|
ążąŠčĆčāą╝ ąĀą░ą┤ąĖąŠąÜąŠčé • ą¤čĆąŠčüą╝ąŠčéčĆ č鹥ą╝čŗ - ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓
ąĪąŠąŠą▒čēąĄąĮąĖčÅ ą▒ąĄąĘ ąŠčéą▓ąĄč鹊ą▓ | ąÉą║čéąĖą▓ąĮčŗąĄ č鹥ą╝čŗ
 
|
ąĪčéčĆą░ąĮąĖčåą░ 83 ąĖąĘ 102
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2039 ] |
... , , , , , , ... |
| ąÉą▓č鹊čĆ |
ąĪąŠąŠą▒čēąĄąĮąĖąĄ |
A-info

|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓  ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░čĆ 09, 2018 12:19:46 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
 |
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 18
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ą╝ą░ą╣ 04, 2014 14:38:31
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 89
ą×čéą║čāą┤ą░: ąÜčĆą░čüąĮąŠą┤ą░čĆčüą║ąĖą╣ ą║čĆ.
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąØą░ą┐čĆąĖą╝ąĄčĆ čéą░ą║ąŠą╣ - ąĪą┐ąŠą╣ą╗ąĄčĆ [quote]ąĪą║ąŠčĆąŠčüčéčī: DC12V 6000 ąŠą▒./ą╝ąĖąĮ., DC24v 12000 ąŠą▒./ą╝ąĖąĮ./. ąóąŠą│ą┤ą░ ą╗čāčćčłąĄ 775 ą┤ą▓ąĖą│ą░č鹥ą╗čī. ąÆą░ą╗ 5ą╝ą╝.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
 |
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
radioflash
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░čĆ 09, 2018 14:55:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
 |
ąÜą░čĆą╝ą░: -2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 13
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąĖčÄą╗ 11, 2017 20:42:25
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 265
ą×čéą║čāą┤ą░: RSFSR
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą¤ąŠ ą╝ąĮąĄ čéą░ą║ ąöą¤ą£ ą▓ąĮąĄ ą║ąŠąĮą║čāčĆąĄąĮčåąĖąĖ. ąźąŠčéčī ąĖ 30 ą╗ąĄčéąĮąĄą╣ ą┤ą░ą▓ąĮąŠčüčéąĖ, ą║ąŠč鹊čĆčŗą╣, ą║čüčéą░čéąĖ, ą╝ąŠąČąĮąŠ ą║čāą┐ąĖčéčī čĆą░ąĘą░ ą▓ 3 ą┤ąĄčłąĄą▓ą╗ąĄ č湥ą╝ čā ą║ąĖčéą░ą╣čåąĄą▓. ąĪąĄą╣čćą░čü čāąČąĄ ąĮąĄ ą▓čüą┐ąŠą╝ąĮčÄ, ą│ą┤ąĄ "ą▓ąĘčÅčéčŗą╣" ą┤ą┐ą╝ ą▓ą░ą╗čÅąĄčéčüčÅ. ąóąŠ ą╗ąĖ 30 č鹊 ą╗ąĖ 40. ą¤čĆąĖ čüąŠą▓ąĄčéą░čģ ąĮą░ ąĮąĄą│ąŠ ą┐ą░čéčĆąŠąĮą░ ąĮąĄ ąĮą░čłą╗ąŠčüčī. ąŚą░čłčæą╗ ą┐ąŠ čüčüčŗą╗ą║ąĄ ą▓ čćąĖą┐ąĖą┤ąĖą┐, ąĮąĄą╝ąĮąŠą│ąŠ ą┐čĆąĖ**ąĄą╗, ą┐ąŠčŹč鹊ą╝čā ąĖ č乊č鹊 ąĮą░ą┤ ą║ąĖčéą░ą╣čåąĄą╝ ą▓čŗą╗ąŠąČąĖą╗. ą£ąĮąĄ č鹊čćąĮąŠ ąŠąĮ ąĮąĄ ąĮčāąČąĄąĮ (ą▓ąŠą╗čīčéčŗ/ąŠą▒ąŠčĆąŠčéčŗ), ąĖ č鹊čĆą│ąŠą▓čåčŗ ą▓čĆčÅą┤ ą╗ąĖ ąŠčéą┤ą░ą┤čāčé ąĘą░ 200čĆ. ąÉ ą▓ąĮąĄ ą║ąŠąĮą║čāčĆąĄąĮčåąĖąĖ ą┤ąĄą╣čüčéą▓ąĖč鹥ą╗čīąĮąŠ ąŠąĮ ą▒čŗą╗ ą▓ 80čģ - 1ą╣ čüąŠą▓ąĄčéčüą║ąĖą╣ ąĮą░ ą┐ąŠą┤čłąĖą┐ąĮąĖą║ą░čģ. ąöą¤ą£ - ą┤ą▓ąĖą│ą░č鹥ą╗čī ą┐ąŠą┤čłąĖą┐ąĮąĖą║ąŠą▓čŗą╣ ą╝ąŠą┤ąĄčĆąĮąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗą╣  ąØą░čüč湥čé ą░ą╗čīč鹥čĆąĮą░čéąĖą▓čŗ. ąÜąĖčéą░ą╣čåčŗ ą╝ąŠą│čāčé ąĮą░ą┐ąĖčüą░čéčī ą▓ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░čģ čćč鹊 čāą│ąŠą┤ąĮąŠ. ą¤ąŠčŹč鹊ą╝čā ąĮąĄ č鹊čĆąŠą┐ą╗čÄčüčī čü ą┐ąŠą║čāą┐ą║ąŠą╣. ąÆ čŹč鹊ą╝ ą║ąŠčĆą┐čāčüąĄ čü ąČąĄą╗ąĄąĘąĮąŠą╣ ąĘą░ą┤ąĮąĄą╣ ą║čĆčŗčłą║ąŠą╣ ą┐ąŠąĮą░ą┤čæąČąĮąĄą╣ ą▒čāą┤ąĄčé, č湥ą╝ ą┐ą╗ą░čüčéą╝ą░čüčüą░. ąóąŠą╗čīą║ąŠ ąŠą▒ąŠčĆąŠčéčŗ ąĮąĄ ą░čģčéąĖ. ąØąĄčüąŠą╝ąĮąĄąĮąĮčŗą╣ ą┐ą╗čÄčü - ą▓ą░ą╗ 3.17 ąĖ ąŠčéą▓ąĄčĆčüčéąĖąĄ ą▓ ą┐ą░čéčĆąŠąĮąĄ čéą░ą║ąŠąĄ ąČąĄ. ąØą░ čŹč鹊 ą▒čŗą╗ ąŠčĆąĖąĄąĮčéąĖčĆąŠą▓ą░ąĮ ą╝ąŠą╣ ą┐ąŠąĖčüą║. ąóąŠąČąĄ ą┤čāą╝ą░čÄ, čćč鹊 ą╝ą░ą╗ąĄąĮčīą║ąĖą╣ ą║čāą╗ą░č湊ą║ ąĮąĄ ą╝ąŠąČąĄčé ą▒čŗčéčī čģąŠčĆąŠčłąŠ ąŠčéčåąĄąĮčéčĆąĖčĆąŠą▓ą░ąĮąĮčŗą╝ ą┐ąŠ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÄ. ąöą░ąČąĄ čā čģąŠčĆąŠčłąĄą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čÅ. ąØą░ ą╝ą░ą╗ąĄąĮčīą║ąĖą╣ ą▓ą░ą╗ ąĖ ą▒ąŠą╗čīčłąĖąĄ ąŠą▒ąŠčĆąŠčéčŗ č鹊ą╗čīą║ąŠ čåą░ąĮą│ąĖ. ąØčā čŹč鹊 ą▒ą░ą▒ą║ą░ ąĮą░ą┤ą▓ąŠąĄ čüą║ą░ąĘą░ą╗ą░. ąźąŠčéčÅ ąĮą░ čåą░ąĮą│ą░čģ (čĆąŠčüčüąĖą╣čüą║ąĖčģ ąĖąĘ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ą╗čīąĮąŠą╣ čüčéą░ą╗ąĖ) ą╗čāčćčłąĄ, ąĮąŠ ąĖčģ čåąĄąĮą░/ą┤ąŠčüčéčāą┐ąĮąŠčüčéčī/čüąŠą▓ą╝ąĄčüčéąĖą╝ąŠčüčéčī... ąØą░ ą┤čĆąĄą╗ąĖ 30000 ą▒ąĖąĄąĮąĖą╣ ąĮąĄ ąĘą░ą╝ąĄč湥ąĮąŠ ąĮąĖ čĆą░ąĘčā. ąØą░čłčæą╗čüčÅ ąĮą░ ą░ą╗ąĖ ą┐ą░čéčĆąŠąĮ, ą║ą░ą║ąŠą╣ ąĮą░ ą┤čĆąĄą╗ąĖ - ąĪą┐ąŠą╣ą╗ąĄčĆ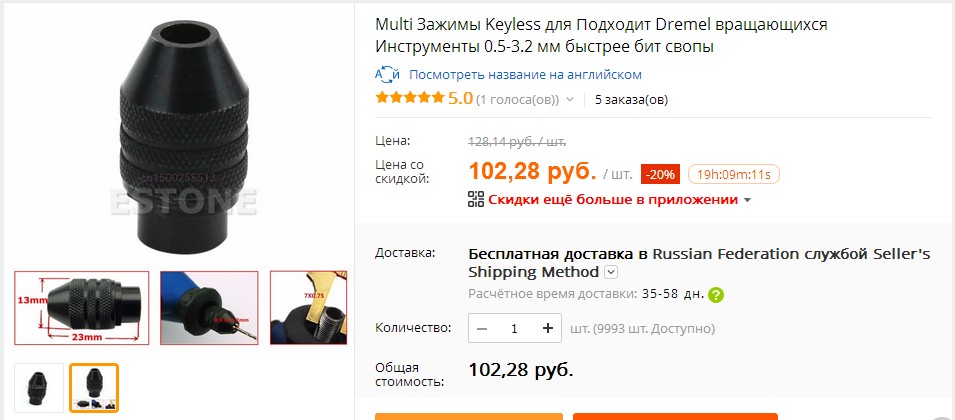 ą”ąĖčéą░čéą░: ą┤ą▓ąŠą╣ąĮąŠą╣ čłą░čĆ ąČąĖąĘąĮčī čüąĖą╗čīąĮą░  ąóąŠąČąĄ čāą╗čŗą▒ąĮčāą╗ąŠ, ą┐ąŠčŹč鹊ą╝čā čåąĖčéąĖčĆąŠą▓ą░ą╗ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ąĖ  ąØą░ą┐čĆąĖą╝ąĄčĆ čéą░ą║ąŠą╣ - ąĪą┐ąŠą╣ą╗ąĄčĆ[quote]ąĪą║ąŠčĆąŠčüčéčī: DC12V 6000 ąŠą▒./ą╝ąĖąĮ., DC24v 12000 ąŠą▒./ą╝ąĖąĮ./. ąóąŠą│ą┤ą░ ą╗čāčćčłąĄ 775 ą┤ą▓ąĖą│ą░č鹥ą╗čī. ąÆą░ą╗ 5ą╝ą╝. ą¤ą░čéčĆąŠąĮąŠą▓ ą┐ą░čĆąŠčćą║ą░ čāąČąĄ ąĘą░ą║ą░ąĘą░ąĮą░. ąźąŠčéčÅ ąĖ čéčāčé ą┐ąŠą┤čāą╝ą░ą╗ ą┤ą░ąČąĄ čłą╗ąĖčäą░ąĮčāčéčī ą┤ąĖą░ą╝ąĄčéčĆ. ąØąŠ čŹč鹊 ąĮą░ą┤ąŠ ąĘą░ą║čĆąĄą┐ą╗čÅčéčī ą┤ą▓ąĖąČąŠą║ ąĮą░ čüčāą┐ą┐ąŠčĆčé čü čÄčüčéąĖčĆąŠą▓ą░ąĮąĮąŠą╣ ą┐ąŠą┤ą░č湥ą╣, ą▓ą║ą╗čÄčćą░čéčī ąĄą│ąŠ, ąĖ ą║ ą░ą╗ą╝ą░ąĘąĮąŠą╝čā č鹊čćąĖą╗čā. ą¤ą╗čÄąĮčāą╗, ą┐ąĄčĆąĄą┤čāą╝ą░ą╗. ąÆ ą║ąŠąĮčåąĄ ą║ąŠąĮčåąŠą▓ ąĮą░ čŹč鹊čé ą┤ą░čéčī čéčĆąĖą┤čåą░čéąĮąĖą║ ą▓ąŠą╗čīčé ąĖ ąŠčåąĄąĮąĖčéčī ą║ą░ą║ ą│čĆąĄčéčīčüčÅ ą▒čāą┤ąĄčé. ąōą╗čÅą┤ąĖčłčī ąĖ ą▓čŗą┤ą░čüčé 20 ą╝ą░čģąŠą▓. ąóą░ą╝ ąŠąĮ čü ą▓ąĄąĮčéąĖą╗čÅč鹊čĆąŠą╝. ąś ąŠą▒ą┤čāą▓ąĮčŗąĄ ą║ąŠąČčāčģąŠą╝ ąĮąĄ ąĘą░ą║čĆčŗą▓ą░čéčī.
| ąÆą╗ąŠąČąĄąĮąĖčÅ: |
 Dremel.jpg [73.32 KiB]
Dremel.jpg [73.32 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 852
|
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
oleg63m
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░čĆ 09, 2018 20:22:56 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 140
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4275
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé čüąĄąĮ 01, 2011 12:53:27
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 20127
ą×čéą║čāą┤ą░: ąóčīą╝čāąóą░čĆą░ą║ą░ąĮąĖčÅ. ą¤ąŠč湥čéąĮčŗą╣ ąČąĖč鹥ą╗čī ą┐ąŠą┤ą╝ąŠčüč鹊ą▓čīčÅ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
čÅ č鹊ąČąĄ ą┐čĆąĖą▒ą╗ąĖąĘąĖč鹥ą╗čīąĮąŠ čéą░ą║ąŠą│ąŠ ą╝ąĮąĄąĮąĖčÅ. ą║čāą╗ą░čćą║ąŠą▓čŗą╣ ą┐ą░čéčĆąŠąĮ ą▓ č鹊ą┐ą║čā. ąŠčüąŠą▒ąĄąĮąĮąŠ ą▒ąĄčüą┐ąŠą╗ąĄąĘąĄąĮ ą▓ čĆčāčćąĮčŗčģ ą║ąŠą▓čŗčĆčÅą╗ą║ą░čģ. ąĖąĘąĘą░ ą╝ą░čüčüčŗ- čüą▓ąĄčĆą╗ą░ ą╗ąŠą╝ą░ąĄčé ąĮą░ čāčĆą░. ąöą░ ąĖ ą▓ čüčéą░ąĮąŠčćą║ą░čģ čü čüąĖčüč鹥ą╝ąŠą╣ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░ą║ čā ąĪą░ą▓ąŠą▓ą░ (ąĖ čā ą╝ąĄąĮčÅ č鹊ąČąĄ) ąĮąĄ ą║ą░čéąĖčé. ąĖąĮąĄčĆčåąĖąŠąĮąĮčŗą╣ čüąĖą╗čīąĮąŠ. ą┤ą░ ąĖ ą▓ąĖą▒čĆąĖčĆčāąĄčé.
ą┐ąŠčŹč鹊ą╝čā ą┤ą╗čÅ čüčéą░ąĮąĖąĮąĮčŗčģ čüą▓ąĄčĆą╗ąĖą╗ąŠą║ čü ą┐ąŠčüč鹊čÅąĮąĮčŗą╝ ą▓čĆą░čēąĄąĮąĖąĄą╝, ąĄčēąĄ ą┐čĆąŠą║ą░čéčŗą▓ą░ąĄčé. ą┐ąĄčĆąĄą┐čĆąŠą▒ąŠą▓ą░ą╗ ą║čāčćčā ą┐ą░čéčĆąŠąĮąŠą▓, ą▓ąĄčĆąĮčāą╗čüčÅ ą▓ąĘą░ą┤ ą║ čåą░ąĮą│ą░ą╝.
ą░ ąĄčēąĄ ą▓ čéą░ą║ąĖčģ čüčéą░ąĮą║ą░čģ ąĮąĄ ąŠč湥ąĮčī ą┐ąŠą╗čāčćą░ąĄčéčüčÅ čåąĄčéčĆąĖčĆąŠą▓ą░čéčī čüą▓ąĄčĆą╗ą░ čĆą░ąĘąĮčŗčģ ą┤ąĖą░ą╝ąĄčéčĆąŠą▓.
ą▓ čŹč鹊ą╝ ą┐ą╗ą░ąĮąĄ ą║ą░čĆą▒ąĖą┤ąĮčŗąĄ čü ąŠą┤ąĖąĮą░ą║ąŠą▓čŗą╝ąĖ (čāč鹊ą╗čēąĄąĮąĮčŗą╝ąĖ) čģą▓ąŠčüčéą░ą╝ąĖ čĆčāą╗čÅčé.
_________________
ą©ąĄą║čüą┐ąĖčĆ čüą║ą░ąĘą░ą╗: ąĪčāą┤ąĖčéčī ą╝ąĄąĮčÅ -ą┤ą░ąĮąŠ ą╗ąĖčłčī ąæąŠą│čā, ą┤čĆčāą│ąĖą╝ čÅ čāą║ą░ąČčā ą┤ąŠčĆąŠą│čā... https://natribu.org/
ą» ąĄą│ąŠ ą┐ąŠą╗ąĮąŠčüčéčīčÄ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄ.
ą¤čĆąŠą│čĆą░ą╝ą╝ąĖčĆčāčÄ ąĮą░ Fuse AtmelAVR.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
radioflash
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░čĆ 09, 2018 21:10:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
|
ąÜą░čĆą╝ą░: -2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 13
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąĖčÄą╗ 11, 2017 20:42:25
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 265
ą×čéą║čāą┤ą░: RSFSR
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: -1
|
čÅ č鹊ąČąĄ ą┐čĆąĖą▒ą╗ąĖąĘąĖč鹥ą╗čīąĮąŠ čéą░ą║ąŠą│ąŠ ą╝ąĮąĄąĮąĖčÅ. ą║čāą╗ą░čćą║ąŠą▓čŗą╣ ą┐ą░čéčĆąŠąĮ ą▓ č鹊ą┐ą║čā. ą¤ąŠ čéąĖą┐čā JTO ąĖą╗ąĖ 15čéąĖ ą│čĆą░ą╝ą╝ąŠą▓čŗą╣ "čüą║ąŠčĆąŠčģąŠą┤" - ąŠąĮąĖ ąŠą▒ą░ ą║čāą╗ą░čćą║ąŠą▓čŗąĄ. ą▓ čüčéą░ąĮąŠčćą║ą░čģ čü čüąĖčüč鹥ą╝ąŠą╣ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░ą║ čā ąĪą░ą▓ąŠą▓ą░ (ąĖ čā ą╝ąĄąĮčÅ č鹊ąČąĄ) ąĮąĄ ą║ą░čéąĖčé. ąŁč鹊 ąŠ ą║ą░ą║ąŠą╝ čüčéą░ąĮą║ąĄ - ąĮąĄ čü ą┐ąĄčĆą▓ąŠą╣ ąČąĄ čüčéčĆą░ąĮąĖčåčŗ čŹč鹊ą╣ č鹥ą╝čŗ... ąÜčüčéą░čéąĖ čäą░ą╣ą╗čŗ m3u ąĖ cdw čéą░ą╝ ą▓ąĄą┤čī č鹊ąČąĄ ą║č鹊-č鹊 čüąŠąĘą┤ą░ą▓ą░ą╗. ąĖąĮąĄčĆčåąĖąŠąĮąĮčŗą╣ čüąĖą╗čīąĮąŠ. ą┤ą░ ąĖ ą▓ąĖą▒čĆąĖčĆčāąĄčé.
