∫–æ—Ä–æ—Å—Ç–µ–π —à–ø–∏–Ω–¥–µ–ª—è –∏ –∫–æ—Ä–æ–±–∫–∞ –Ω–∞ –ø–æ–¥–∞—á—É –¥–ª—è –ª—é–±—ã—Ö —à–∞–≥–æ—Ñ –∞—Ñ—Ç–æ–ø–æ–¥–∞—á–∏ –ø—Ä–∏ –Ω–∞—Ä–µ–∑–∫–µ —Ä–µ–∑–± –∫–∞ –¥–∂—é–π–º–æ–≤—ã—Ö —Ç–∞–∫ –∏ –º–µ—Ç—Ä–∏—á–µ—Å–∫–∏—Ö —ç—Ç–æ –≤—Å–µ, –∫–æ–Ω–µ—á–Ω–æ, —Ö–æ—Ä–æ—à–æ, –Ω–æ –¥–ª—è –¥–æ–º–∞—à–Ω–µ–≥–æ –Ω–∞—Å—Ç–æ–ª—å–Ω–∏–∫–∞ –∞—Ü—Ü–∫–æ–µ –≥—Ä–æ–º—ã—Ö–ª–æ –∏ –º–∞—Å—Å–∞ –≤—Å–µ–≥–æ —ç—Ç–æ–≥–æ –±—É–¥–∏–ª—å–Ω–∏–∫–∞ –Ω–∞—Ñ–∏–≥ –Ω–µ –Ω–∞—Ç—å. –û–±–æ—Ä–æ—Ç—ã —Ä–µ—à–∞—é—Ç—Å—è —á–∞—Å—Ç–æ—Ç–Ω–∏–∫–æ–º, BLDC –∏–ª–∏ —Å–µ—Ä–≤–æ–π; –Ω–∞ –ø–æ–¥–∞—á–∏ —Ö–≤–∞—Ç–∏—Ç —Ä—É—á–Ω–æ–π —Å–º–µ–Ω—ã —à–µ—Å—Ç–µ—Ä–µ–Ω –∏–ª–∏ –∫–∞—Ä–¥–∏–Ω–∞–ª—å–Ω–æ - "—ç–ª–µ–∫—Ç—Ä–æ–Ω–Ω–æ–π –≥–∏—Ç–∞—Ä—ã", –Ω–µ—Ç —Ç–∞–º –Ω–∏—á–æ —Å–ª–æ–∂–Ω–æ–≥–æ –≤ –Ω–µ–π, —ç–Ω–∫–æ–¥–µ—Ä, —à–∞–≥–æ–≤–∏–∫ –∏ –∞—Ç–º–µ–≥–∞. –∞ –≤—Ç —Ç–∞–∫–æ–µ —è –±—ã –∫—É–ø–º–∏–ª –∞ —á–æ –∂ –Ω–µ –∫—É–ø–∏–ª –¥–æ —Å–∏—Ö –ø–æ—Ä?)
–ü–æ—Å–ª–µ–¥–Ω–∏–π —Ä–∞–∑ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å arkhnchul –í—Å –¥–µ–∫ 20, 2020 21:44:11, –≤—Å–µ–≥–æ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å 1 —Ä–∞–∑.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
BlackKilkennyCat
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –¥–µ–∫ 20, 2020 21:42:28 |
|
| –°–æ–±—É—Ç—ã–ª—å–Ω–∏–∫ –ö–æ—Ç–∞ |
–ö–∞—Ä–º–∞: 36
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 808
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 29, 2017 06:58:50
–°–æ–æ–±—â–µ–Ω–∏–π: 2906
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–Ý–µ—á—å - —ç–∫—Å–∫–ª—é–∑–∏—Ç–µ–ª—å–Ω–æ –æ –ù–ê–°–¢–û–õ–¨–ù–´–• –º–∞—à–∏–Ω–∫–∞—Ö. –°—Ç–æ–µ—á–∫–∏ –¥–ª—è –ø–ª–∞—Ç –∏ —Ç—é–Ω–∏–Ω–≥ –≤—Å—è–∫–∏—Ö —Ä—É—á–µ–∫ –¥–ª—è –∞–ø–ø–∞—Ä–∞—Ç—É—Ä—ã. –í–æ—Ç, —á—Ç–æ —Ö–æ—Ç—è—Ç –Ý–ê–î–ò–û–∫–æ—Ç—ã. –Ø —ç—Ç–æ –¥–µ–ª–∞—é –Ω–∞ –Ω–µ–Ω–∞—Å—Ç–æ–ª—å–Ω–æ–º. –ù–æ –º–Ω–µ –∫–∞–∑–∞–ª–æ—Å—å, —Ä–µ—á—å –æ –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω–æ–º. –î–ª—è —Ä—É—á–µ–∫ –∏ —Å—Ç–æ–µ—á–µ–∫ —Ö–≤–∞—Ç–∞–µ—Ç —Ö–æ–º—É—Ç–∞–º–∏ –∫–æ–µ-–∫–∞–∫ –ø—Ä–∏–∂–∞—Ç–∞—è –¥—Ä–µ–ª—å. –ê –µ—Å–ª–∏ –≤—ã—Å–æ–∫–æ—Ç–æ—á–Ω—ã–µ —Å—Ç–∞–Ω–∫–∏, —Ç–æ –º–∞–ª–µ–Ω—å–∫–∏–µ –Ω–∞—Å—Ç–æ–ª—å–Ω—ã–µ —Å—Ç–∞–Ω—É—Ç –¥–æ—Ä–æ–∂–µ –±–æ–ª—å—à–∏—Ö –Ω–∞–ø–æ–ª—å–Ω—ã—Ö. –ü–æ—Ç–æ–º—É –∫–∞–∫ –Ω–µ–æ–±—Ö–æ–¥–∏–º—ã–µ —É—Å–ª–æ–≤–∏—è –¥–ª—è –æ–±—Ä–∞–±–æ—Ç–∫–∏ –¥–µ—Ç–∞–ª–µ–π —Ä–µ–∑–∞–Ω–∏–µ–º –Ω–µ —É–º–µ–Ω—å—à–∞—é—Ç—Å—è –ø—Ä–æ–ø–æ—Ä—Ü–∏–æ–Ω–∞–ª—å–Ω–æ —Ä–∞–∑–º–µ—Ä–∞–º. –Ø –≤–æ—Ç —Ç—Ä–∏ –≥–æ–¥–∞ —É–∂–µ –ø—Ä–æ–µ–∫—Ç–∏—Ä—É—é –ª—é–±–∏—Ç–µ–ª—å—Å–∫–∏–π –ß–ü–£, –∫–æ—Ç–æ—Ä—ã–π —Å–º–æ–≥ –±—ã —Ö–æ—Ç—å –∫–∞–∫-—Ç–æ –≥—Ä—ã–∑—Ç—å —Å—Ç–∞–ª—å –∏ –ø—Ä–∏ —ç—Ç–æ–º –±—ã–ª –±—ã –¥–µ—à—ë–≤ –∏ –ø—Ä–æ—Å—Ç –≤ –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏–∏. –ò –Ω–µ –ø–æ–ª—É—á–∞–µ—Ç—Å—è –º–∞–ª–µ–Ω—å–∫–∏–π, –Ω–∏–∫–∞–∫. —Å —Ä–∞–±–æ—á–∏–º –ø–æ–ª–µ–º –≤ 150—Ö150 –º–º —É–∂–µ —Å–µ–π—á–∞—Å –µ–≥–æ –≤–µ—Å 20 –∫–≥., –∞ –±—É–¥–µ—Ç, –Ω–∞–≤–µ—Ä–Ω–æ–µ, –≤—Å–µ 40.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –¥–µ–∫ 20, 2020 21:55:30 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 621
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ê –µ—Å–ª–∏ –≤—ã—Å–æ–∫–æ—Ç–æ—á–Ω—ã–µ —Å—Ç–∞–Ω–∫–∏, —Ç–æ –º–∞–ª–µ–Ω—å–∫–∏–µ –Ω–∞—Å—Ç–æ–ª—å–Ω—ã–µ —Å—Ç–∞–Ω—É—Ç –¥–æ—Ä–æ–∂–µ –±–æ–ª—å—à–∏—Ö –Ω–∞–ø–æ–ª—å–Ω—ã—Ö. –≤–æ–æ–±—â–µ –≥–æ–≤–æ—Ä—è, –Ω–µ–æ–±—è–∑–∞—Ç–µ–ª—å–Ω–æ. –ü–æ—Ç–æ–º—É –∫–∞–∫ –Ω–µ–æ–±—Ö–æ–¥–∏–º—ã–µ —É—Å–ª–æ–≤–∏—è –¥–ª—è –æ–±—Ä–∞–±–æ—Ç–∫–∏ –¥–µ—Ç–∞–ª–µ–π —Ä–µ–∑–∞–Ω–∏–µ–º –Ω–µ —É–º–µ–Ω—å—à–∞—é—Ç—Å—è –ø—Ä–æ–ø–æ—Ä—Ü–∏–æ–Ω–∞–ª—å–Ω–æ —Ä–∞–∑–º–µ—Ä–∞–º. –∞ –æ–±—ä–µ–º –º–∞—Ç–µ—Ä–∏–∞–ª–∞, —Ç—Ä–µ–±—É–µ–º—ã–π –¥–ª—è –æ–±–µ—Å–ø–µ—á–µ–Ω–∏—è –Ω—É–∂–Ω–æ–π –∂–µ—Å—Ç–∫–æ—Å—Ç–∏, —Ç–∞–∫–∏ —É–º–µ–Ω—å—à–∞–µ—Ç—Å—è) –Ý–∞–≤–Ω–æ –∫–∞–∫ –∏ –æ–±—ä–µ–º —Ä–∞–±–æ—Ç –ø–æ –¥–æ–≤–æ–¥–∫–µ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–µ–π –∏ –¥–æ—Å—Ç—É–ø–Ω–æ—Å—Ç—å –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –¥–ª—è —Ç–∞–∫–æ–≤–æ–≥–æ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
musor
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 00:10:05 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 123
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 7959
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± —Å–µ–Ω 13, 2014 16:27:32
–°–æ–æ–±—â–µ–Ω–∏–π: 39199
–û—Ç–∫—É–¥–∞: –°–ø–∏—Ä—Ç–æ–ì–æ–Ω—Å–∫ —Å–æ–∑–≤–µ–∑–¥–∏—è –û–º–µ–≥–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–∞ —Ç–∞–∫–æ–µ —è –±—ã –∫—É–ø–∏–ª –∞ —á–æ –∂ –Ω–µ –∫—É–ø–∏–ª –¥–æ —Å–∏—Ö –ø–æ—Ä?) –ø—Ä–∏—á–∏–Ω –Ω–µ—Å–∫–æ–ª–∫–æ 1–Ω–µ—Ç –ø—Ä–µ–¥–ª–æ–∂–µ–Ω–∏–π –≤ –≥–æ—Ä–æ–¥–µ –∞ –¥–æ—Å—Ç–∞–≤–∫–∞ –∏–∑... —ç—Ç–æ —è –ø–∞—Å... 2 —Ü–µ–Ω–∞ 3 —Ä–∞–Ω—à–µ –±—ã–ª–æ –Ω–µ –¥–æ –Ω–∏—Ö... –¥–∞ –∏ –≤ –ø—Ä–∏–Ω—Ü–∏–ø–µ –º–æ–∂–Ω–æ –±—ã–ª–æ –∑—É–∫–∞–∑–∞—Ç—å –∫–æ–º—É—Ç–æ.–∏–ª–∏ –∫—É–ø–∏—Ç—å ..—Å–µ–π—á–∞—Å —Å –≤–µ–π —ç—Ç–æ–π –∫–æ–≤–∏–¥–æ-–º—É—Ç–æ—Ç–µ–Ω—å—é –≤—Å–µ —á–∞—à–µ –æ—à—É—â–∞–µ—à—å —á—Ç–æ —á—Ç–æ—Ç–æ —Å–¥–µ–ª–∞—Ç—å —Å–∞–º–æ–º—É –±—ã–ª–æ–± –Ω–µ–ø–ª–æ—Ö–∞ ...–Ω–æ –Ω–µ–Ω–∞—á–µ–º... –î–æ–±–∞–≤–ª–µ–Ω–æ after 12 minutes 37 seconds:Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫—Ä–æ–Ω–∞—à–µ—Ç —Ä—É—á–µ–∫ —Å—Ç–æ–µ–∫ —Å–ø–µ—Ü–≤–∏–Ω—Ç–æ—Ñ –¥–∞–≤–Ω–æ —Ç–æ—á—É –∏—Ö –Ω–∞ –¥—Ä–µ–ª–∫–∞—Ö+—É–ø–æ—Ä–Ω—ã–π –ø–æ–¥—à–∏–ø... —É –º–µ–Ω—è 2 –¥—Ä–µ–ª–∫–∏ –¥–ª—è —ç—Ç–æ–≥–æ 1 —Ç–∏—Ö–æ—Ö–æ–¥–Ω–∞—è –º–æ—â–Ω–∞—è —Ç–∏—Ö–æ—Ö–æ—Ç–∫–∞ –ø–æ—á—Ç–∏ 200–ö–ì–° –º–æ–º–µ–Ω—Ç–∞ –∏ –∫–æ–Ω—É—Å–æ–º –º–æ—Ä–∑–µ 3 –≤—Ç–æ—Ä–∞—è –ø–æ–¥ –º–æ—Ä–∑–µ 2 —â—É—Å—Ç—Ä–∞—è -–≤–æ—Ç –≤ –æ—Å–Ω–æ–≤–Ω–æ–º –Ω–∞ 2 –π —Ç–æ—á—É –∞ –Ω–∞ 1 —Ä–µ–∂—É—É —Ä–µ–∑–±—É –∏ –±–æ–ª—Ç—ã –ø–∏–ª—é –Ω–∞ –∫–æ–µ—É—Å—ã –º–æ—Ä–∑–µ –∫–æ–Ω–µ—á–Ω–æ —Å—Ç–∞–≤–ª—é –≤—ã—Ç–æ—á–µ–Ω—ã–µ —Ç–æ–∫–∞—Ä–µ–º –ø–∞—Ç—Ä–æ–Ω—ã —Å–æ—Ç–≤–µ—Ç—Å—Ç–≤—É—é—â–∏–µ .... –¥–∞ –µ—Å—Ç—å + –¥—Ä–µ–º–µ–ª—å —Å —Ü–∞–Ω–≥–∞–º–∏ –Ω–æ —ç—Ç–æ –∏–≥—Ä—É—à–∫–∞
_________________
Z–ú—É–¥—Ä–æ—Å—Ç—å(–û–ø—ã—Ç –∏ –≤—ã–¥–µ—Ä–∂–∫–∞) –ø—Ä–∏—Ö–æ–¥–∏—Ç —Å –≥–æ–¥–∞–º–∏.