ą┐ąŠčŹč鹊ą╝čā ą┤ą╗čÅ čüčéą░ąĮąĖąĮąĮčŗčģ čüą▓ąĄčĆą╗ąĖą╗ąŠą║ čü ą┐ąŠčüč鹊čÅąĮąĮčŗą╝ ą▓čĆą░čēąĄąĮąĖąĄą╝, ąĄčēąĄ ą┐čĆąŠą║ą░čéčŗą▓ą░ąĄčé. ą¦ąĄą╝ čéčÅąČąĄą╗ąĄąĄ ąĖ ą▓ ą┤ąĖą░ą╝ąĄčéčĆąĄ ą┐ąŠą▒ąŠą╗čīčłąĄ - č鹥ą╝ ąĖąĮąĄčĆčåąĖąŠąĮąĮąĄą╣. ąś ąŠčēčāčéąĖą╝ ą┐ąŠą▒ąŠą╗čīčłąĄ ą┤ąĖčüą▒ą░ą╗ą░ąĮčü. ąóą░ą║ąĖąĄ ąĮčā ąĮąĖą║ą░ą║ ąĮąĄ ą┤ą╗čÅ ą╝ąŠč鹊čĆčćąĖą║ą░ čü ą▓ą░ą╗ąŠą╝ 3ą╝ą╝ ąĮą░ ąŠą▒ąŠčĆąŠčéą░čģ ą▒ąŠą╗čīčłąĄ 6čé. ą┐ąĄčĆąĄą┐čĆąŠą▒ąŠą▓ą░ą╗ ą║čāčćčā ą┐ą░čéčĆąŠąĮąŠą▓, ą▓ąĄčĆąĮčāą╗čüčÅ ą▓ąĘą░ą┤ ą║ čåą░ąĮą│ą░ą╝.
ą░ ąĄčēąĄ ą▓ čéą░ą║ąĖčģ čüčéą░ąĮą║ą░čģ ąĮąĄ ąŠč湥ąĮčī ą┐ąŠą╗čāčćą░ąĄčéčüčÅ čåąĄčéčĆąĖčĆąŠą▓ą░čéčī čüą▓ąĄčĆą╗ą░ čĆą░ąĘąĮčŗčģ ą┤ąĖą░ą╝ąĄčéčĆąŠą▓.
ą▓ čŹč鹊ą╝ ą┐ą╗ą░ąĮąĄ ą║ą░čĆą▒ąĖą┤ąĮčŗąĄ čü ąŠą┤ąĖąĮą░ą║ąŠą▓čŗą╝ąĖ (čāč鹊ą╗čēąĄąĮąĮčŗą╝ąĖ) čģą▓ąŠčüčéą░ą╝ąĖ čĆčāą╗čÅčé. ąĢčüą╗ąĖ ąĄčüčéčī ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī čüčéą░ą╗čīąĮčŗąĄ čåą░ąĮą│ąĖ ą┤ąŠčüčéą░ą▓ą░čéčī ąĖ čüąŠą▓ą╝ąĄčēą░čéčī, č鹊 ą┐ąŠč湥ą╝čā ą▒čŗ ąĮąĄčé. ąÉ čüą▓čæčĆą╗ą░ čĆą░ąĘąĮčŗąĄ čü čģą▓ąŠčüč鹊ą╝ ą▓ ąŠą┤ąĖąĮ ą┤ąĖą░ą╝ąĄčéčĆ - č鹊 ą▓ąŠąŠą▒čēąĄ ąĮąĄ ą┐ą╗ąŠčģąŠ. ąÆąŠą┐čĆąŠčü čåąĄąĮčŗ/ą┤ąŠčüčéčāą┐ąĮąŠčüčéąĖ. ąØą░ą┐čĆąĖą╝ąĄčĆ čéą░ą║ąĖą╝ąĖ ą▓ąŠąŠą▒čēąĄ ą▓čĆčāčćąĮčāčÄ ą╗čāčćčłąĄ ąĮąĄ čüą▓ąĄčĆą╗ąĖčéčī. ąĪą┐ąŠą╣ą╗ąĄčĆ ą£ą░ą╗ąĄą╣čłąĖą╣ ąĮąĄąĘą░ą╝ąĄčéąĮčŗą╣ ą┐ąĄčĆąĄą║ąŠčü/č鹊ą╗č湊ą║/ą▒ąĖąĄąĮąĖąĄ - ąĮą░ ą┐ąĄčĆą▓ąŠą╝ ąČąĄ ąŠčéą▓ąĄčĆčüčéąĖąĖ čüą▓ąĄčĆą╗ą░ ąĮąĄ ą▒čāą┤ąĄčé. ąØą░ čćą░čüąŠą▓ąŠą╝ čéą░ą║ąĖą╝ąĖ čüą▓ąĄčĆą╗čÅčéčüčÅ ą╝ąŠčüčéčŗ ąĖ ą┐ą╗ą░čéąĖąĮčŗ ąĮą░ ą┤ą╗ąĖąĮąĮčŗčģ ą╗ąĖąĮąĖčÅčģ ą┐čĆąŠčĆčāą▒ą╗ąĄąĮąĮčŗąĄ ą▓ ą╗ą░čéčāąĮąĮąŠą╣ ą╗ąĄąĮč鹥. ąØą░ ą╗ąĖąĮąĖąĖ čüč鹊ąĖčé ą┐ąŠą╗ąĮąŠ ą┤ą▓ąĖąČą║ąŠą▓ 3čģ-čäą░ąĘąĮčŗčģ 2800 čü ąŠčéąĮąŠčłąĄąĮąĖąĄą╝ čłąĄčüč鹥čĆčæąĮąĮąŠą╣ ą┐ą░čĆčŗ 120/20. ą¤čĆą░ą▓ą┤ą░ čüą▓čæčĆą╗ą░ ą▒čŗą╗ąĖ čüąĄčĆčŗąĄ, ąĮąĄą▓ąĘčĆą░čćąĮčŗąĄ. ąóąŠ ą▒čŗą╗ąŠ ą▓ 90čģ... ąÉ čŹčéąĖą╝ąĖ ą║ą░ą║ čĆą░ąĘ - ą╗čÄą▒ąŠą╣ čĆčāčćąĮąŠą╣ čüčéą░ąĮąŠą║ - ą┐ą░čéčĆąŠąĮ ą░ą╗čī čåą░ąĮą│ą░, ą▓čüčæ čĆą░ą▓ąĮąŠ. ąĪą┐ąŠą╣ą╗ąĄčĆ HSS ą┤ą╗čÅ ą┐ą╗ą░čé ą▓ą┐ąŠą╗ąĮąĄ ąĮąŠčĆą╝ą░ą╗čīąĮčŗą╣ ą╝ą░č鹥čĆčīčÅą╗, ąĮą░ą┤ąŠ ą▒čŗ ąĮą░ą▒čĆą░čéčī ąĄčēčæ
| ąÆą╗ąŠąČąĄąĮąĖčÅ: |
bitcarbid.jpg [76.69 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 935
|
bithss.jpg [74.72 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 923
|
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąÆčŗą▒ąĖčĆą░ąĄą╝ čüčģąĄą╝čā BMS ą┤ą╗čÅ ąĘą░čĆčÅą┤ą░ ą╗ąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗčģ (LiFePO4) ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓
ą×ą▒čÅąĘą░č鹥ą╗čīąĮčŗą╝ čāčüą╗ąŠą▓ąĖąĄą╝ ą┤ąŠą╗ą│ąŠą╣ ąĖ čüčéą░ą▒ąĖą╗čīąĮąŠą╣ čĆą░ą▒ąŠčéčŗ Li-FePO4-ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓, ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ EVE Energy, čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ BMS-ą╝ąĖą║čĆąŠčüčģąĄą╝. ąøąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗąĄ ąÉąÜąæ ąŠčéą╗ąĖčćą░čÄčéčüčÅ čéą░ą║ąĖą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ, ą║ą░ą║ ą▓čŗčüąŠą║ą░čÅ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮąŠčüčéčī čåąĖą║ą╗ąŠą▓ ąĘą░čĆčÅą┤ą░-čĆą░ąĘčĆčÅą┤ą░, ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą▒čŗčüčéčĆąŠą╣ ąĘą░čĆčÅą┤ą║ąĖ, čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī ą║ ą▒čāč乥čĆąĮąŠą╝čā čĆąĄąČąĖą╝čā čĆą░ą▒ąŠčéčŗ ąĖ ą┐čĆąĖąĄą╝ą╗ąĄą╝ą░čÅ čüč鹊ąĖą╝ąŠčüčéčī. ąØąŠ ą┤ą╗čÅ čŹčéąĖčģ ąÉąÜąæ ąŠč湥ąĮčī ą▓ą░ąČąĄąĮ ą║ąŠąĮčéčĆąŠą╗čī ą┐čĆąŠčåąĄčüčüą░ ąĘą░čĆčÅą┤ą░ ąĖ čĆą░ąĘčĆčÅą┤ą░ ą┤ą╗čÅ ąĖąĘą▒ąĄą│ą░ąĮąĖčÅ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÅ ą▓ąĮąĄčłąĮąĄą│ąŠ ąĘą░čĆčÅą┤ąĮąŠą│ąŠ ąĮą░ą┐čĆčÅąČąĄąĮąĖčÅ ą┐ąŠčüą╗ąĄ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ 100% ąĘą░čĆčÅą┤ą░. ąśąĮąČąĄąĮąĄčĆčŗ ąÜą×ą£ą¤ąŁąø ą┐ąŠą┤ą│ąŠč鹊ą▓ąĖą╗ąĖ čüą┐ąĖčüąŠą║ čéą░ą║ąĖčģ čĆąĄčłąĄąĮąĖą╣ ąŠčé čĆą░ąĘąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
Wandal
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░čĆ 09, 2018 23:47:11 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ ąŠą║čé 31, 2015 03:14:43
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 260
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą”ąĖčéą░čéą░: ąØą░ą┐čĆąĖą╝ąĄčĆ čéą░ą║ąĖą╝ąĖ ą▓ąŠąŠą▒čēąĄ ą▓čĆčāčćąĮčāčÄ ą╗čāčćčłąĄ ąĮąĄ čüą▓ąĄčĆą╗ąĖčéčī. ... ą£ą░ą╗ąĄą╣čłąĖą╣ ąĮąĄąĘą░ą╝ąĄčéąĮčŗą╣ ą┐ąĄčĆąĄą║ąŠčü/č鹊ą╗č湊ą║/ą▒ąĖąĄąĮąĖąĄ - ąĮą░ ą┐ąĄčĆą▓ąŠą╝ ąČąĄ ąŠčéą▓ąĄčĆčüčéąĖąĖ čüą▓ąĄčĆą╗ą░ ąĮąĄ ą▒čāą┤ąĄčé. ąæčĆąĄčģąĮčÅ. ą”ąĖčéą░čéą░: HSS ą┤ą╗čÅ ą┐ą╗ą░čé ą▓ą┐ąŠą╗ąĮąĄ ąĮąŠčĆą╝ą░ą╗čīąĮčŗą╣ ą╝ą░č鹥čĆčīčÅą╗, ąæčĆąĄčģąĮčÅ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąØąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ EVE čüąĄčĆąĖąĖ PLM ą┤ą╗čÅ GSM-čéčĆąĄą║ąĄčĆąŠą▓, čĆą░ą▒ąŠčéą░čÄčēąĖčģ ą▓ ąČčæčüčéą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ (ą┤ąŠ -40┬░ąĪ)
ąÜąŠą╝ą┐ą░ąĮąĖčÅ EVE ą▓čŗą┐čāčüčéąĖą╗ą░ ąĮąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ čüąĄčĆąĖąĖ PLM, čüąŠč湥čéą░čÄčēąĖą╣ ą▓ čüąĄą▒ąĄ ą▓čŗčüąŠą║čāčÄ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ čüą╗čāąČą▒čŗ, čłąĖčĆąŠą║ąĖą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╣ ą┤ąĖą░ą┐ą░ąĘąŠąĮ ąĖ ą▓čŗčüąŠą║čāčÄ č鹊ą║ąŠąŠčéą┤ą░čćčā ą┤ą░ąČąĄ ą┐čĆąĖ ąŠčéčĆąĖčåą░č鹥ą╗čīąĮąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ.
ąŁčéąĖ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆčŗ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄčé ąĘą░čĆčÅą┤ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ąŠčé -40/-20┬░ąĪ (čüąĮąĖąČąĄąĮąĮčŗą╝ ąĘąĮą░č湥ąĮąĖąĄą╝ č鹊ą║ą░), ą▒ąĄąĘąŠą┐ą░čüąĮčŗ (ąĮąĄ ą▓ąŠčüą┐ą╗ą░ą╝ąĄąĮčÅčÄčéčüčÅ ąĖ ąĮąĄ ą▓ąĘčĆčŗą▓ą░čÄčéčüčÅ) ą┐čĆąĖ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╝ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖąĖ (ą┐čĆąŠčéčŗą║ą░ąĮąĖąĄ ąĖ čüą┤ą░ą▓ą╗ąĖą▓ą░ąĮąĖąĄ), čāčüč鹊ą╣čćąĖą▓čŗ ą║ ą▓ąĖą▒čĆą░čåąĖąĖ. ą×ąĮąĖ ą╝ąŠą│čāčé ą┐čĆąĖą╝ąĄąĮčÅčéčīčüčÅ ą║ą░ą║ ą┤ą╗čÅ ą░ą▓č鹊čéčĆą░ąĮčüą┐ąŠčĆčéą░ (čéčĆąĄą║ąĄčĆčŗ, ą╝ą░čÅčćą║ąĖ, čüąĖą│ąĮą░ą╗ąĖąĘą░čåąĖčÅ), čéą░ą║ ąĖ ą┤ą╗čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓ ą╝ąŠąĮąĖč鹊čĆąĖąĮą│ą░, IoT-čāčüčéčĆąŠą╣čüčéą▓.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
radioflash
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ą╝ą░čĆ 10, 2018 00:10:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
|
ąÜą░čĆą╝ą░: -2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 13
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąĖčÄą╗ 11, 2017 20:42:25
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 265
ą×čéą║čāą┤ą░: RSFSR
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą”ąĖčéą░čéą░: ąØą░ą┐čĆąĖą╝ąĄčĆ čéą░ą║ąĖą╝ąĖ ą▓ąŠąŠą▒čēąĄ ą▓čĆčāčćąĮčāčÄ ą╗čāčćčłąĄ ąĮąĄ čüą▓ąĄčĆą╗ąĖčéčī. ... ą£ą░ą╗ąĄą╣čłąĖą╣ ąĮąĄąĘą░ą╝ąĄčéąĮčŗą╣ ą┐ąĄčĆąĄą║ąŠčü/č鹊ą╗č湊ą║/ą▒ąĖąĄąĮąĖąĄ - ąĮą░ ą┐ąĄčĆą▓ąŠą╝ ąČąĄ ąŠčéą▓ąĄčĆčüčéąĖąĖ čüą▓ąĄčĆą╗ą░ ąĮąĄ ą▒čāą┤ąĄčé. ąæčĆąĄčģąĮčÅ. ą”ąĖčéą░čéą░: HSS ą┤ą╗čÅ ą┐ą╗ą░čé ą▓ą┐ąŠą╗ąĮąĄ ąĮąŠčĆą╝ą░ą╗čīąĮčŗą╣ ą╝ą░č鹥čĆčīčÅą╗, ąæčĆąĄčģąĮčÅ. ą×ą│ąŠą▓ąŠčĆ ąĮąĖč湥ą╝ ąĮąĄ ąŠą▒ąŠčüąĮąŠą▓ą░ąĮ. ą×ą┤ąĮąĖą╝ ą║ą░čĆą▒ąĖą┤ąŠą╝ ą▒ąĄąĘ ąĘą░č鹊čćą║ąĖ ą▒ąŠą╗čīčłąĄ ą╝ąŠąČąĮąŠ ą┐čĆąŠčüą▓ąĄčĆą╗ąĖčéčī, č湥ą╝ hss. ąØąŠ ąŠą▒ą╗ąŠą╝ą░čéčī ąĄą│ąŠ ą│ąŠčĆą░ąĘą┤ąŠ ą╗ąĄą│č湥 ąĖ ą▒čŗčüčéčĆąĄą╣. ą¤ąŠčüą║ąŠą╗čīą║čā čā ą╝ąĄąĮčÅ ąĮąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮčŗą╣ ą┐čĆąŠčåąĄčüčü, ą╝ąŠą│čā čüąĄą▒ąĄ ą┐ąŠąĘą▓ąŠą╗ąĖčéčī ą┐ąŠčüą╗ąĄ čéčŗčēąĖ ą┤čŗčĆ hss ą┐ąŠą┤ą┐čĆą░ą▓ąĖčéčī ąĮą░ č鹊čćąĖą╗ąĄ. ąÉ ąĮą░ ąĘą░ą▓ąŠą┤ą░čģ ąĖčģ ą▓ąŠąŠą▒čēąĄ ąĮąĄ č鹊čćą░čé. ą¤čĆąĖ čåąĖą║ą╗ąĄ 1200 ą▓ čćą░čü. ą¤ąŠčŹč鹊ą╝čā ą┐čĆąĖą┤čāą╝ą░ą╗ąĖ ą║ą░čĆą▒ąĖą┤ ą▓ąŠą╗čīčäčĆą░ą╝ą░.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Wandal
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ą╝ą░čĆ 10, 2018 01:28:08 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ ąŠą║čé 31, 2015 03:14:43
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 260
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąöą░ čćč鹊 čü č鹊ą▒ąŠą╣ ąĮąĄ čéą░ą║? ąØąĄčüą║ąŠą╗čīą║ąŠ čüčéčĆą░ąĮąĖčå ąĘą░čüčĆą░ą╗ ą┐čĆąŠčüčéčŗąĮčÅą╝ąĖ č鹥ą║čüčéą░ ąĖ ą║ąĖčéą░ą╣čüą║ąĖą╝ąĖ ą║ą░čĆčéąĖąĮą║ą░ą╝ąĖ.
ąÜą░ą║ąĖąĄ-č鹊 ą║čĆąĖą▓čŗąĄ ą┐ą░čéčĆąŠąĮčŗ, ą┐ą╗ą░čüčéąĖą╗ąĖąĮąŠą▓čŗą╣ ąźąĪąĪ, ą╝ąŠč鹊čĆčŗ ąĮąĄą┐ąŠąĮčÅčéąĮąŠą│ąŠ ą║ą░č湥čüčéą▓ą░ ą┐ąŠ čåąĄąĮąĄ ą▒čĆ菹Įą┤ąŠą▓čŗčģ...
ąóčŗ čŹčéąĖą╝ ą┐ąŠą╗čīąĘąŠą▓ą░ą╗čüčÅ? ąźąŠčéčÅ ą▒čŗ ą▓ąĖą┤ąĄą╗ ą▓ ąČąĖą▓čāčÄ?