–í—Å–µ –í–∞—à–∏ –±–µ–¥—ã –∏ –ø—Ä–æ–±–ª–µ–º—ã, –æ—Ç –Ω–µ–¥–æ—Å—Ç–∞—Ç–∫–∞ –∑–Ω–∞–Ω–∏–π.
–£–º–Ω—ã–π –∏ —É –¥—É—Ä–∞–∫–∞ –Ω–∞—É—á–∏—Ç—Å—è, –∞ –¥—É—Ä–∞–∫—É –∏ ..
–ê–ª–±–µ—Ä—Ç –ï–π–Ω—à—Ç–µ–π–Ω –Ω–µ –ø–æ–º–æ–∂–µ—Ç –∏ –í–í–ü –Ω–µ —Å–ø–∞—Å–µ—Ç.–∏ –ú–ß–° –æ–ø–∞–∑–¥–∞–µ—Ç
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 02:09:52 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 621
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
—Ç–æ –µ—Å—Ç—å, –∫–æ –≤—Å–µ–º –ø—Ä–æ–∑–≤—É—á–∞–≤—à–∏–º —Ö–æ—Ç–µ–ª–∫–∞–º –¥–æ–±–∞–≤–ª—è–µ—Ç—Å—è –µ—â–µ "–∏ —á—Ç–æ–±—ã –º–æ–∂–Ω–æ –±—ã–ª–æ –∫—É–ø–∏—Ç—å –≤–æ—Ç –ø—Ä—è–º –∑–¥–µ—Å—å –∏ –¥–µ—à–µ–≤–æ"?))
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
.U.
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 15:17:52 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –æ–∫—Ç 26, 2020 20:32:23
–°–æ–æ–±—â–µ–Ω–∏–π: 242
–û—Ç–∫—É–¥–∞: –≥–ª—É—Ö–∞—è –¥–µ—Ä–µ–≤–Ω—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ú–æ—Ä–≥–µ–Ω—Å, –ª–∏–±–µ–Ω –∫–∞—Ç–µ—Ä–Ω! –ö–∞–Ω—É–Ω –ù–æ–≤–æ–≥–æ –ì–æ–¥–∞, –∫–∞—Ç–æ–ª–∏—á–µ—Å–∫–æ–µ –Ý–æ–∂–¥–µ—Å—Ç–≤–æ, –ø–æ—Ç–æ–º –Ω–∞—à–µ–Ω—Å–∫–æ–µ, —Å–∫—Ä–µ–ø–æ–Ω–æ—Å–Ω–æ–µ... (  –∫—Ç–æ —ç—Ç–æ —Å—ä–µ—Ö–∏–¥–Ω–∏—á–∞–ª –±–µ–∑ —Å–∫—Ä–µ- ???...) –û–ª–µ–Ω—å –Ý—É–¥–æ–ª—å—Ñ —Å –µ–≥–æ–π–Ω—ã–º –∫—Ä–∞—Å–Ω—ã–º –Ω–æ—Å–æ–º —Å –Ω–µ–±–∞ –¥—Ä—ë–ø–Ω–µ—Ü—Ü–∞ –≤–º–µ—Å—Ç–µ —Å–æ-—Å-—Å–∞–Ω–∫–∞–º–∏, –ø—Ä–µ–∑–µ–Ω—Ç–∞–º–∏... –∏ –ø—å—è–Ω—ã–º –°–∞–Ω—Ç–∞ –ø—Ä—è–º–æ –∫ –í–∞–º –≤–æ –¥–≤–æ—Ä... –ü–æ–Ω–∏–º–∞—é... –≠—Ç, –∫–∞–∫ –ö–∞–ú–ê–ó —Å –ø—Ä—è–Ω–∏–∫–∞–º–∏. –ó–∞–µ–∑–∂–∞–µ—Ç –∫ –≤–∞–º –≤–æ –¥–≤–æ—Ä –∏ –æ–ø—Ä–æ–∫–∏–¥—ã–≤–∞–µ—Ç—Å—è.  —Ç–æ –µ—Å—Ç—å, –∫–æ –≤—Å–µ–º –ø—Ä–æ–∑–≤—É—á–∞–≤—à–∏–º —Ö–æ—Ç–µ–ª–∫–∞–º –¥–æ–±–∞–≤–ª—è–µ—Ç—Å—è –µ—â–µ "–∏ —á—Ç–æ–±—ã –º–æ–∂–Ω–æ –±—ã–ª–æ –∫—É–ø–∏—Ç—å –≤–æ—Ç –ø—Ä—è–º –∑–¥–µ—Å—å –∏ –¥–µ—à–µ–≤–æ"?)) –ì—ã—ã—ã.... –° —á—ë —Ç–∞–∫–∞—è —Ä–µ–∞–∫—Ü–∏—è? –ê –≤–æ—Ç —á–æ... –ú–Ω–µ —Ç—É—Ç –∑–∞ –æ–±—Ä–∞–±–æ—Ç–∫—É –ø–∞–∑–æ–≤–æ–≥–æ —Å—Ç–æ–ª–∞ —Ä–∞–∑–º–µ—Ä–∞ –ê4 –≤—ã–∫–∞—Ç–∏–ª–∏ 120—Ç—ã—Ä. ... –Ω–∞ –æ–±—Ä–∞–±–∞—Ç—ã–≤–∞—é—â–µ–º —Ü–µ–Ω—Ç—Ä–µ HAAS. –ù–æ, –∫–æ–≥–¥–∞ –∏ –∫–æ–≥–æ —ç—Ç–æ –æ—Å—Ç–∞–Ω–∞–≤–ª–∏–≤–∞–ª–æ? (–°) musor –ø–∏—Å–∞–ª(–∞): —Ä–∞–Ω—à–µ –±—ã–ª–æ –Ω–µ –¥–æ –Ω–∏—Ö... –¥–∞ –∏ –≤ –ø—Ä–∏–Ω—Ü–∏–ø–µ –º–æ–∂–Ω–æ –±—ã–ª–æ –∑—É–∫–∞–∑–∞—Ç—å –∫–æ–º—É—Ç–æ.–∏–ª–∏ –∫—É–ø–∏—Ç—å ..—Å–µ–π—á–∞—Å —Å –≤–µ–π —ç—Ç–æ–π –∫–æ–≤–∏–¥–æ-–º—É—Ç–æ—Ç–µ–Ω—å—é –≤—Å–µ —á–∞—à–µ –æ—à—É—â–∞–µ—à—å —á—Ç–æ —á—Ç–æ—Ç–æ —Å–¥–µ–ª–∞—Ç—å —Å–∞–º–æ–º—É –±—ã–ª–æ–± –Ω–µ–ø–ª–æ—Ö–∞ ...–Ω–æ –Ω–µ–Ω–∞—á–µ–º... BlackKilkennyCat –ø–∏—Å–∞–ª(–∞): –Ø –≤–æ—Ç —Ç—Ä–∏ –≥–æ–¥–∞ —É–∂–µ –ø—Ä–æ–µ–∫—Ç–∏—Ä—É—é –ª—é–±–∏—Ç–µ–ª—å—Å–∫–∏–π –ß–ü–£, –∫–æ—Ç–æ—Ä—ã–π —Å–º–æ–≥ –±—ã —Ö–æ—Ç—å –∫–∞–∫-—Ç–æ –≥—Ä—ã–∑—Ç—å —Å—Ç–∞–ª—å –∏ –ø—Ä–∏ —ç—Ç–æ–º –±—ã–ª –±—ã –¥–µ—à—ë–≤ –∏ –ø—Ä–æ—Å—Ç –≤ –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏–∏... –í–æ! –í–æ–æ–æ–æ–æ–æ–æ!!! –ò —É –º–Ω—É - —Ç–æ–∂–µ –≤ –∫–∞–¥—ã–∫ —É–ø—ë—Ä–ª–æ—Å—å. –ò, –Ω–∞–≤–µ—Ä–Ω—è–∫–∞, - –Ω–∞—Å —á–∏—Ç–∞—é—Ç "–º–æ–ª—á—É–Ω—ã", —É –∫–æ–≥–æ —ç—Ç–æ –ø–æ–¥–ø—ë—Ä–ª–æ —Ç–æ–∂–µ. –í–æ—Ç –ø–æ—Ç–æ–º—É –∏ –ø—Ä–µ–¥–ª–∞–≥–∞—é —Ç–∞–∫–æ–π –ø–ª–∞–Ω: 1. –≤—ã—Ä–∞–±–æ—Ç–∫–∞ —Ç–µ—Ö–∑–∞–¥–∞–Ω–∏—è –¥–ª—è —Å–µ–º–µ–π—Å—Ç–≤–∞ —Ç–∞–∫–∏—Ö –∞–≥—Ä–µ–≥–∞—Ç–∏–∫–æ–≤, —É–¥–æ–≤–ª–µ—Ç–≤–æ—Ä—è—é—â–∏—Ö –µ—Å–ª–∏ –Ω–µ 80% —Å—Ç—Ä–∞–∂–¥—É—é—â–∏—Ö, —Ç–æ —Ö–æ—Ç—è –±—ã 40%. –î–∞–ª—å—à–µ –¥–æ–ª–∂–Ω–æ —Å—Ä–∞–±–æ—Ç–∞—Ç—å –ø—Ä–∞–≤–∏–ª–æ 20-80. 2. –ü–æ—Å–∫–æ–ª—å–∫—É –Ω–∏—à–∞ –Ω–∞—Å—Ç–æ–ª—å–Ω—ã—Ö —Å—Ç–∞–Ω–∫–æ–≤ "–¥–ª—è —É–≥—Ä—ã–∑–µ–Ω–∏—è –≤—Å–µ–≥–æ" —É–∂–µ –∑–∞–Ω—è—Ç–∞... (–≤–∑—è—Ç—å —Ö–æ—Ç—è –±—ã Optimum, –ú–µ—Ç–∞–ª–ª-–º–∞—Å—Ç–µ—Ä, –∫–æ—Ä–≤–µ—Ç—ã, –∫–∞–ª–∏–±—Ä—ã... –∏ –∂–∏–∂–µ —Å –Ω–∏–º–∏...) ... —Ç–æ —á—É—Ç—å –º–∞–ª—è–≤–æ—à–Ω–µ–µ - –Ω–µ—Ç. –°–≤–æ–±–æ–¥–Ω–æ. –ö–∞–∫ –≤–µ—Ä–Ω–æ –∑–∞–º–µ—Ç–∏–ª–∏, –Ω–∞—á–∏–Ω–∞—é—Ç—Å—è –æ–ø—Ä–µ–¥–µ–ª—ë–Ω–Ω—ã–µ —Ç—Ä—É–¥–Ω–æ—Å—Ç–∏. –Ø —Ç–æ–∂–µ —ç—Ç—É —Ç–µ–º—É –∫–æ–≤—ã—Ä—è—é –Ω–µ –ø–µ—Ä–≤—ã–π –∏ –Ω–µ –≤—Ç–æ—Ä–æ–π –≥–æ–¥. –ö–æ–º—É –ø–æ–ª–µ –æ–±—Ä–∞–±–æ—Ç–∫–∏ –Ω–∞–¥–æ–±–Ω–æ –±–æ–ª—å—à–µ, - –≤—ç–ª–∫–∞–º –ø–æ —Å—Å—ã–ª–∫–∞–º. 3. –ú–µ–≥–∞–∞–Ω–∞–ª–∏–∑ –∫–æ–≤—ã—Ä—è–Ω–∏—è —Å –º–∏–∫—Ä–æ-–∂–µ–ª–µ–∑—è–∫–∞–º–∏ —Å –ø–æ–º–æ—â—å—é –±–æ–ª–≥–∞—Ä–æ–∫, –∫–∏—Ç–∞–π—Å–∫–∏—Ö –º–æ—Ç–æ—Ä—á–∏–∫–æ–≤ 775 –∏ –ø—Ä–æ—á–∏—Ö "–æ—Ç —Å—Ç–∏—Ä–∞–ª–æ–∫", "–æ—Ç —à—É—Ä–∏–∫–æ–≤", "–¥—Ä–µ–º–µ–ª–µ–π".... –ø–æ–∫–∞–∑–∞–ª, —á—Ç–æ: 3.1 = –º–∞–ª–µ–Ω—å–∫–∏–º —Å—Ç–∞–Ω–æ—á–∫–∞–º –Ω—É–∂–µ–Ω –º–æ—Ç–æ—Ä –¥–æ 500 –í–∞—Ç—Ç –ø–æ—Å—Ç–æ—è–Ω–Ω–æ–≥–æ —Ç–æ–∫–∞, –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–µ–º –¥–æ 42-48 –≤–æ–ª—å—Ç. –û–ø—Ç–∏–º–∞–ª—å–Ω–æ: 24-36 (–ø–∏—Ç–∞–Ω–∏–µ –æ—Ç —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã—Ö –∏—Å—Ç–æ—á–Ω–∏–∫–æ–≤ 24 –∏ 36 –≤–æ–ª—å—Ç, –∞–∫–∫—É–º–æ–≤, —Å–æ–ª–Ω–µ—á–Ω—ã—Ö –ø–∞–Ω–µ–ª–µ–π). –î–ª—è —Ä–µ—à–µ–Ω–∏—è 70-80% –∑–∞–¥–∞—á –Ω–∞—Å—Ç–æ–ª—å–Ω–æ–≥–æ –º–∞–Ω—É—Ñ–∞–∫—Ç—É—Ä–∏–Ω–≥–∞ - —Å–∞–º–æ–µ –æ–Ω–æ. –ü–ª—é—Å–æ–º –±—É–¥–µ—Ç –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç—å –Ω–µ–∑–∞–≤–∏—Å–∏–º–æ–≥–æ —ç–Ω–µ—Ä–≥–æ—Å–Ω–∞–±–∂–µ–Ω–∏—è (–Ω–∞ –≤—ã–µ–∑–¥–µ, –≤–æ –≤—Ä–µ–º—è –æ—Ç–∫–ª—é—á–µ–Ω–∏—è –ª–∏–∫—Ç—Ä–∏—á–µ—Å—Ç–≤–∞ =–≤ —Å–µ–ª—å—Å–∫–æ–π –º–µ—Å—Ç–Ω–æ—Å—Ç–∏ - –æ—Å–æ–±–æ –∞–∫—Ç—É–∞–ª—å–Ω–æ=, –∞ –∫—Ç–æ –æ—Ç–º–µ–Ω—è–ª —ç–Ω–µ—Ä–≥–µ—Ç–∏—á–µ—Å–∫–∏–π —à–∞–Ω—Ç–∞–∂?... —Ç–∏–ø–∞: –æ—Ç–∫–ª—é—á–µ–Ω–∏—è –∑–∞ –¥–æ–ª–≥–∏, –∏–ª–∏ —Å —Ü–µ–ª—å—é –Ω–∞–¥–∞–≤–∏—Ç—å... ). –£ –º–µ–Ω—è —á–µ—Ä–µ–∑ —ç—Ç–æ –ø–æ—è–≤–∏–ª–æ—Å—å –ø–∏—Ç–∞–Ω–∏–µ –æ—Ç —Å–æ–ª–Ω–µ—á–Ω—ã—Ö –ø–∞–Ω–µ–ª–µ–π. –ò –¥–∞–∂–µ —Ä–∞–∑–≤–∏–≤–∞–µ—Ç—Å—è. 3.2 = —Ä–∞–±–æ—á–µ–µ –ø–æ–ª–µ –æ–±—Ä–∞–±–æ—Ç–∫–∏ –ø—Ä–æ—Å—Ç–∏—Ä–∞–µ—Ç—Å—è –æ—Ç (–•-Y-Z) 150-150-75–º–º –¥–æ 350-270-150–º–º 3.3 = –Ω–µ—Ç –ø–æ–¥—Ö–æ–¥—è—â–µ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ –¥–ª—è —Ä–∞–±–æ—Ç—ã –≤ –¢–ê–ö–ò–• —Ä–∞–±–æ—á–∏—Ö –∑–æ–Ω–∞—Ö. –°—É—â–µ—Å—Ç–≤—É—é—â–∞—è - –±–∞–Ω–∞–ª—å–Ω–æ –Ω–µ –ª–µ–∑–µ—Ç, –∏–ª–∏ —É–±–æ–≥–∞ –¥–æ –∫—Ä–∞–π–Ω–æ—Å—Ç–∏ (–ü—Ä–æ–∫—Å–æ–Ω –∏ –ø—Ä–æ—á–∏–µ —Ö–æ–±–±–∏–π–Ω—ã–µ —É—à–ª—ë–ø–∫–∏...) 3.4 = —Å–µ—Ä–∏–π–Ω–æ –≤—ã–ø—É—Å–∫–∞—é—Ç—Å—è, –Ω–æ –º–∞–ª–æ–∏–∑–≤–µ—Å—Ç–Ω—ã –≤—Å—è–∫–∏–µ –º–∞–ª—è–≤–æ—à–Ω—ã–µ –ø–∞—Ç—Ä–æ–Ω—ã, –¥–µ—Ä–∂–∞–ª–∫–∏, –æ–ø—Ä–∞–≤–∫–∏ –¥–ª—è —Ä–∞–±–æ—Ç—ã —Å –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–æ–º –∏ –¥–µ—Ç–∞–ª—è–º–∏ (ISO-10; HSK-25 –∏ –¥—Ä-–ø—Ä...). 3.5 = –µ—Å—Ç—å –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç—å —Ä–∞–∑—Ä–∞–±–æ—Ç–∫–∏ –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è —Å –∞–≤—Ç–æ—Å–º–µ–Ω–æ–π –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –Ω–∞ –±–∞–∑–µ –≤–µ–Ω—Ç–∏–ª—å–Ω–æ-–∏–Ω–¥—É–∫—Ç–æ—Ä–Ω–æ–≥–æ, –∏–ª–∏ –±–µ—Å–∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–æ–≥–æ –¥–≤–∏–≥–∞—Ç–µ–ª—è –Ω–∞ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–µ –¥–æ 42-48–í (24–í, 36–í). –û–ø—Ä–∞–≤–∫–∏ –≤ –ø—Ä–∏—Ä–æ–¥–µ –µ—Å—Ç—å: ISO-10; HSK-25. –ú–∞–ª–µ–Ω—å–∫–∏–µ, —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–µ, –ª–µ–≥–∫–æ–¥–æ—Å—è–≥–∞–µ–º—ã–µ. –ê –≤–æ—Ç —à–ø–∏–Ω–¥–µ–ª–∏ –ø–æ–¥ –Ω–∏—Ö - –æ—Ç 220 –¥–æ 380 –ø–µ—Ä–µ–º–µ–Ω–∫–∏ —Å —á–∞—Å—Ç–æ—Ç–Ω–∏–∫–æ–º; –∏ –æ—Ç 1,5 –∫–í—Ç –º–æ—â–æ–π. –î–∞ –∏ —Ä–∞–∑–º–µ—Ä... –¥–∞–ª–µ–∫–æ –Ω–µ –Ω–∞—Å—Ç–æ–ª—å–Ω—ã–π. –¶–µ–Ω–Ω–∏–∫ –Ω–∞ —Å–∞–º—ã–π –¥–µ—à–º–∞–Ω—Å–∫–∏–π –∫–∏—Ç–∞–π - 87—Ç—ã—Ä –±–µ–∑ –¥–æ—Å—Ç–∞–≤–∫–∏. –ë—Ä–∞—Ü—Ü–∫–∞—è –®–≤–µ–π—Ü–∞—Ä–∏—è –ø—Ä–µ–¥–ª–∞–≥–∞–µ—Ç –æ—Ç 140—Ç—ã—Ä–æ–≤, –ø–ª—é—Å –¥–æ—Å—Ç–∞–≤–∫–∞. –≠—Ç–æ - –Ω–∞ –≤—Å–∫–∏–¥–∫—É. –ü–ª–∞–Ω –æ—Ç–∫—Ä—ã—Ç –∏ –º–æ–∂–Ω–æ –¥–æ–±–∞–≤–ª—è—Ç—å, —É—Ç–æ—á–Ω—è—Ç—å... –ü–æ –æ–±—Ä–∞–±–æ—Ç–∫–µ. –ü–æ —Ü–µ–Ω–Ω–∏–∫—É... - –æ–∫—É–µ–ª–∏ –¥–∞–ª–µ–∫–æ –Ω–µ –≤—Å–µ. –í –æ—Å–Ω–æ–≤–Ω–æ–º, –ø—Ä–∏—á–∏–Ω–∞ –æ—Ç–∫–∞–∑–∞ —Å–¥–µ–ª–∞—Ç—å –æ–±—Ä–∞–±–æ—Ç–∫—É, - –∏–∑–Ω–æ—à–µ–Ω–Ω–æ–µ –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏–µ. –ù–µ –æ–±–µ—Å–ø–µ—á–∏—Ç 7–π –∫–≤–∞–ª–∏—Ç–µ—Ç, —Å–æ–æ—Å–Ω–æ—Å—Ç—å, –ø–∞—Ä–∞–ª–ª–µ–ª—å–Ω–æ—Å—Ç—å —à–µ—Ä–æ—Ö–æ–≤–∞—Ç–æ—Å—Ç—å... –ù–æ, –Ω–µ —Å–¥–∞—é—Å—å. –ö–æ–ø–∞—é. –í–µ—Ä—é –≤ –æ—Å—Ç–∞—Ç–∫–∏ –æ—Ç–µ—Ü—Ü—Å–∫–æ–≥–æ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞ –∏ —á—Ç–æ –Ω–µ –≤–æ –≤—Å–µ –∑–∞–∫—É—Ç–∫–∏ –∏–Ω–¥—É—Å—Ç—Ä–∏–∏ –¥–æ—Ç—è–Ω—É–ª–∏—Å—å –∫–æ—Ä—è–≤—ã–µ –∫–æ–º–∏—Ç–µ—Ü—Ü–∫–æ-–º–µ–Ω—Ç–æ–≤—Å–∏–µ –ª–∞–ø—ã. –ù–∞ –∫—Ä–∞–π–Ω—è–∫ - –ø–æ–¥–Ω–µ–±–µ—Å–Ω–∞—è –Ω–∞–º –ø–æ–º–æ–∂–µ—Ç. –ù–æ, —Ç–æ–≥–¥–∞ - –ø–∞—Ä—Ç–∏—è. –ü–∞—Ä—Ç–∏—è –¥–µ—Ç–∞–ª–µ–∫ –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω–æ —É–¥–µ—à–µ–≤–ª—è–µ—Ç –¥–æ—Å—Ç–∞–≤–∫—É –∏ —Ä–∞—Å—Ç–∞–º–æ–∂–∫—É. –ö–æ–Ω—Ç–∞–∫—Ç—ã - –µ—Å—Ç—å, –Ω–æ –ø–æ–∫–∞ –Ω–µ –æ–±—Ä–∞—â–∞—é—Å—å: –∑–∞–¥–æ–ª–±–∞—é—Ç —Å–ø–∞–º–æ–º. –ü–æ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏—é –æ—Å—Ç–∞—Ç–∫–æ–≤ –æ—Å–Ω–∞—Å—Ç–∫–∏ –æ—Ç —Å–æ–≤–µ—Ü—Ü–∫–æ–π –∏–Ω–¥—É—Å—Ç—Ä–∏–∏... –í—Å–µ –∑–∞–≤–æ–¥—Å–∫–∏–µ –ø–æ–º–æ–π–∫–∏ –∏ —Ä–∞–∑–æ—Ä—ë–Ω–∫–∏ –±—ã–ª–∏ –≤—ã—ã–Ω–µ—Å–µ–Ω—ã —É–∂–µ –∫ —Å–µ—Ä–µ–¥–∏–Ω–µ 2000—Ö. –°–µ–π—á–∞—Å - –∂–∞–ª–∫–∏–µ –æ—Å—Ç–∞—Ç–∫–∏. –°–ª—É—á–∞–π–Ω–æ –∑–∞–±—ã—Ç–æ–µ –≤ –∫—É—Å—Ç–∞—Ö, –∏–ª–∏ –Ω–µ–≥–ª—É–±–æ–∫–æ –∑–∞–ø–∞—Ö–∞–Ω–Ω–æ–µ –±—É–ª—å–¥–æ–∑–µ—Ä–æ–º. –ß—Ç–æ-—Ç–æ –ø–æ–ø–∞–¥–∞–µ—Ç—Å—è –Ω–∞ –º–µ—Ç–∞–ª–ª–æ–ø—Ä–∏—ë–º–∫–∞—Ö. –ù–∞–¥–æ –∫–∞—Ä–∞—É–ª–∏—Ç—å. –ù–æ, —ç—Ç–æ —Ç–∞–∫–∏–µ –∫—Ä–æ—Ö–∏, –º–æ–º–µ–Ω—Ç–∞–ª—å–Ω–æ –ø–æ–¥–±–∏—Ä–∞–µ–º—ã–µ —Ç–µ–º–∏, –∫—Ç–æ –ø–æ—à—É—Å—Ç—Ä–µ–µ. –ò, –¥–∞–∂–µ –≤ —Å–ª—É—á–∞–µ –ø–æ–¥–±–æ—Ä–∞, –Ω–µ —Ñ–∞–∫—Ç, —á—Ç–æ –Ω–∞–π–¥–µ–Ω–Ω—ã–µ –∫—Ä–æ—Ö–∏ –±—É–¥—É—Ç –í–ê–ú –ø–æ–ª–µ–∑–Ω—ã –∏ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω—ã –∏–º–µ–Ω–Ω–æ –í–ê–ú–ò –ø–æ –ø—Ä–∏—á–∏–Ω–µ –Ω–µ–ø–æ–¥—Ö–æ–¥–∞ –ø–æ —Ä–∞–∑–º–µ—Ä—É, –Ω–∞–ª–∏—á–∏—è –¥—ã—Ä–∫–∏ —Ç–∞–º, –≥–¥–µ –µ—ë –±—ã—Ç—å –Ω–µ –¥–æ–ª–∂–Ω–æ, –æ—Ç–∫–æ–ª–æ—Ç–æ–≥–æ –∫—É—Å–∫–∞, –∏ —Ç—ç–¥—ç. –í –æ—Å–Ω–æ–≤–Ω–æ–º –Ω–∞–π–¥–µ–Ω–Ω—ã–µ –∂–µ–ª–µ–∑—è–∫–∏ –æ—Ç–ø—Ä–∞–≤–ª—è—é—Ç—Å—è –Ω–∞ —Ä—ã–Ω–∫–∏, –≥–¥–µ —Å–±—ã–≤–∞—é—Ç—Å—è –ø—Ä–æ–¥–∞–≤–∞–Ω–∞–º–∏ –ø–æ —Ü–µ–Ω–µ –Ω–æ–≤—ã—Ö —Å –¥–æ—Å—Ç–∞–≤–∫–æ–π –∏ –ø—Ä–æ–¥–∞–≤–∞–Ω—Å–∫–æ–π –Ω–∞—Ü–µ–Ω–∫–æ–π. –ú–æ—Å–∫–≤–∏—á–∏ –º–æ–≥—É—Ç —ç—Ç–æ –ø—Ä–æ–≤–µ—Ä–∏—Ç—å –Ω–∞ –ú–æ—Å–∫–≤–æ—Ä–µ—Ü–∫–æ–º —Ä—ã–Ω–∫–µ. –ü–æ –ª–∏—Ç—å—é. –õ–∏—Ç—å, –ª–∏ –Ω–µ –ª–∏—Ç—å... –Ø –ø—Ä–æ–±–æ–≤–∞–ª –≤–∞—Ä–∏–∞–Ω—Ç, –∫–æ–≥–¥–∞ –∫–æ–ª–æ–Ω–Ω–∞ —Å–≤–µ—Ä–ª–∏–ª–∫–∏ –¥–µ–ª–∞–µ—Ç—Å—è –∏–∑ —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã—Ö –≥–æ—Å—Ç–æ–≤—Å–∫–∏—Ö –ø—Ä–æ—Ñ–∏–ª–µ–π. –ü–µ—Ä–µ–±—Ä–∞–≤ –∫—É—á—É –æ—Ç–∫—Ä–æ–≤–µ–Ω–Ω–æ –∫–æ—Ä—è–≤—ã—Ö –≤–∞—Ä–∏–∞–Ω—Ç–æ–≤, –æ—Å—Ç–∞–Ω–æ–≤–∏–ª—Å—è –Ω–∞ –Ω–∞–∏–±–æ–ª–µ–µ –ø—Ä–∏—è—Ç–Ω–æ–º –≥–ª–∞–∑—É –≤–∞—Ä–∏–∞–Ω—Ç–µ, —É–¥–æ–≤–ª–µ—Ç–≤–æ—Ä—è—é—â–µ–º —Ç—Ä–µ–±–æ–≤–∞–Ω–∏—è –∫ –∂—ë—Å—Ç–∫–æ—Å—Ç–∏ —Å—Ç–∞–Ω–∫–∞; –∏ —Å–æ—Å—Ç–æ—è—â–µ–º –∏–∑ —Ç–æ–≥–æ, —á—Ç–æ –¥–æ–ª–∂–Ω–æ –±—ã—Ç—å –Ω–∞ —Å–∫–ª–∞–¥–∞—Ö –∏ (—Å —É—á—ë—Ç–æ–º –º–∞—Ç–µ—Ä–∏–∞–ª–∞ –∏ –∑–∞–ø–∞—Å–∞ –ø—Ä–æ—á–Ω–æ—Å—Ç–∏ –∏ –∂—ë—Å—Ç–∫–æ—Å—Ç–∏ –≥–µ–æ–º–µ—Ç—Ä–∏–∏) –æ–±–µ—Å–ø–µ—á–∏–≤–∞–ª–æ –±—ã –º–æ—ë —Ç–µ—Ö–∑–∞–¥–∞–Ω–∏–µ. –ò —á—ë –¥—É–º–∞–µ—Ç–µ? –•–Ý–ï–ù–ê-–¥–≤–∞! –ü—Ä–æ—Ñ–∏–ª—å –≤ –ø—Ä–∏—Ä–æ–¥–µ –µ—Å—Ç—å. –ù–æ –Ω–∞ —Å–∫–ª–∞–¥–∞—Ö, —Ñ–∏–∑–∏—á–µ—Å–∫–∏ –µ–≥–æ –Ω–µ—Ç. –ü–æ—Å—Ç–∞–≤–∫–∏ - –æ—Ç 40 —Ç–æ–Ω–Ω. –ü–ª—é—Å –Ω–∞–π—Ç–∏ –ø—Ä–æ–∫–∞—Ç –∏–∑ 45–π, –∏–ª–∏ –∫–∞–∫–æ–π-–Ω–∏—Ç—å –ø—Ä–∏–ª–∏—á–Ω–æ–π, –Ω–µ_–ø–ª–∞—Å—Ç–∏–ª–∏–Ω–æ–≤–æ–π —Å—Ç–∞–ª–∏ - –ü–Ý–û–ë–õ–ï–ú–ê-–ü–Ý–û–ë–õ–ï–ú–ê. –°–∫–ª–∞–¥—ã –≤–µ–∑–¥–µ –∑–∞–±–∏—Ç—ã —Å—Ç3 –∏ –¥—Ä—É–≥–æ–π, –∫–æ—Ç–æ—Ä–∞—è –∏–¥—ë—Ç –Ω–∞ —Å—Ç—Ä–æ–π-–∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–∏, —Ö–æ—Ä–æ—à–æ –≥–Ω—ë—Ç—Å—è-–≤–∞—Ä–∏—Ç—Å—è. –ò —Å–æ–≤–µ—Ä—à–µ–Ω–Ω–æ –Ω–µ –≥–æ–¥–∏—Ç—Å—è –Ω–∞ —Å—Ç–∞–Ω–∫–∏. –û —á—ë–º —ç—Ç–æ –≥–æ–≤–æ—Ä–∏—Ç? –ù–ï–¢–£ —É –Ω–∞—Å –Ω–æ—Ä–º–∞–ª—å–Ω–æ–π –ø—Ä–æ–º—ã—à–ª–µ–Ω–Ω–æ—Å—Ç–∏. –¢–æ–ª—å–∫–æ —Å—Ç—Ä–æ–π–∫–∏ –∏ –≤—Ä–µ–º—è–Ω–∫–∏. –ü–æ—Ç–æ–º—É –∏ –Ω–µ –¥–µ–ª–∞—é—Ç –Ω–∞ —Å–∫–ª–∞–¥ –º–Ω–æ–≥–∏–µ –ø—Ä–æ—Ñ–∏–ª–∏ –∏–∑ –Ω–∞–¥–ª–µ–∂–∞—â–µ–≥–æ –º–∞—Ç–µ—Ä–∏–∞–ª–∞. –ü–ª—é–Ω—É–≤ –Ω–∞ –ø—Å–∏—Ö–æ–ª–æ–≥–∏—á–µ—Å–∫–∏–π –±–∞—Ä—å–µ—Ä –ø–µ—Ä–µ–¥ –ª–∏—Ç–µ–π–∫–æ–π, –ø—Ä–æ—à–∞—Ä–∏–ª –æ–∫—Ä–µ—Å—Ç–Ω–æ—Å—Ç–∏... –í —Ä–∞–¥–∏—É—Å–µ 1,5 —á–∞—Å–æ–≤ –µ–∑–¥—ã –Ω–∞ –∞–≤—Ç–æ–±—É—Å–∞—Ö —Å –ø–µ—Ä–µ—Å–∞–¥–∫–æ–π, –µ—Å—Ç—å –ø–∞—Ä–∞ –ª–∏—Ç–µ–µ–∫ —Å —Ö–æ—Ä–æ—à–∏–º –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏–µ–º. –¶–µ–Ω–Ω–∏–∫ - 350-400 —Ä—É–±–ª–µ–π –∑–∞ –∫–∏–ª–æ–≥—Ä–∞–º–º (–º–æ–¥–µ–ª–∏—Ä–æ–≤–∞–Ω–∏–µ, —Ñ–æ—Ä–º–æ–≤–∫–∞, –æ—Ç–ª–∏–≤–∫–∞, –æ—á–∏—Å—Ç–∫–∞ –æ—Ç –∑–µ–º–ª–∏ –∏ –æ–∫–∞–ª–∏–Ω—ã, —à–ª–∞–∫–∞). –¢–æ –µ—Å—Ç—å, —Å–µ–±–µ—Å—Ç–æ–∏–º–æ—Å—Ç—å –æ—Ç–ª–∏–≤–∫–∏ –∑–∞–≥–æ—Ç–æ–≤–∫–∏ –º–æ–µ–≥–æ –∫–æ–Ω—Ç—Ä–æ–ª—å–Ω–æ–≥–æ –ø–∞–∑–æ–≤–æ–≥–æ —Å—Ç–æ–ª–∞ (—è —ç—Ç–æ—Ç —ç—Å–∫–∏–∑ —Ä–∞—Å—Å—ã–ª–∞—é –≤—Å–µ–º, —á—Ç–æ –±—ã –≤–∏–¥–µ—Ç—å —Å—Ç–µ–ø–µ–Ω—å –∂–∞–¥–Ω–æ—Å—Ç–∏) –∏–∑ –°–ß20-–°–ß30 –æ–±–æ–π–¥—ë—Ç—Å—è... 8,7–∫–≥ —Ö 400—Ä—É–± = 3480. –ê –≤—ã –≥–æ–≤–æ—Ä–∏–ª–∏ "–Ω–µ–ø–æ–¥—ä—ë–º–Ω–æ". –¢—Ä–∏ —Å –ø–æ–ª—Ç–∏–Ω–æ–π! –û—Å—Ç–∞—ë—Ç—Å—è —Ç–æ–ª—å–∫–æ –º–µ—Ö –æ–±—Ä–∞–±–æ—Ç–∫–∞...  –ü–æ–∫–∞ - –∏—â–µ–º –º–µ—Ö. –æ–±—Ä–∞–±–æ—Ç–∫—É. –ù—É –∏ –æ–ø—Ä–µ–¥–µ–ª—è–µ–º—Å—è —Å —Ä–∞–∑–º–µ—Ä–∞–º–∏, –≥–µ–æ–º–µ—Ç—Ä–∏–µ–π, —Ñ—É–Ω–∫—Ü–∏–æ–Ω–∞–ª–æ–º... –ü—Ä–æ–µ–∫—Ç–∏—Ä—É–µ–º —Å–≤–µ—Ä–ª–∏–ª—å–Ω—ã–π –∏ —Ñ—Ä–µ–∑–µ—Ä–Ω—ã–π —à–ø–∏–Ω–¥–µ–ª–∏. –ê–ª—å–∑–æ... –í–∞—à–µ –ú–Ø–£, —Å—ç—Ä—ã.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