ąśąĘ ą▓čüąĄą│ąŠ čŹč鹊ą│ąŠ ą▒ą░čĆą░čģą╗ą░ č鹊ą╗čīą║ąŠ čüčéą░ąĮąŠčćąĮčŗąĄ čüą▓čæčĆą╗ą░ ą┐čĆąĖą│ąŠą┤ąĮčŗ ą║ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÄ, čģąŠčéčÅ ąĖ ąæ\ąŻ ą▓ąŠčüčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮčŗąĄ.
ąś ą┤ą░, ą╝ąŠąČąĮąŠ čüą▓ąĄčĆą╗ąĖčéčī čü čĆčāą║, ąĮąĄ čéą░ą║ąĖąĄ ąŠąĮąĖ čģčĆčāą┐ą║ąĖąĄ. ąÉ ą▓čŗčłąĄ 3000 ąŠą▒ąŠčĆąŠč鹊ą▓ ą┤ą░ąČąĄ ą╝ąĄą┤čī ąĮąĄ ąĘą░ą┤ąĖčĆą░ąĄčé.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
vem566
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ą╝ą░čĆ 10, 2018 11:56:12 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 598
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü čÅąĮą▓ 24, 2010 13:14:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 4546
ą×čéą║čāą┤ą░: ą×ą╝čüą║
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Wandal ą┐ąĖčüą░ą╗(ą░): ą╝ąŠą│čā čüąĄą▒ąĄ ą┐ąŠąĘą▓ąŠą╗ąĖčéčī ą┐ąŠčüą╗ąĄ čéčŗčēąĖ ą┤čŗčĆ hss ą┐ąŠą┤ą┐čĆą░ą▓ąĖčéčī ąĮą░ č鹊čćąĖą╗ąĄ.
ąÉ ąĮą░ ąĘą░ą▓ąŠą┤ą░čģ ąĖčģ ą▓ąŠąŠą▒čēąĄ ąĮąĄ č鹊čćą░čé. ąĀą░ą▒ąŠčéą░ą╗ ą▓ čüą▓ąŠąĄ ą▓čĆąĄą╝čÅ ąĮą░ ąĘą░ą▓ąŠą┤ąĄ, ą│ą┤ąĄ ą┤ąĄą╗ą░ą╗ąĖ ą┐ą╗ą░čéčŗ ą┤ą╗čÅ ą▓ąŠąĄąĮą║ąĖ. ąĀąĄčüčāčĆčü čüą▓ąĄčĆą╗ą░ ąĀ18 50(ą┐čÅčéčīą┤ąĄčüčÅčé) ąŠčéą▓ąĄčĆčüčéąĖą╣ ą▓ čüč鹥ą║ą╗ąŠč鹥ą║čüč鹊ą╗ąĖč鹥. ą¤ąŠčüą╗ąĄ ąĘą░ą╝ąĄąĮą░ ąĖ ą▓ ą║ąŠąĮčåąĄ čüą╝ąĄąĮčŗ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĮčŗąĄ ą║ąŠčĆąŠą▒ą║ąĖ ą▓ čåąĄčģ ąĘą░č鹊čćą║ąĖ. ąØąĄ ąĘąĮą░čÄ, ąĮą░čüą║ąŠą╗čīą║ąŠ HSS 菹║ą▓ąĖą▓ą░ą╗ąĄąĮčé ąĀ18.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
radioflash
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ą╝ą░čĆ 10, 2018 19:20:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
|
ąÜą░čĆą╝ą░: -2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 13
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąĖčÄą╗ 11, 2017 20:42:25
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 265
ą×čéą║čāą┤ą░: RSFSR
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąØąĄ ąĘąĮą░čÄ, ą║ą░ą║ ąŠąĮ ą▓čŗčćąĖčüą╗čÅą╗, ąĖ ąĮą░čüą║ąŠą╗čīą║ąŠ čŹč鹊 ą┐čĆą░ą▓ąĖą╗čīąĮąŠ, ąĮąŠ ąŠčéąĘčŗą▓ ąĄą│ąŠ ą╝ąĮąĄ ą┐čĆąĖčłčæą╗čüčÅ ą┐ąŠ ą┤čāčłąĄ. ąĪą┐ąŠą╣ą╗ąĄčĆ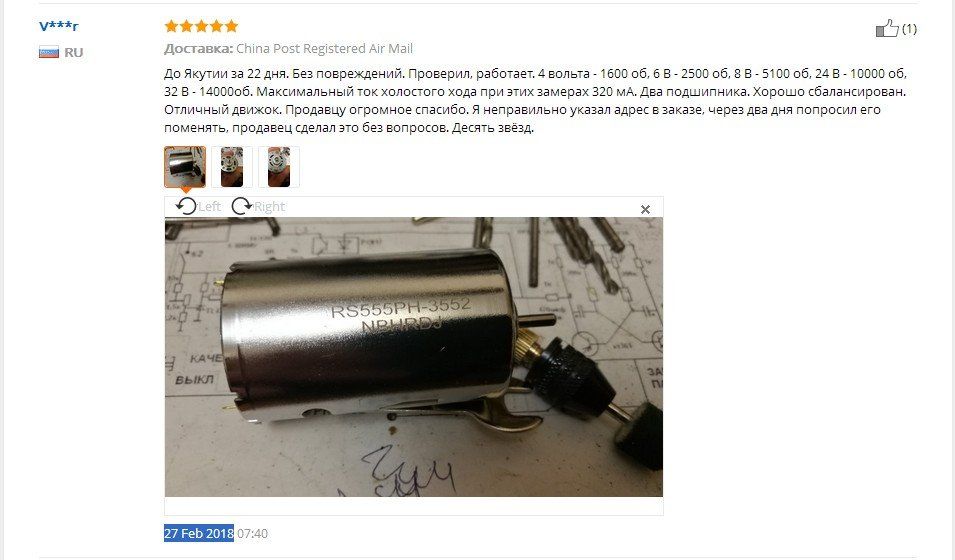 ą”ąĖčéą░čéą░: ąĪčéą░ą╗čī ąĀ6ą£5, ąĖąĮąŠą│ą┤ą░ ąĄąĄ ąĮą░ąĘčŗą▓ą░čÄčé ą▒čŗčüčéčĆąŠčĆąĄąĘ (ą▒čŗčüčéčĆąŠčĆąĄąČčāčēą░čÅ) ąĖą╗ąĖ čüą░ą╝ąŠą║ą░ą╗, ąŠčéąĮąŠčüąĖčéčüčÅ ą║ čĆą░ąĘčĆčÅą┤čā ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ą╗čīąĮčŗčģ čüčéą░ą╗ąĄą╣. ąĪčāčēąĄčüčéą▓čāčÄčé ąĖą╝ą┐ąŠčĆčéąĮčŗąĄ ą░ąĮą░ą╗ąŠą│ąĖ - ą£2 ( ąĪą©ąÉ AISI/ASTM). ą£ą░čĆą║ąĖčĆąŠą▓ą║ą░ ąĖą╝ą┐ąŠčĆčéąĮčŗčģ čüčéą░ą╗ąĄą╣ ąĮą░čćąĖąĮą░ąĄčéčüčÅ čü ą░ą▒ą▒čĆąĄą▓ąĖą░čéčāčĆčŗ HSS, ąĄąĄ čĆą░čüčłąĖčäčĆąŠą▓ą║ą░ ąĘą▓čāčćąĖčé čéą░ą║ - ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮą░čÅ čüčéą░ą╗čī. ą”ąĖčéą░čéą░: HSS (High Speed Steel) - čŹč鹊 ąŠą▒čēąĄąĄ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ ą│čĆčāą┐ą┐čŗ ą▒čŗčüčéčĆąŠčĆąĄąČčāčēąĖčģ čüčéą░ą╗ąĄą╣. HSS čüčéą░ą╗čī ą┐čĆąĖą╝ąĄąĮčÅąĄčéčüčÅ ą┤ą╗čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą▒ąŠą╗čīčłąŠą│ąŠ ą║ąŠą╗ąĖč湥čüčéą▓ą░ čĆą░ąĘą╗ąĖčćąĮąŠą│ąŠ čĆąĄąČčāčēąĄą│ąŠ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░. ą×ą▒čŗčćąĮąŠ, čŹč鹊 čüą▓ąĄčĆą╗ą░, čäčĆąĄąĘčŗ, ą╝ąĄčéčćąĖą║ąĖ ąĖ ą┐ą╗ą░čłą║ąĖ, čĆąĄąČąĄ - ąĮąŠąČąĖ ąĖ ą┐ąĖą╗čīąĮčŗąĄ ą┐ąŠą╗ąŠčéąĮą░. HSS čüčéą░ą╗ąĖ čÅą▓ą╗čÅčÄčéčüčÅ ą▓čŗčüąŠą║ąŠčāą│ą╗ąĄčĆąŠą┤ąĖčüčéčŗą╝ąĖ ąĖ ąĮąĄą║ąŠč鹊čĆčŗąĄ ąĖąĘ ąĮąĖčģ čüąŠą┤ąĄčƹȹ░čé ą▒ąŠą╗čīčłčāčÄ ą┤ąŠą╗čÄ ą▓ąŠą╗čīčäčĆą░ą╝ą░. ąÜą░ą║ ą┐čĆą░ą▓ąĖą╗ąŠ, ąĖąĮčüčéčĆčāą╝ąĄąĮčéčŗ ąĖąĘ HSS-čüčéą░ą╗ąĖ ąĖą╝ąĄčÄčé čéą▓ąĄčĆą┤ąŠčüčéčī 62-64 HRC. ą×čüąĮąŠą▓ąĮčŗą╝ ą┐čĆąĄąĖą╝čāčēąĄčüčéą▓ąŠą╝ ą┐ąĄčĆąĄą┤ čéą▓ąĄčĆą┤ąŠčüą┐ą╗ą░ą▓ąĮčŗą╝ąĖ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ą╝ąĖ čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąŠčćąĮąŠčüčéčī ąĖ ą▒ąŠą╗ąĄąĄ ąĮąĖąĘą║ą░čÅ čüč鹊ąĖą╝ąŠčüčéčī ąĖąĮčüčéčĆčāą╝ąĄąĮč鹊ą▓. ą¤ąŠčŹč鹊ą╝čā HSS čģąŠčĆąŠčłąŠ čüąĄą▒čÅ ą┐ąŠą║ą░ąĘčŗą▓ą░ąĄčé ą┐čĆąĖ ą┐čĆąĄčĆčŗą▓ąĖčüč鹊ą╝ čĆąĄąĘą░ąĮąĖąĖ. ąĀą░ą▒ąŠčéą░ą╗ ą▓ čüą▓ąŠąĄ ą▓čĆąĄą╝čÅ ąĮą░ ąĘą░ą▓ąŠą┤ąĄ, ą│ą┤ąĄ ą┤ąĄą╗ą░ą╗ąĖ ą┐ą╗ą░čéčŗ ą┤ą╗čÅ ą▓ąŠąĄąĮą║ąĖ. ąĀąĄčüčāčĆčü čüą▓ąĄčĆą╗ą░ ąĀ18 50(ą┐čÅčéčīą┤ąĄčüčÅčé) ąŠčéą▓ąĄčĆčüčéąĖą╣ ą▓ čüč鹥ą║ą╗ąŠč鹥ą║čüč鹊ą╗ąĖč鹥. ą¤ąŠčüą╗ąĄ ąĘą░ą╝ąĄąĮą░ ąĖ ą▓ ą║ąŠąĮčåąĄ čüą╝ąĄąĮčŗ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĮčŗąĄ ą║ąŠčĆąŠą▒ą║ąĖ ą▓ čåąĄčģ ąĘą░č鹊čćą║ąĖ. ąØąĄ ąĘąĮą░čÄ, ąĮą░čüą║ąŠą╗čīą║ąŠ HSS 菹║ą▓ąĖą▓ą░ą╗ąĄąĮčé ąĀ18. ąØą░ ą║ą░ąČą┤ąŠą╝ ąĘą░ą▓ąŠą┤ąĄ čüą▓ąŠą╣ č鹥čģąĮąŠą╗ąŠą│. ą×ąĮ čüčéą░čĆą░ąĄčéčüčÅ "ą║ą░ą║ ą╗čāčćčłąĄ"... ąøčĆčāą│ąŠąĄ ą┤ąĄą╗ąŠ, čćč鹊 ą║ąĖčéą░ą╣čåčŗ ą╝ąŠą│čāčé ąŠą▒ą╝ą░ąĮčāčéčī, ąĖ ą┐ąŠą┤ ą▓ąĖą┤ąŠą╝ hss ą▓čüčāčćąĖčéčī ąČąĄčüčéčÅąĮą║čā...
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
tihohod
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤ąĮ ą╝ą░čĆ 12, 2018 03:56:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
 |
ąÜą░čĆą╝ą░: 5
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 138
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą╝ą░čĆ 08, 2010 22:34:21
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 278
ą×čéą║čāą┤ą░: ąĪą░ąĮą║čé-ą¤ąĄč鹥čĆą▒čāčĆą│
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą╝ąŠą│čā čüąĄą▒ąĄ ą┐ąŠąĘą▓ąŠą╗ąĖčéčī ą┐ąŠčüą╗ąĄ čéčŗčēąĖ ą┤čŗčĆ hss ą┐ąŠą┤ą┐čĆą░ą▓ąĖčéčī ąĮą░ č鹊čćąĖą╗ąĄ. ąóčŗčēą░ ąŠčéą▓ąĄčĆčüčéąĖą╣ ą▓ čüč鹥ą║ą╗ąŠč鹥ą║čüč鹊ą╗ąĖč鹥 čüą▓ąĄčĆą╗ąŠą╝ HSS - čŹč鹊 čäą░ąĮčéą░čüčéąĖą║ą░. ą×ąĮąĖ ą┐ąŠčüą╗ąĄ čüąŠčéąĮąĖ ą▒ąŠą╗čīčłąĄ ą┐čĆąŠąČąĖą│ą░čÄčé, č湥ą╝ čüą▓ąĄčĆą╗čÅčé. ąś ą▒čŗčüčéčĆąŠ ą╗ąŠą╝ą░čÄčéčüčÅ ąŠčé čćčĆąĄąĘą╝ąĄčĆąĮčŗčģ čāčüąĖą╗ąĖą╣ ą┐čĆąŠčéą║ąĮčāčéčī čéčāą┐čŗą╝ čüą▓ąĄčĆą╗ąŠą╝ ą┐ą╗ą░čéčā.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
oleg63m
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤ąĮ ą╝ą░čĆ 12, 2018 09:42:44 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 140
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4275
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé čüąĄąĮ 01, 2011 12:53:27
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 20127
ą×čéą║čāą┤ą░: ąóčīą╝čāąóą░čĆą░ą║ą░ąĮąĖčÅ. ą¤ąŠč湥čéąĮčŗą╣ ąČąĖč鹥ą╗čī ą┐ąŠą┤ą╝ąŠčüč鹊ą▓čīčÅ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ą║ąŠą│ą┤ą░ čÅ č鹊ą╗čīą║ąŠ čüą┤ąĄą╗ą░ą╗ čüčéą░ąĮąŠą║,čĆąĄčłąĖą╗ ą┤ą╗čÅ ąČąĄąĮčŗ čüą┤ąĄą╗ą░čéčī ąĖ čüč鹥ą║ą╗ąŠč鹥ą║čüč鹊ą╗ąĖčéą░ ą╝ą║ą╗ą║ąŠąĄ čĆąĄčłąĄč鹊, (čüąĄą╝ąĄąĮą░ ą┐čĆąŠą╝čŗą▓ą░čéčī)
ąĮčā ąĖ ą┐čĆąŠčüą▓ąĄčĆą╗ąĖą╗, ąĮąĄ čüčćąĖčéą░ą╗ čüą║ąŠą╗čīą║ąŠ ąŠčéą▓ąĄčĆčüčéąĖą╣, ąĮąŠ ą╝ąĮąŠą│ąŠ. čüą▓ą▓ąĄčĆą╗ąŠ ąŠą▒čŗčćąĮąŠąĄ, 0.9 ą╝ą╝ čüą▓ąĄčĆą╗ąŠ, ąĄčüč鹥čüčüąĮąŠ ąĘą░čéčāą┐ąĖą╗ąŠčüčī. čģąŠč鹥ą╗ ą┐ąŠą┤č鹊čćąĖčéčī.
ąś ą║ą░ą║ąŠąĄ ą▒čŗą╗ąŠ ą╝ąŠąĄ čāą┤ąĖą▓ą╗ąĄąĮąĖąĄ, ą║ąŠą│ą┤ą░ ą▓ą╝ąĄčüč鹊 čüą▓ąĄčĆą╗ą░ čÅ čāą▓ąĖą┤ąĄą╗ čüą▓ąŠąĄąŠą▒čĆą░ąĘąĮčāčÄ ąĖą╝ą┐čĆąŠą▓ąĖąĘą░čåąĖčÄ čłąĖą╗ą░. ą║ąŠąĮčćąĖą║ čüą▓ąĄčĆą╗ą░ čüč鹊čćąĖą╗čüčÅ ąĮą░ ą║ąŠąĮčāčü.
_________________
ą©ąĄą║čüą┐ąĖčĆ čüą║ą░ąĘą░ą╗: ąĪčāą┤ąĖčéčī ą╝ąĄąĮčÅ -ą┤ą░ąĮąŠ ą╗ąĖčłčī ąæąŠą│čā, ą┤čĆčāą│ąĖą╝ čÅ čāą║ą░ąČčā ą┤ąŠčĆąŠą│čā... https://natribu.org/
ą» ąĄą│ąŠ ą┐ąŠą╗ąĮąŠčüčéčīčÄ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄ.