nds
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 15:53:56 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 107
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1300
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –º–∞–π 25, 2008 19:47:47
–°–æ–æ–±—â–µ–Ω–∏–π: 4651
–û—Ç–∫—É–¥–∞: –Ý–§
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 7
")
|
–ê –ø–æ–∫–∞–∂–∏—Ç–µ —Ç–µ –∫–∞ —ç—Å–∫–∏–∑ –ª—é–±–æ–ø—ã—Ç–Ω–æ –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å –í–æ—Ç —Ç–∞–∫–∏—Ö –≤–æ—Ç —Å—Ç–∞–Ω–∫–æ–≤ –ø–æ —Å—Ç—Ä–∞–Ω–µ –ø–æ–ª–Ω–æ –≤ —Ç–µ—Ö–Ω–∏–∫—É–º–∞—Ö/—É—á–∏–ª–∏—â–∞—Ö –°–ø–æ–π–ª–µ—Ä –ó–∞–∫—É–ø–∞–ª–∏—Å—å –Ω–µ—Å–∫–æ–ª—å–∫–æ –ª–µ—Ç –Ω–∞–∑–∞–¥ –¥–ª—è —É—á–∞—Å—Ç–∏—è –æ–±—É—á–∞—é—â–∏—Ö—Å—è –≤ –≤–æ—Ä–ª–¥—Å–∫–∏–ª—Å . 7 –∫–≤–∞–ª–∏—Ç–µ—Ç –≤–ø–æ–ª–Ω–µ –º–æ–≥—É—Ç –≤—ã–¥–µ—Ä–∂–∞—Ç—å
_________________
2B OR NOT 2B = FF
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 17:04:14 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 336
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
3.3 = –Ω–µ—Ç –ø–æ–¥—Ö–æ–¥—è—â–µ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ –¥–ª—è —Ä–∞–±–æ—Ç—ã –≤ –¢–ê–ö–ò–• —Ä–∞–±–æ—á–∏—Ö –∑–æ–Ω–∞—Ö. –°—É—â–µ—Å—Ç–≤—É—é—â–∞—è - –±–∞–Ω–∞–ª—å–Ω–æ –Ω–µ –ª–µ–∑–µ—Ç, –∏–ª–∏ —É–±–æ–≥–∞ –¥–æ –∫—Ä–∞–π–Ω–æ—Å—Ç–∏ (–ü—Ä–æ–∫—Å–æ–Ω –∏ –ø—Ä–æ—á–∏–µ —Ö–æ–±–±–∏–π–Ω—ã–µ —É—à–ª—ë–ø–∫–∏...)
. –º–æ–∂–µ—Ç –≤—ã –ø–ª–æ—Ö–æ –∏—Å–∫–∞–ª–∏?  —É –≤–µ—Ä—Ç–µ–∫—Å–∞ —Ç–∞–∫–æ–≥–æ –¥–æ–±—Ä–∞ –≤–∞–ª–æ–º http://www.vertex-tw.com.tw/catalogues/3.5 = –µ—Å—Ç—å –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç—å —Ä–∞–∑—Ä–∞–±–æ—Ç–∫–∏ –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è —Å –∞–≤—Ç–æ—Å–º–µ–Ω–æ–π –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –Ω–∞ –±–∞–∑–µ –≤–µ–Ω—Ç–∏–ª—å–Ω–æ-–∏–Ω–¥—É–∫—Ç–æ—Ä–Ω–æ–≥–æ, –∏–ª–∏ –±–µ—Å–∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–æ–≥–æ –¥–≤–∏–≥–∞—Ç–µ–ª—è –Ω–∞ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–µ –¥–æ 42-48–í (24–í, 36–í). –û–ø—Ä–∞–≤–∫–∏ –≤ –ø—Ä–∏—Ä–æ–¥–µ –µ—Å—Ç—å: ISO-10; HSK-25. –ú–∞–ª–µ–Ω—å–∫–∏–µ, —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–µ, –ª–µ–≥–∫–æ–¥–æ—Å—è–≥–∞–µ–º—ã–µ. –ê –≤–æ—Ç —à–ø–∏–Ω–¥–µ–ª–∏ –ø–æ–¥ –Ω–∏—Ö - –æ—Ç 220 –¥–æ 380 –ø–µ—Ä–µ–º–µ–Ω–∫–∏ —Å —á–∞—Å—Ç–æ—Ç–Ω–∏–∫–æ–º; –∏ –æ—Ç 1,5 –∫–í—Ç –º–æ—â–æ–π. –î–∞ –∏ —Ä–∞–∑–º–µ—Ä... –¥–∞–ª–µ–∫–æ –Ω–µ –Ω–∞—Å—Ç–æ–ª—å–Ω—ã–π. –¶–µ–Ω–Ω–∏–∫ –Ω–∞ —Å–∞–º—ã–π –¥–µ—à–º–∞–Ω—Å–∫–∏–π –∫–∏—Ç–∞–π - 87—Ç—ã—Ä –±–µ–∑ –¥–æ—Å—Ç–∞–≤–∫–∏. –ë—Ä–∞—Ü—Ü–∫–∞—è –®–≤–µ–π—Ü–∞—Ä–∏—è –ø—Ä–µ–¥–ª–∞–≥–∞–µ—Ç –æ—Ç 140—Ç—ã—Ä–æ–≤, –ø–ª—é—Å –¥–æ—Å—Ç–∞–≤–∫–∞. –µ—Å—Ç—å –∏ –ø–æ–º–µ–Ω—å—à–µ –ø–æ–¥ iso10, –Ω–æ —Ç–æ–∂–µ –Ω–µ –±—é–¥–∂–µ—Ç–Ω–æ https://www.sorotec.de/shop/65mm-HFS-AT ... -9172.html–æ—Ç —Ç–∞–∫–æ–≥–æ –±—ã –Ω–µ –æ—Ç–∫–∞–∑–∞–ª—Å—è  –Ω–æ –±—ã–ª–æ –±—ã —á—É–¥–æ–º —Å–¥–µ–ª–∞—Ç—å –ø–æ–¥–æ–±–Ω–æ–µ –Ω–∞ —É—Ä–æ–≤–Ω–µ —Å—Ç–æ–∏–º–æ—Å—Ç–∏ –∫–∏—Ç–∞–π—Å–∫–∏—Ö —à–ø–∏–Ω–¥–µ–ª–µ–π:\ –¢–æ –µ—Å—Ç—å, —Å–µ–±–µ—Å—Ç–æ–∏–º–æ—Å—Ç—å –æ—Ç–ª–∏–≤–∫–∏ –∑–∞–≥–æ—Ç–æ–≤–∫–∏ –º–æ–µ–≥–æ –∫–æ–Ω—Ç—Ä–æ–ª—å–Ω–æ–≥–æ –ø–∞–∑–æ–≤–æ–≥–æ —Å—Ç–æ–ª–∞ (—è —ç—Ç–æ—Ç —ç—Å–∫–∏–∑ —Ä–∞—Å—Å—ã–ª–∞—é –≤—Å–µ–º, —á—Ç–æ –±—ã –≤–∏–¥–µ—Ç—å —Å—Ç–µ–ø–µ–Ω—å –∂–∞–¥–Ω–æ—Å—Ç–∏) –∏–∑ –°–ß20-–°–ß30 –æ–±–æ–π–¥—ë—Ç—Å—è... 8,7–∫–≥ —Ö 400—Ä—É–± = 3480. –ê –≤—ã –≥–æ–≤–æ—Ä–∏–ª–∏ "–Ω–µ–ø–æ–¥—ä—ë–º–Ω–æ". –¢—Ä–∏ —Å –ø–æ–ª—Ç–∏–Ω–æ–π! –û—Å—Ç–∞—ë—Ç—Å—è —Ç–æ–ª—å–∫–æ –º–µ—Ö –æ–±—Ä–∞–±–æ—Ç–∫–∞.... —ç—Ç–æ –≥–¥–µ —Ç–∞–∫–∏–µ —Ü–µ–Ω—ã? –û_–æ
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 17:52:20 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 621
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 3
|
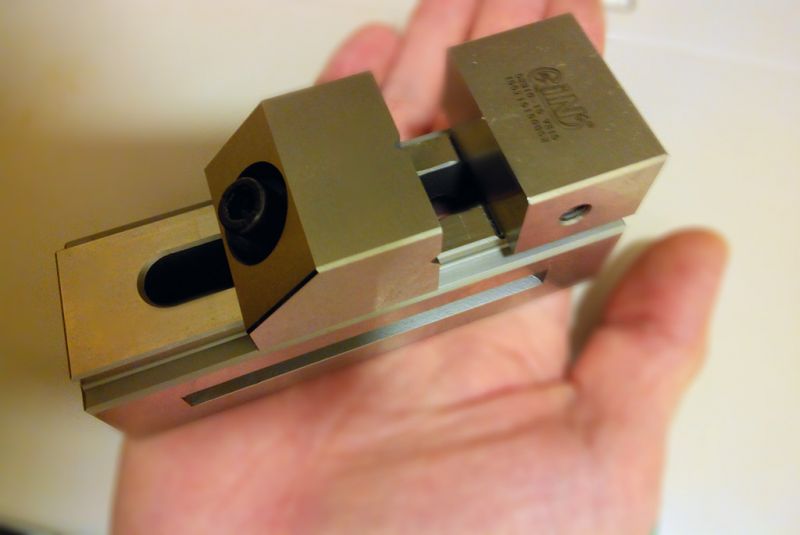
—á—É—Ç—å –º–∞–ª—è–≤–æ—à–Ω–µ–µ - –Ω–µ—Ç. –°–≤–æ–±–æ–¥–Ω–æ. Taig, Sherline —Ç–∞—â–µ–º—Ç–∞ –Ω–∞–ø—Ä–∏–º–µ—Ä. 3.3 = –Ω–µ—Ç –ø–æ–¥—Ö–æ–¥—è—â–µ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ –¥–ª—è —Ä–∞–±–æ—Ç—ã –≤ –¢–ê–ö–ò–• —Ä–∞–±–æ—á–∏—Ö –∑–æ–Ω–∞—Ö. –ø–ª–æ—Ö–æ –∏—Å–∫–∞–ª–∏) –∫—Ä–æ—Ö–æ—Ç–Ω—ã–µ –ª–µ–∫–∞–ª—å–Ω—ã–µ —Ç–∏—Å–æ—á–∫–∏; –º–µ–ª–∫–∏–µ, –Ω–æ –≤–µ—Å—å–º–∞ –∑–ª—ã–µ –ø—Ä–∏–∂–∏–º—á–∏–∫–∏ miteebite –∏ –∏–∂–µ —Å –Ω–∏–º–∏; –ø–æ–≤–æ—Ä–æ—Ç–Ω—ã–µ —Å—Ç–æ–ª–∏–∫–∏ –∏ –¥–µ–ª–∏–ª–æ—á–∫–∏ —á–∞—Å–æ–≤—ã—Ö —Å—Ç–∞–Ω–∫–æ–≤ - –µ—Å—Ç—å –æ–Ω–æ –≤—Å–µ. 3.5 = –µ—Å—Ç—å –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç—å —Ä–∞–∑—Ä–∞–±–æ—Ç–∫–∏ –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω–æ–≥–æ —à–ø–∏–Ω–¥–µ–ª—è —Å –∞–≤—Ç–æ—Å–º–µ–Ω–æ–π –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –Ω–∞ –±–∞–∑–µ –≤–µ–Ω—Ç–∏–ª—å–Ω–æ-–∏–Ω–¥—É–∫—Ç–æ—Ä–Ω–æ–≥–æ, –∏–ª–∏ –±–µ—Å–∫–æ–ª–ª–µ–∫—Ç–æ—Ä–Ω–æ–≥–æ –¥–≤–∏–≥–∞—Ç–µ–ª—è –Ω–∞ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–µ –¥–æ 42-48–í (24–í, 36–í) "—à–ø–∏–Ω–¥–µ–ª—å –Ω–∞ –±–∞–∑–µ –¥–≤–∏–≥–∞—Ç–µ–ª—è"? –∏ —ç—Ç—Å–∞–º–æ–µ, —è —á–æ—Ç —É–∂–µ –Ω–µ –ø–æ–Ω–∏–º–∞—é. –í—ã —Ä—É–∫–æ–ø–∞—à–Ω—ã–π –∏–ª–∏ –ß–ü–£ —Å—Ç–∞–Ω–æ–∫ —Ö–æ—Ç–∏—Ç–µ –≤–∞—è—Ç—å? –í –æ—Å–Ω–æ–≤–Ω–æ–º, –ø—Ä–∏—á–∏–Ω–∞ –æ—Ç–∫–∞–∑–∞ —Å–¥–µ–ª–∞—Ç—å –æ–±—Ä–∞–±–æ—Ç–∫—É, - –∏–∑–Ω–æ—à–µ–Ω–Ω–æ–µ –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏–µ. –ù–µ –æ–±–µ—Å–ø–µ—á–∏—Ç 7–π –∫–≤–∞–ª–∏—Ç–µ—Ç, —Å–æ–æ—Å–Ω–æ—Å—Ç—å, –ø–∞—Ä–∞–ª–ª–µ–ª—å–Ω–æ—Å—Ç—å —à–µ—Ä–æ—Ö–æ–≤–∞—Ç–æ—Å—Ç—å... –∞ –≤—ã —à–∞–±–µ—Ä–æ–º –µ–≥–æ, —à–∞–±–µ—Ä–æ–º) –í –æ—Å–Ω–æ–≤–Ω–æ–º –Ω–∞–π–¥–µ–Ω–Ω—ã–µ –∂–µ–ª–µ–∑—è–∫–∏ –æ—Ç–ø—Ä–∞–≤–ª—è—é—Ç—Å—è –Ω–∞ —Ä—ã–Ω–∫–∏, –≥–¥–µ —Å–±—ã–≤–∞—é—Ç—Å—è –ø—Ä–æ–¥–∞–≤–∞–Ω–∞–º–∏ –ø–æ —Ü–µ–Ω–µ –Ω–æ–≤—ã—Ö —Å –¥–æ—Å—Ç–∞–≤–∫–æ–π –∏ –ø—Ä–æ–¥–∞–≤–∞–Ω—Å–∫–æ–π –Ω–∞—Ü–µ–Ω–∫–æ–π. –º–Ω–µ –∫–∞–∂—Ü–∞, –≤—ã –Ω–µ–º–Ω–æ–≥–æ –Ω–µ –≤ –∫—É—Ä—Å–µ —Å–æ–≤—Ä–µ–º–µ–Ω–Ω–æ–π —Ü–µ–Ω—ã –Ω–æ–≤—ã—Ö. –¥–æ—Ö—Ä–µ–Ω–∞ –≤—Å–µ–≥–æ –µ—Å—Ç—å –Ω–∞ –±–µ–ª–∫–µ, –∫–æ—Ç–æ—Ä–∞—è –¥–∏—Ä–µ–∫—Ç–ª–æ—Ç. –î–∞, –¥–∞–ª–µ–∫–æ –Ω–µ –ø–æ —Ü–µ–Ω–µ –ª–æ–º–∞. –û —á—ë–º —ç—Ç–æ –≥–æ–≤–æ—Ä–∏—Ç?
–ù–ï–¢–£ —É –Ω–∞—Å –Ω–æ—Ä–º–∞–ª—å–Ω–æ–π –ø—Ä–æ–º—ã—à–ª–µ–Ω–Ω–æ—Å—Ç–∏. –¢–æ–ª—å–∫–æ —Å—Ç—Ä–æ–π–∫–∏ –∏ –≤—Ä–µ–º—è–Ω–∫–∏. –Ω–µ—Ç. –≠—Ç–æ –≥–æ–≤–æ—Ä–∏—Ç –æ —Ç–æ–º, —á—Ç–æ –ø—Ä–æ–º—ã—à–ª–µ–Ω–Ω–æ—Å—Ç—å, –∫–æ—Ç–æ—Ä–∞—è —Ç–∞—Ä–∏—Ç—Å—è –Ω–∞ –º–µ—Ç–∞–ª–ª–æ–±–∞–∑–∞—Ö, –≤ –æ—Å–Ω–æ–≤–Ω–æ–º –Ω–µ –∏—Å–ø–æ–ª—å–∑—É–µ—Ç –ø—Ä–æ—Ñ–∏–ª—å –∏–Ω–∞—á–µ –∫–∞–∫ –¥–ª—è –≤—Å—è–∫–∏—Ö –æ–∫–æ–ª–æ–º–µ–±–µ–ª—å–Ω–æ—Å—Ç—Ä–æ–∏—Ç–µ–ª—å–Ω—ã—Ö –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–π. –í—Å—è–∫–∞—è –±–æ–ª–µ–µ –∏–Ω—Ç–µ—Ä–µ—Å–Ω–∞—è —á–µ–º –°–¢3 —Å—Ç–∞–ª—é–∫–∞ –Ω—É–∂–Ω–∞ –∏–º–µ–Ω–Ω–æ —Ç–æ–Ω–Ω–∞–º–∏ –∏ –±–µ—Ä–µ—Ç—Å—è —Å –∑–∞–≤–æ–¥–æ–≤. —Ä–∞—Å–ø—Ä–æ—Å—Ç—Ä–∞–Ω–µ–Ω–Ω–æ–µ —Ä–µ—à–µ–Ω–∏–µ - –ø–ª—é–Ω—É—Ç—å –Ω–∞ –ø—Ä–æ—Ñ–∏–ª—å, –Ω–∞—Ä–µ–∑–∞—Ç—å –ª–∞–∑–µ—Ä–æ–º/–≥–∏–¥—Ä–æ—Ä–µ–∑–∫–æ–π –¥–µ—Ç–∞–ª–µ–π –∏–∑ —Ç–æ–ª—Å—Ç–æ–≥–æ –ª–∏—Å—Ç–∞ –∏ —Å–≤–∞—Ä–∏—Ç—å/—Å–∫—Ä—É—Ç–∏—Ç—å –∫–æ—Ä–æ–±—á–∞—Ç—É—é –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏—é.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
BlackKilkennyCat
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 20:02:39 |
|
| –°–æ–±—É—Ç—ã–ª—å–Ω–∏–∫ –ö–æ—Ç–∞ |
–ö–∞—Ä–º–∞: 36
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 808
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 29, 2017 06:58:50
–°–æ–æ–±—â–µ–Ω–∏–π: 2906
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
 –°—Ç–∞–Ω–∏–Ω–∞ –Ω–µ—Ä–∞–∑–±–æ—Ä–Ω–∞—è, —Å—Ç–∞–ª—å–Ω–∞—è, —Å –≤—ã—Å–æ–∫–æ—Ç–æ—á–Ω–æ–π –≥–∏–±–∫–æ–π –≤ –∑–∞–≤–æ–¥—Å–∫–∏—Ö —É—Å–ª–æ–≤–∏—è—Ö. –≠—Ç–æ –¥—ë—à–µ–≤–æ. –ù–æ –ø–æ–∫–∞ –Ω–µ –∞—Ö—Ç–∏. –ü—ã—Ç–∞—é—Å—å —Ä–∞–∑—Ä–∞–±–æ—Ç–∞—Ç—å —Ç–∞–∫, —á—Ç–æ –±—ã–ª–æ –º–∏–Ω–∏–º–∞–ª—å–Ω–æ–µ —á–∏—Å–ª–æ –¥–µ—Ç–∞–ª–µ–π –∏ –º–∏–Ω–∏–º–∞–ª—å–Ω–æ–µ —á–∏—Å–ª–æ —Ç–æ–∫–∞—Ä–Ω–æ-—Ñ—Ä–µ–∑–µ—Ä–Ω—ã—Ö —Ä–∞–±–æ—Ç - –æ–Ω–∏ –¥–æ—Ä–æ–≥–∏–µ. –õ–∞–∑–µ—Ä–Ω–∞—è —Ä–µ–∑–∫–∞ –∏ –≥–∏–±–∫–∞ - —ç—Ç–æ –¥–µ—à–µ–≤–æ –æ—á–µ–Ω—å. –î–æ–±–∞–≤–ª–µ–Ω–æ after 3 minutes 55 seconds:–¢–æ –µ—Å—Ç—å, —Å–µ–±–µ—Å—Ç–æ–∏–º–æ—Å—Ç—å –æ—Ç–ª–∏–≤–∫–∏ –∑–∞–≥–æ—Ç–æ–≤–∫–∏ –º–æ–µ–≥–æ –∫–æ–Ω—Ç—Ä–æ–ª—å–Ω–æ–≥–æ –ø–∞–∑–æ–≤–æ–≥–æ —Å—Ç–æ–ª–∞ (—è —ç—Ç–æ—Ç —ç—Å–∫–∏–∑ —Ä–∞—Å—Å—ã–ª–∞—é –≤—Å–µ–º, —á—Ç–æ –±—ã –≤–∏–¥–µ—Ç—å —Å—Ç–µ–ø–µ–Ω—å –∂–∞–¥–Ω–æ—Å—Ç–∏) –∏–∑ –°–ß20-–°–ß30 –æ–±–æ–π–¥—ë—Ç—Å—è... 8,7–∫–≥ —Ö 400—Ä—É–± = 3480. –ê –≤—ã –≥–æ–≤–æ—Ä–∏–ª–∏ "–Ω–µ–ø–æ–¥—ä—ë–º–Ω–æ". –¢—Ä–∏ —Å –ø–æ–ª—Ç–∏–Ω–æ–π! –û—Å—Ç–∞—ë—Ç—Å—è —Ç–æ–ª—å–∫–æ –º–µ—Ö –æ–±—Ä–∞–±–æ—Ç–∫–∞.... —Å–µ–±–µ—Å—Ç–æ–∏–º–æ—Å—Ç—å –æ—Ç–ª–∏–≤–∫–∏ - –ø–∏–ø–µ—Ü —Å–∫–æ–ª—å–∫–æ. –í—ã –Ω–µ–ø—Ä–∞–≤–∏–ª—å–Ω–æ –ø–æ—Å—á–∏—Ç–∞–ª–∏. –£–º–Ω–æ–∂—å—Ç–µ –ø—Ä–∏–º–µ—Ä–Ω–æ –Ω–∞ 100. –¢—Ä–∏ —Å –ø–æ–ª—Ç–∏–Ω–æ–π –æ–Ω–∞ —Å—Ç–∞–Ω–µ—Ç, –∫–æ–≥–¥–∞ –Ω–∞—á–Ω—ë—Ç–µ –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—å –º–∏–ª–ª–∏–æ–Ω —Å—Ç–æ–ª–æ–≤ –≤ –≥–æ–¥.