ą¤čĆąŠą│čĆą░ą╝ą╝ąĖčĆčāčÄ ąĮą░ Fuse AtmelAVR.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
Seriyvolk
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤ąĮ ą╝ą░čĆ 12, 2018 11:51:09 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 93
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 2090
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ ą╝ą░ą╣ 05, 2012 20:19:55
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 4852
ą×čéą║čāą┤ą░: ą£ąĖąĮčüą║
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąĀą░ą▒ąŠčéą░ą╗ ą▓ čüą▓ąŠąĄ ą▓čĆąĄą╝čÅ ąĮą░ ąĘą░ą▓ąŠą┤ąĄ, ą│ą┤ąĄ ą┤ąĄą╗ą░ą╗ąĖ ą┐ą╗ą░čéčŗ ą┤ą╗čÅ ą▓ąŠąĄąĮą║ąĖ. ąĀąĄčüčāčĆčü čüą▓ąĄčĆą╗ą░ ąĀ18 50(ą┐čÅčéčīą┤ąĄčüčÅčé) ąŠčéą▓ąĄčĆčüčéąĖą╣ ą▓ čüč鹥ą║ą╗ąŠč鹥ą║čüč鹊ą╗ąĖč鹥. ą¤ąŠčüą╗ąĄ ąĘą░ą╝ąĄąĮą░ ąĖ ą▓ ą║ąŠąĮčåąĄ čüą╝ąĄąĮčŗ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĮčŗąĄ ą║ąŠčĆąŠą▒ą║ąĖ ą▓ čåąĄčģ ąĘą░č鹊čćą║ąĖ. ąØąĄ ąĘąĮą░čÄ, ąĮą░čüą║ąŠą╗čīą║ąŠ HSS 菹║ą▓ąĖą▓ą░ą╗ąĄąĮčé ąĀ18. HSS ą┐čĆąĖą╝ąĄčĆąĮąŠ čéą░ą║ ąĖ čģą▓ą░čéą░ąĄčé. 30-50 ąŠčéą▓ąĄčĆčüčéąĖą╣ ąĖ čüą▓ąĄčĆą╗ąŠ čéčāą┐ąŠąĄ. ąÜą░čĆą▒ąĖą┤ąĮčŗą╝ąĖ čüą▓ąĄčĆą╗ąĖą╗ ą┐ąŠą┤čĆčÅą┤ ąĖ ą┐ąŠ 2000 ąŠčéą▓ąĄčĆčüčéąĖą╣, ąĖ ąĮąĖą║ą░ą║ąŠą╣ čĆą░ąĘąĮąĖčåčŗ ą▓ąĮą░čćą░ą╗ąĄ ąĖ ą┐ąŠčüą╗ąĄ čüą▓ąĄčĆą╗ąĄąĮąĖčÅ. ą¤ąŠą┤čéčāą┐ą╗ąĄąĮąĖąĄ ąĮą░čćąĖąĮą░ąĄčé ą▒čŗčéčī ąĘą░ą╝ąĄčéąĮąŠ ą│ą┤ąĄ-č鹊 ą┐ąŠčüą╗ąĄ 15-20 čéčŗčüčÅčć ąŠčéą▓ąĄčĆčüčéąĖą╣, ąĮą░ ą▓čŗčģąŠą┤ąĄ čüą▓ąĄčĆą╗ą░ čāąČąĄ ąĮą░čćąĖąĮą░čÄčé ąŠą▒čĆą░ąĘąŠą▓čŗą▓ą░čéčīčüčÅ ą╝ą░ą╗ąĄąĮčīą║ąĖąĄ ą▓ąŠą╗ąŠčüą║ąĖ č鹥ą║čüč鹊ą╗ąĖčéą░.
_________________
ą¤čĆąĖą▒ąŠčĆ, ąĘą░čēąĖčēčæąĮąĮčŗą╣ ą┐čĆąĄą┤ąŠčģčĆą░ąĮąĖč鹥ą╗ąĄą╝, čüą│ąŠčĆą░ąĄčé ą┐ąĄčĆą▓čŗą╝, ąĘą░čēąĖčéąĖą▓ ą┐čĆąĄą┤ąŠčģčĆą░ąĮąĖč鹥ą╗čī. ąŚą░ą║ąŠąĮ ą£ąĄčĆčäąĖ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
gsmart
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤ąĮ ą╝ą░čĆ 12, 2018 13:15:16 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 104
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 3237
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ č乥ą▓ 11, 2017 15:59:13
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 14381
ą×čéą║čāą┤ą░: 57 RUS
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 4
|
ąØąĄ čƹȹ░čéčī. ąÆ čüą▓ąŠčæ ą▓čĆąĄą╝čÅ čüą┤ąĄą╗ą░ą╗ ą▓ąŠčé čéą░ą║ąŠą╣ čüą░ą╝ąŠą┤ąĄą╗čīąĮčŗą╣ čåą░ąĮą│ąŠą▓čŗą╣ ą┐ą░čéčĆąŠąĮčćąĖą║ ą▒čāą║ą▓ą░ą╗čīąĮąŠ ąĮą░ ą║ąŠą╗ąĄąĮą║ąĖ ąĖąĘ ą▓ą░ą╗čÅą▓čłąĄą│ąŠčüčÅ ą▓ ą│ą░čĆą░ąČąĮąŠą╝ čģą╗ą░ą╝ąĄ ąŚąśąøąŠą▓čüą║ąŠą│ąŠ ą║ą╗ą░ą┐ą░ąĮą░ ą║ą░čĆą▒čÄčĆą░č鹊čĆą░:  ąĖ ą║ąŠą╗ą┐ą░čćą║ąŠą▓ąŠą╣ ą│ą░ą╣ą║ąĖ, ąĮą░ ą┐ąĄčĆąĄą┤ąĮąĄą╝ ą┐ą╗ą░ąĮąĄ ąĖą│ą╗ą░, ą║ąŠč鹊čĆą░čÅ čüč鹊čÅą╗ą░ ą▓ čŹč鹊ą╝ ą║ą╗ą░ą┐ą░ąĮąĄ:  ąÆčŗą▒ąĖą╗ ąĖąĘ ą║ą╗ą░ą┐ą░ąĮą░ ąĘą░ą┐ąŠčĆąĮčāčÄ ąĖą│ą╗čā čü ąĘą░ą│ą╗čāčłą║ąŠą╣, ą┐čĆąŠčüą▓ąĄčĆą╗ąĖą╗ čéčĆąĖ ąŠčéą▓ąĄčĆčüčéąĖčÅ ąĮą░ ą│čĆą░ąĮčÅčģ ąĖ ąĮą░čĆąĄąĘą░ą╗ ą▓ ąĮąĖčģ čĆąĄąĘčīą▒čā ą┤ą╗čÅ ą║čĆąĄą┐ą╗ąĄąĮąĖčÅ ąĮą░ ą▓ą░ą╗ ą╝ąŠč鹊čĆą░, čåą░ąĮą│ąĖ ą┐ąŠą┤ąŠčłą╗ąĖ ą║ą░ą║ čĆąŠą┤ąĮčŗąĄ ąŠčé ąĘą░ą▓ąŠą┤čüą║ąŠą│ąŠ čåą░ąĮą│ąŠą▓ąŠą│ąŠ ą┐ą░čéčĆąŠąĮą░ ąŠčé ą╝ąŠąĄą│ąŠ čĆčāą║ąŠąČąŠą┐ąŠą│ąŠ ą╝ąĖąĮąĖ-čüą▓ąĄčĆą╗ąĖą╗čīąĮąŠą│ąŠ čüčéą░ąĮąŠčćą║ą░: ąĪą┐ąŠą╣ą╗ąĄčĆ
 ąĮčā ąĖ ą│ą░ą╣ą║čā ą┐čĆąŠčüą▓ąĄčĆą╗ąĖą╗ ąĮą░ čģąŠą┤čā, ą┤ą░ą▒čŗ čåąĄąĮčéčĆ ą┐ąŠą╣ą╝ą░čéčī, ą┤ąĄą╗ąŠą▓-č鹊.  ą┐ą░čéčĆąŠąĮčćąĖą║ čüą┤ąĄą╗ą░ąĮ ą┐ąŠą┤ čŹč鹊čé ą╝ąŠč鹊čĆčćąĖą║ čü ą▓ą░ą╗ąŠą╝ 4 ą╝ą╝:  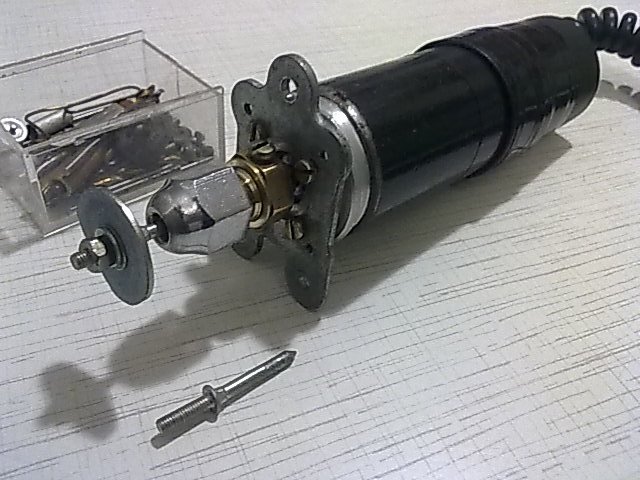 ą╝ąŠč鹊čĆčćąĖą║ ą┤ąŠą▓ąŠą╗čīąĮąŠ čéčÅą│ąŠą▓ąĖčéčŗą╣, čéą░ą║ą░čÅ ą╝ąĖą║čĆąŠą┤čĆąĄą╗čī čüą▓ąĄčĆą╗ąĖčé ą╝ąĄčéą░ą╗ą╗ čüą▓ąĄčĆą╗ąŠą╝ ą┤ą▓ąŠą╣ą║ąŠą╣ ąĮąĄ ąĮą░ą┐čĆčÅą│ą░čÅčüčī.  ąØčā ąĖ ąĮą░ ąŠčüąĮąŠą▓ąĄ čŹč鹊ą│ąŠ ą╝ąŠč鹊čĆčćąĖą║ą░ ą╝ąŠąČąĮąŠ ąŠą┐ąĄčĆą░čéąĖą▓ąĮąŠ čüą┤ąĄą╗ą░čéčī ą╝ąĖą║čĆąŠč鹊čćąĖą╗ąŠ ą┤ą╗čÅ ąĘą░č鹊čćą║ąĖ ą╝ąĄą╗ą║ąĖčģ čüą▓čæčĆą╗čŗčłąĄą║ ąĖ ą┐čĆąŠč湥ą╣ ą╝ąĄą╗ąŠčćčæą▓ą║ąĖ: 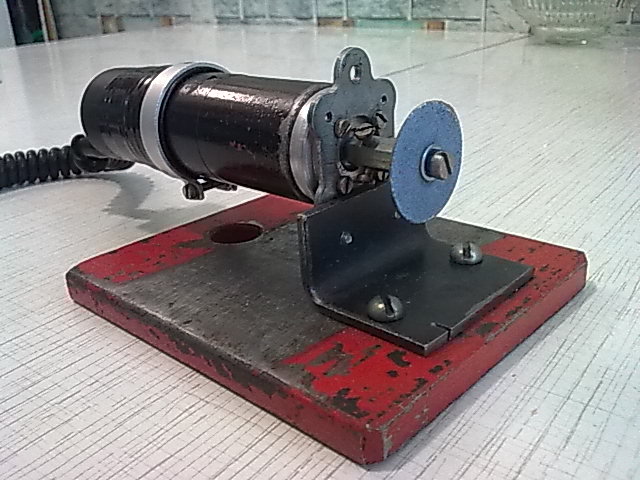  ą¤čĆąŠą▓ąŠą┤ čü ą┤ą▓ąĖąČą║ą░ ą▓čŗčģąŠą┤ąĖčé čéčĆąŠą╣ąĮąŠą╣, ąĄą│ąŠ ą╝ąŠąČąĮąŠ ą▓ą║ą╗čÄčćą░čéčī ą▓ čĆąĄąČąĖą╝ąĄ č鹊čćąĖą╗ą░ ą┐ąŠčüč鹊čÅąĮąĮąŠ, ą░ ą▓ čĆąĄąČąĖą╝ąĄ ą╝ąĖą║čĆąŠą┤čĆąĄą╗ąĖ č湥čĆąĄąĘ ą║ąĮąŠą┐ą║čā, ą║ąŠč鹊čĆą░čÅ ą▓čüčéą░ą▓ą╗ąĄąĮąĮą░ ą▓ ą║ąŠčĆąŠą▒ąŠčćą║čā ąŠčé č乊čéčĆą┐ą╗čæąĮą║ąĖ, ąŠą┤ąĄčéčāčÄ ąĮą░ ą╝ąŠč鹊čĆ:  ąÜą░ą║ č鹊 čéą░ą║.