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 20:30:33 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 621
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
BlackKilkennyCat, –≤—ã –∂ —Ç–∞–º –≤—Ä–æ–¥–µ –∫–∞–∫ –Ω–∞ "—Ö–æ—Ç—å –∫–∞–∫-—Ç–æ –≥—Ä—ã–∑—Ç—å —Å—Ç–∞–ª—å" –Ω–∞—Ü–µ–ª–∏–ª–∏—Å—å? –≤–æ—Ç —Å —ç—Ç–∏–º –≤–æ—Ç –≤—Ä—è–¥ –ª–∏ —á—Ç–æ-—Ç–æ –≤—ã–π–¥–µ—Ç. –Ý–∞–∑–≤–µ —á—Ç–æ –≥—Ä–∞–≤–∏—Ä–æ–≤–∞—Ç—å.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
BlackKilkennyCat
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 20:40:16 |
|
| –°–æ–±—É—Ç—ã–ª—å–Ω–∏–∫ –ö–æ—Ç–∞ |
–ö–∞—Ä–º–∞: 36
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 808
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 29, 2017 06:58:50
–°–æ–æ–±—â–µ–Ω–∏–π: 2906
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
arkhnchul, –≤–æ–æ–±—â–µ-—Ç–æ –≤—ã–π–¥–µ—Ç. –ø—Ä–æ—Å—á–∏—Ç—ã–≤–∞–ª –Ω–∞–≥—Ä—É–∑–∫–∏-–¥–µ—Ñ–æ—Ä–º–∞—Ü–∏–∏ –≤ APM-FEM. –¢–æ –µ—Å—Ç—å, –Ω–µ –æ—Ç –±–∞–ª–¥—ã –≤—Å—ë –¥–µ–ª–∞–ª–æ—Å—å, –∏–∑—É—á–µ–Ω–∏–µ —Å–æ–ø—Ä–æ–º–∞—Ç–∞, –∫—É—á–∏ –ª–∏—Ç–µ—Ä–∞—Ç—É—Ä—ã –∞-–ª—è –ª–µ–∫—Ü–∏–∏ –∏–Ω—Å—Ç–∏—Ç—É—Ç–æ–≤ –ø–æ —à–ø–∏–Ω–¥–µ–ª—å–Ω—ã–º —É–∑–ª–∞–º –∏ —Ç.–¥. –ò –Ω–∏–∫–∞–∫–∏—Ö —á—Ç–µ–Ω–∏–π —Ñ–æ—Ä—É–º–æ–≤.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 21:10:34 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 621
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ø—Ä–æ—Å—á–∏—Ç—ã–≤–∞–ª –Ω–∞–≥—Ä—É–∑–∫–∏-–¥–µ—Ñ–æ—Ä–º–∞—Ü–∏–∏ –≤ APM-FEM –∞ –≤ –∂–∏–≤—É—é –º–µ—Ä—è–ª–∏ –∫–æ–≥–¥–∞-–Ω–∏–±—É–¥—å –ø–æ–¥–æ–±–Ω—É—é –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏—é? –ò –Ω–∏–∫–∞–∫–∏—Ö —á—Ç–µ–Ω–∏–π —Ñ–æ—Ä—É–º–æ–≤. –∑—Ä—è –í—ã –≤ —ç—Ç–æ–π –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–∏ —Å–æ–±–∏—Ä–∞–µ—Ç–µ —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–µ –∫–æ—Å—è–∫–∏ —Å–∞–º–æ—Å—Ç–æ—è—Ç–µ–ª—å–Ω—ã—Ö —Å—Ç–∞–Ω–∫–æ—Å—Ç—Ä–æ–∏—Ç–µ–ª–µ–π.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
BlackKilkennyCat
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 21:19:41 |
|
| –°–æ–±—É—Ç—ã–ª—å–Ω–∏–∫ –ö–æ—Ç–∞ |
–ö–∞—Ä–º–∞: 36
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 808
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 29, 2017 06:58:50
–°–æ–æ–±—â–µ–Ω–∏–π: 2906
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
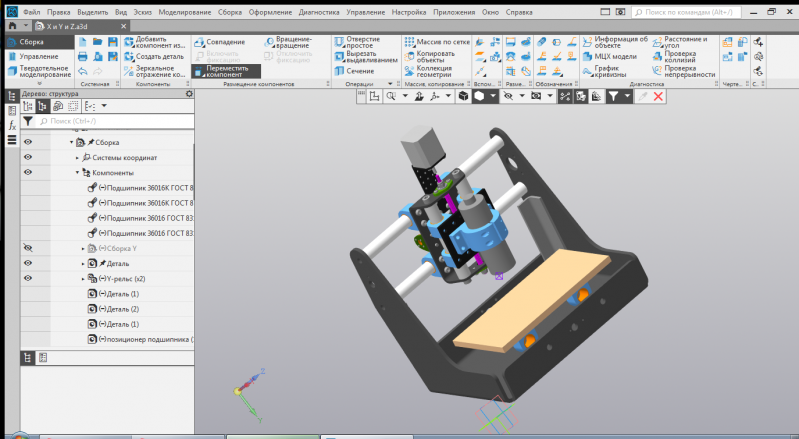
–æ—à–∏–±–∞–µ—Ç–µ—Å—å. –Ω–∞–æ–±–æ—Ä–æ—Ç - –Ω–µ –≤–ø–∏—Ö–∏–≤–∞—é —Ç—É–¥–∞ –∏—Ö. –¢–æ, —á—Ç–æ –Ω–∞ –∫–∞—Ä—Ç–∏–Ω–∫–µ - —ç—Ç–æ –º–æ–¥–µ–ª—å –ª–∏—à—å –¥–ª—è –æ–ø—Ä–µ–¥–µ–ª–µ–Ω–∏—è —Ä–∞–∑–º–µ—Ä–æ–≤ –∏ –ø—Ä–æ—Å—á—ë—Ç–æ–≤ –Ω–∞–≥—Ä—É–∑–æ–∫, –∞ –Ω–µ –∫–æ–Ω–µ—á–Ω—ã–π —á–µ—Ä—Ç–µ–∂ –¥–ª—è —Å–±–æ—Ä–∫–∏.
–≤—Ä–æ–¥–µ –∂ –æ–±—ä—è—Å–Ω–∏–ª - —Ä—É–∫–æ–≤–æ–¥—Å—Ç–≤—É—é—Å—å –Ω–æ—Ä–º–∞–ª—å–Ω–æ–π –ª–∏—Ç–µ—Ä–∞—Ç—É—Ä–æ–π, –í—ã —Å—á–∏—Ç–∞–µ—Ç–µ, —á—Ç–æ –∫—Ç–æ-—Ç–æ –Ω–∞ —Ñ–æ—Ä—É–º–µ –Ω–∞–ø–∏—à–µ—Ç –º–Ω–µ —É—á–µ–±–Ω–∏–∫? –ò–ª–∏ –º–Ω–µ –Ω–∞–¥–æ –ø–æ—Ç—Ä–∞—Ç–∏—Ç—å –∫—É—á—É –≤—Ä–µ–º–µ–Ω–∏ –Ω–∞ –ø—Ä–æ–≤–µ—Ä–∫—É —á—å–∏—Ö-—Ç–æ –æ—Ç–≤–µ—Ç–æ–≤? –ó–∞—á–µ–º? –í—ã—à–µ –ø–æ–∫–∞–∑—ã–≤–∞–ª - –ª–∏—Ç–µ—Ä–∞—Ç—É—Ä—ã 80 –≥–∏–≥–∞–±–∞–π—Ç, –º–Ω–µ –µ—ë-—Ç–æ –Ω–µ –æ—Å–∏–ª–∏—Ç—å, –∑–∞—á–µ–º –º–Ω–µ —Å–º–æ—Ç—Ä–µ—Ç—å —á—å–∏-—Ç–æ —á—É–∂–∏–µ –∫–æ—Å—è–∫–∏, –∫–æ–≥–¥–∞ –ø—Ä–æ—â–µ —É–∑–Ω–∞—Ç—å, –∫–∞–∫ –ø—Ä–∞–≤–∏–ª—å–Ω–æ? –≠–¥–∞–∫ –º–æ–∂–Ω–æ —Å–∫–∞–∑–∞—Ç—å, —á—Ç–æ –∏–Ω–∂–µ–Ω–µ—Ä–æ–º –ª—É—á—à–µ —Å—Ç–∞—Ç—å, —á–∏—Ç–∞—è —Ñ–æ—Ä—É–º, –∞ –Ω–µ —É—á–µ–±–Ω–∏–∫.
–≤–∂–∏–≤—É—é —Å —ç—Ç–∏–º —Å—Ç–∞–Ω–∫–æ–º –ø–æ–∫–∞ —ç–∫—Å–ø–µ—Ä–∏–º–µ–Ω—Ç–æ–≤ –Ω–µ –±—ã–ª–æ - —Ä–∞–Ω–æ –µ—â—ë. –ù–æ —è —Å–æ–º–Ω–µ–≤–∞—é—Å—å, —á—Ç–æ –ö–æ–º–ø–∞—Å –Ω–∞–∫–æ—Å—è—á–∏—Ç –Ω–∞ –ø–æ—Ä—è–¥–æ–∫.
–û–±—Ä–∞—Ç–∏—Ç–µ –≤–Ω–∏–º–∞–Ω–∏–µ - —è –∏ –∑–¥–µ—Å—å –≤–æ–ø—Ä–æ—Å–æ–≤ –ø—Ä–∞–∫—Ç–∏—á–µ—Å–∫–∏ –Ω–µ –∑–∞–¥–∞—é. –ù–æ –Ω–µ –ø–æ—Ç–æ–º—É, —á—Ç–æ –∏—Ö —É –º–µ–Ω—è –Ω–µ—Ç, –Ω–∞–æ–±–æ—Ä–æ—Ç, –∫—É—á–∞. –ù–∞–ø—Ä–∏–º–µ—Ä, –Ω–∞ –¥–Ω—è—Ö –ø–æ—Ç—Ä–µ–±–æ–≤–∞–ª–æ—Å—å —Ä–µ—à–∏—Ç—å –ø—Ä–æ–±–ª–µ–º—É –ø–æ—á–µ–º—É-—Ç–æ –º–µ–¥–ª–µ–Ω–Ω–æ –∑–∞–∫—Ä—ã–≤–∞—é—â–∏—Ö—Å—è –∫–ª—é—á–µ–π. –ß–µ—Ä–µ–∑ –ø–æ–ª—á–∞—Å–∞ —è —É—Å–ø–µ—à–Ω–æ —Ä–µ—à–∏–ª –µ—ë, –Ω–µ —á–∏—Ç–∞—è —Ñ–æ—Ä—É–º—ã, –Ω–µ –∑–∞–¥–∞–≤–∞—è –≤–æ–ø—Ä–æ—Å–æ–≤, –∞ –ø—Ä–æ—Å—Ç–æ –≤—ã–±—Ä–∞–≤ –∏ –ø—Ä–æ—á–∏—Ç–∞–≤ –∫–Ω–∏–∂–∫—É.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
arkhnchul
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 21, 2020 21:53:58 |
|
–ö–∞—Ä–º–∞: 38
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 621
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 06, 2015 11:01:53
–°–æ–æ–±—â–µ–Ω–∏–π: 3092
–û—Ç–∫—É–¥–∞: –º–æ—Å–∫–≤–∞, —É—Ñ–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–¢–æ, —á—Ç–æ –Ω–∞ –∫–∞—Ä—Ç–∏–Ω–∫–µ - —ç—Ç–æ –º–æ–¥–µ–ª—å –ª–∏—à—å –¥–ª—è –æ–ø—Ä–µ–¥–µ–ª–µ–Ω–∏—è —Ä–∞–∑–º–µ—Ä–æ–≤ –∏ –ø—Ä–æ—Å—á—ë—Ç–æ–≤ –Ω–∞–≥—Ä—É–∑–æ–∫, –∞ –Ω–µ –∫–æ–Ω–µ—á–Ω—ã–π —á–µ—Ä—Ç–µ–∂ –¥–ª—è —Å–±–æ—Ä–∫–∏. –Ω—É, —Ç–æ–≥–¥–∞ –º–æ–ª—á—É-–º–æ–ª—á—É. –ï—Å–ª–∏ –æ–∫–æ–Ω—á–∞—Ç–µ–ª—å–Ω–æ —Å—Ç–∞–Ω–æ–∫ –±—É–¥–µ—Ç –Ω–µ —Ç–∞–∫–æ–π - —Å–º—ã—Å–ª —á–µ–≥–æ-—Ç–æ –æ–±—Å—É–∂–¥–∞—Ç—å? —Ö–æ—Ç—è –≤—Ä–æ–¥–µ –∏ —Å–µ–π—á–∞—Å —É–∂–µ —á—Ç–æ-—Ç–æ - —Ç–∏–ø–∞ –Ω–µ—Ä–∞–∑–±–æ—Ä–Ω–æ–π —Å—Ç–∞–Ω–∏–Ω—ã - –æ–ø—Ä–µ–¥–µ–ª–∏–ª–æ—Å—å —É–∂–µ, —Ç–∞–∫?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
BlackKilkennyCat
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç –¥–µ–∫ 22, 2020 00:13:51 |
|
| –°–æ–±—É—Ç—ã–ª—å–Ω–∏–∫ –ö–æ—Ç–∞ |
–ö–∞—Ä–º–∞: 36
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 808
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 29, 2017 06:58:50
–°–æ–æ–±—â–µ–Ω–∏–π: 2906
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–∫–∞–∫ —Å–∫–∞–∑–∞—Ç—å... )) –µ—ë —Ö–æ—á–µ—Ç—Å—è —Ç–∞–∫–æ–π, –Ω–æ –æ–Ω–∞, –∑–∞—Ä–∞–∑–∞, —Ç–∞–∫–æ–π –Ω–µ –≤—ã–¥–µ—Ä–∂–∏–≤–∞–µ—Ç –∂–µ—Å—Ç–∫–æ—Å—Ç—å. –¥–ª—è —Å—Ç–∞–ª–∏.
—É –º–µ–Ω—è –ø–æ–ª—É—á–∞–µ—Ç—Å—è —Ç–∞–∫–∞—è —Ñ–∏–≥–Ω—è, —á—Ç–æ –µ—Å–ª–∏ –æ–±–µ—Å–ø–µ—á–∏–≤–∞—é –¥–æ—Å—Ç–∞—Ç–æ—á–Ω—É—é –∂–µ—Å—Ç–∫–æ—Å—Ç—å, —Ç–æ –≤–æ–∑—Ä–∞—Å—Ç–∞–µ—Ç —Å—Ç–æ–∏–º–æ—Å—Ç—å –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è —Å—Ç–∞–Ω–∏–Ω—ã. –ï—Å–ª–∏ —è –æ—Å—Ç–∞–≤–ª—é —Ç–∞–∫–æ–π –∫–æ–Ω—Ü–µ–ø—Ç —Å—Ç–∞–Ω–∏–Ω—ã - –æ–Ω–∞ –Ω–∞—á–∏–Ω–∞–µ—Ç —Å—Ç–æ–∏—Ç—å –∫–∞–∫ —Ç–∞ —Å–∞–º–∞—è –æ—Ç–ª–∏–≤–∫–∞, –ø–æ—á—Ç–∏ –ø–æ –≤–µ—Å—É (—Ä–µ–∑–∫–∞ –∏ –≥–∏–±–∫–∞ –æ—Ç–Ω–æ—Å–∏—Ç–µ–ª—å–Ω–æ –∫–æ–ø–µ–µ—á–Ω—ã), –Ω–æ —Ç–æ–≥–¥–∞ –ø—Ä–∏–¥–µ—Ç—Å—è –ª–∏–±–æ –∑–∞–±—ã—Ç—å –æ —Å—Ç–∞–ª–∏, –ª–∏–±–æ —Å–∏–ª—å–Ω–æ —É–º–µ–Ω—å—à–∏—Ç—å —Ä–∞–±–æ—á–∏–π –æ–±—ä—ë–º –¥–µ—Ç–∞–ª–∏.
–í –æ–±—â–µ–º-—Ç–æ, –∑–æ–ª–æ—Ç–∞—è —Å–µ—Ä–µ–¥–∏–Ω–∞ –¥–µ–ª–∞–µ—Ç —ç—Ç–æ—Ç —Å—Ç–∞–Ω–æ–∫ –Ω–µ–Ω—É–∂–Ω—ã–º, –∞ –Ω—É–∂–Ω—ã–π –¥–µ–ª–∞–µ—Ç –¥–æ—Ä–æ–≥–∏–º (–∞ —Ö–æ—Ç–µ–ª–æ—Å—å –µ–≥–æ –≤ –ø—Ä–æ–¥–∞–∂—É –ø—É—Å—Ç–∏—Ç—å, –∞ –∑–Ω–∞—á–∏—Ç, –Ω–µ –º–æ–≥—É –Ω–∞–ø–ª–µ–≤–∞—Ç—å –Ω–∞ —Å—Ç–æ–∏–º–æ—Å—Ç—å), –Ω—É –∏–ª–∏ –æ—Ç–∫–∞–∑–∞—Ç—å—Å—è –æ—Ç —Å—Ç–∞–ª–∏, —Ç–æ–≥–¥–∞ —Ç–æ–∂–µ —Ö–æ—Ä–æ—à–æ, –Ω–æ —Ç–æ–≥–¥–∞ –∏ —Å–º—ã—Å–ª–∞ –æ—Å–æ–±–æ–≥–æ –Ω–µ—Ç, –æ–Ω —Ö–æ—Ç—å –∏ –¥–µ—à–µ–≤–ª–µ –ø—Ä–æ—á–∏—Ö –≤—ã–π–¥–µ—Ç, –Ω–æ –ø—Ä–æ—á–∏–µ –º–æ–∂–Ω–æ —Å–æ–±—Ä–∞—Ç—å –Ω–µ –æ–±—Ä–∞—â–∞—è—Å—å –Ω–∞ –∑–∞–≤–æ–¥.
–ü–æ—Ç–æ–º—É –ø–æ–∫–∞ –∏ –∑–∞—Å—Ç—Ä—è–ª. –ò –µ—Å—Ç—å –≤–µ—Ä–æ—è—Ç–Ω–æ—Å—Ç—å, —á—Ç–æ —ç—Ç–æ —Ç–∞–∫ –∏ –æ—Å—Ç–∞–Ω–µ—Ç—Å—è –ø—Ä–æ–µ–∫—Ç–æ–º. –ù–æ –∑–∞—Ç–æ –±–ª–∞–≥–æ–¥–∞—Ä—è –µ–º—É –æ—Å–≤–æ–∏–ª –ø—Ä–æ–µ–∫—Ç–∏—Ä–æ–≤–∞–Ω–∏–µ –∏ —Ä–∞—Å—á—ë—Ç –º–µ—Ç–∞–ª–ª–æ–∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–π, –æ–¥–Ω–∞ –¥–∞–∂–µ –≤–æ–ø–ª–æ—â–µ–Ω–∞ –≤ –∂–∏–∑–Ω—å –Ω–∞–¥ –≤—Ö–æ–¥–æ–º —É—á—Ä–µ–∂–¥–µ–Ω–∏—è )) –•–æ—Ç—è –∏ —Ç—É—Ç –±–æ–ª—å—à—É—é —á–∞—Å—Ç—å –ø—Ä–µ–ø–æ–¥–∞–ª–∏ –ø—Ä–æ—Ñ–µ—Å—Å–∏–æ–Ω–∞–ª—å–Ω—ã–µ –∏–Ω–∂–µ–Ω–µ—Ä–∞.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –ù–ê–°–¢–û–õ–¨–ù–´–ï —Å–≤–µ—Ä–ª–∏–ª–∫–∏, —Ñ—Ä–µ–∑–µ—Ä—ã, —Ç–æ–∫–∞—Ä–Ω–∏–∫–∏... –∏ –ø—Ä–æ—á–∏–µ –º–∏–∫ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç –¥–µ–∫ 22, 2020 02:12:25 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 336
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 3
|
|
–ì–∏–±–∫–∞ –¥–ª—è —Å—Ç–∞–Ω–∏–Ω—ã —Å—Ç–∞–Ω–∫–∞ –≤–æ–æ–±—â–µ –Ω–µ –ø—Ä–∏–µ–º–ª–µ–º–∞ –∏–º—Ö–æ, –ø–æ—Å–∫–æ–ª—å–∫—É –Ω–∏–∫—Ç–æ —Å –ø—Ä–µ—Ü–∏–∑–∏–æ–Ω–Ω–æ–π —Ç–æ—á–Ω–æ—Å—Ç—å—é –µ–µ –≤–∞–º –Ω–µ –≤—ã–≥–Ω–µ—Ç, –∫–∞–∫ –±—É–¥–µ—Ç–µ —É–±–∏—Ä–∞—Ç—å –ø–æ–≤–æ–¥–∫–∏? —Ç–µ—Ä–º–∏—á–∫–∞? –µ–µ –æ–±—è–∑–∞—Ç–µ–ª—å–Ω–æ –≤—ã–≥–Ω–µ—Ç
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 2 –∏–∑ 17
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 322 ] |
, , , , ... |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: –Ω–µ—Ç –∑–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω–Ω—ã—Ö –ø–æ–ª—å–∑–æ–≤–∞—Ç–µ–ª–µ–π –∏ –≥–æ—Å—Ç–∏: 19 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|