_________________
ZA ąØąÉąĀą×ąöą×ąÆąøąÉąĪąóąśąĢ ą░ ąĮąĄ ą┤ąĄčĆčīą╝ąŠą║čĆą░čéąĖčÄ!
ąĪčāą▓ąĄčĆąĄąĮąĮčŗą╝ ąĖ ąĮąĄąĘą░ą▓ąĖčüąĖą╝čŗą╝ ą╝ąŠąČąĄčé čüčćąĖčéą░čéčīčüčÅ č鹊ą╗čīą║ąŠ č鹊 ą│ąŠčüčāą┤ą░čĆčüčéą▓ąŠ, ą┐čĆąŠčéąĖą▓ ą║ąŠč鹊čĆąŠą│ąŠ ą░ąĮą│ą╗ąŠčüą░ą║čüąŠąĮčüą║ąĖąĄ čĆą░ąĘąĮąŠčüčćąĖą║ąĖ ą║ą╗ą░ąĮąŠą▓ąŠ-ąŠą╗ąĖą│ą░čĆčģąĖč湥čüą║ąŠą╣ ą┤ąĄčĆčīą╝ąŠą║čĆą░čéąĖąĖ ąĖ ąĄą▓čĆąŠą│ąĄą╣čüą║ąĖčģ "čåąĄąĮąĮąŠčüč鹥ą╣" čüąŠ čüą▓ąŠąĖą╝ąĖ ą┐ąŠčüąŠą▒ąĮąĖą║ą░ą╝ąĖ ą▓ą▓ąĄą╗ąĖ čüą░ąĮą║čåąĖąĖ!
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
rustaste
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤ąĮ ą╝ą░čĆ 12, 2018 20:04:51 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĮąŠčÅ 23, 2015 04:21:05
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 43
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąØąĄą┤ą░ą▓ąĮąŠ ąĮą░ą┐ąĖčüą░ą╗ ą╝ąĮąĄ ąŠą┤ąĖąĮ č鹊ą▓ą░čĆąĖčē čü ą▓ąŠą┐čĆąŠčüąŠą╝ ą┐čĆąŠ ą┐ąŠčüą╗ąĄą┤ąĮčÄčÄ čüčģąĄą╝čā čü http://radiokot.ru/lab/hardwork/31/. ąĪčģąĄą╝ą░ ąĪą░ą▓ąŠą▓ą░ ąÆąŠą┐čĆąŠčü ą║ą░ą║ ą┐ąĖčéą░čéčī ą╝ąŠčēąĮčŗą╣ ą┤ą▓ąĖą│ą░č鹥ą╗čī ą┐čĆąĖ čŹč鹊ą╝ čü ą╝ąĖąĮąĖą╝ą░ą╗čīąĮčŗą╝ čĆą░čüčüąĄąĖą▓ą░ąĮąĖąĄą╝ č鹥ą┐ą╗ą░ ąĪąĖą╗ąŠą▓čāčÄ čćą░čüčéčī ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ą╗ ą£ąŠą┤čāą╗čī ąĮą░ lm2596. ąØąĄą╝ąĮąŠą│ąŠ ąŠą▒ą▓čÅąĘą░ą╗, ą┐ąŠą╗čāčćąĖą╗ą░čüčī ą▓ą┐ąŠą╗ąĮąĄ čĆą░ą▒ąŠčćą░čÅ čüčģąĄą╝ą░, ą╝ąŠąČąĄčé ą║ąŠą╝čā č鹊 ą┐čĆąĖą│ąŠą┤ąĖčéčüčÅ ąÆą╗ąŠąČąĄąĮąĖąĄ:
ąÜąŠą╝ą╝ąĄąĮčéą░čĆąĖą╣ ą║ čäą░ą╣ą╗čā: čüčģąĄą╝ą░
nie48cd65656dvfvbb4ggnjksdek623.jpg [75.96 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 612
ą¤ąŠą┤čĆąŠą▒ąĮąŠ ąŠą┐ąĖčüą░ą╗ ą┐ąĄčĆąĄą┤ąĄą╗ą║čā ą┐ąŠ čŹč鹊ą╣ čüčüčŗą╗ą║ąĄ http://rustaste.ru/regulyator-oborotov-dreli.html
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
radioflash
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 13, 2018 17:15:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
|
ąÜą░čĆą╝ą░: -2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 13
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąĖčÄą╗ 11, 2017 20:42:25
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 265
ą×čéą║čāą┤ą░: RSFSR
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąÆąŠą┐čĆąŠčü ą║ą░ą║ ą┐ąĖčéą░čéčī ą╝ąŠčēąĮčŗą╣ ą┤ą▓ąĖą│ą░č鹥ą╗čī ą┐čĆąĖ čŹč鹊ą╝ čü ą╝ąĖąĮąĖą╝ą░ą╗čīąĮčŗą╝ čĆą░čüčüąĄąĖą▓ą░ąĮąĖąĄą╝ č鹥ą┐ą╗ą░
...ąØąĄą╝ąĮąŠą│ąŠ ąŠą▒ą▓čÅąĘą░ą╗, ą┐ąŠą╗čāčćąĖą╗ą░čüčī ą▓ą┐ąŠą╗ąĮąĄ čĆą░ą▒ąŠčćą░čÅ čüčģąĄą╝ą░ ąźąŠčĆąŠčłą░ ą┤ą╗čÅ čŹą║ąŠąĮąŠą╝ąĖąĖ čĆąĄčüčāčĆčüą░ čēčæč鹊ą║. ąØčā ąĖ ą▓čéčāą╗ąŠą║, ąĄčüą╗ąĖ ąĮąĄ ą┐ąŠą┤čłąĖą┐ąĮąĖą║ąĖ. ąØąŠ ą┤čāą╝ą░ąĄčéčüčÅ, čćč鹊 ą┤ą╗čÅ ą║ą░ąČą┤ąŠą│ąŠ ą┤ą▓ąĖąČą║ą░ čü ąĄą│ąŠ ą┐ą░čĆą░ą╝ąĄčéčĆą░ą╝ąĖ V-A-RPM ą┐čĆąĖą┤čæčéčüčÅ ą┐ąĄčĆčüąŠąĮą░ą╗čīąĮąŠ ą┐ąŠą┤ą▒ąĖčĆą░čéčī čüąŠą┐čĆąŠčéąĖą▓ą╗ąĄąĮąĖčÅ ą┤ą╗čÅ ą┐čĆąŠą┐ąŠčĆčåąĖąŠąĮą░ą╗čīąĮąŠčüčéąĖ ąŠą▒ąŠčĆąŠč鹊ą▓ č鹊ą║čā (ąĮą░ą│čĆčāąĘą║ąĄ), ą░ ąĮąĄ čĆąĄąĘą║ąŠą│ąŠ čüą║ą░čćą║ą░. ą”ąĖčéą░čéą░: ąöą╗čÅ ąĮą░čćą░ą╗ą░ ą┐čĆąĄą┤ą╗ąŠąČčā ą┤ąŠčĆą░ą▒ąŠčéą░ąĮąĮčāčÄ čüčģąĄą╝čā ąÉą╗ąĄą║čüą░ąĮą┤čĆą░ ąĪą░ą▓ąŠą▓ą░ ąĮą░ LM317 ąĪ čĆčāčćąĮąŠą╣ čĆąĄą│čāą╗ąĖčĆąŠą▓ą║ąŠą╣ čüčģąĄą╝čā ąĮą░ą║ąĖą┤ą░ą╗ ą┐čĆąĖą╝ąĄčĆąĮąŠ čéą░ą║ ąĪą┐ąŠą╣ą╗ąĄčĆ ą”ąĖčéą░čéą░: ą║ąŠą│ą┤ą░ ąĮą░ ą▓ą░ą╗čā ą┤čĆąĄą╗ąĖ ąĮąĄčé ąĮąĖą║ą░ą║ąŠą╣ ąĮą░ą│čĆčāąĘą║ąĖ ąŠą▒ąŠčĆąŠčéčŗ ą┤ą▓ąĖą│ą░č鹥ą╗čÅ ą╝ąĖąĮąĖą╝ą░ą╗čīąĮčŗ, ąĮąŠ čüč鹊ąĖčé ąĄą│ąŠ ąĮąĄą╝ąĮąŠą│ąŠ ąĮą░ą│čĆčāąĘąĖčéčī, ą║ą░ą║ ąŠą▒ąŠčĆąŠčéčŗ ą▓čüą║ą░ą║ąĖą▓ą░čÄčé ą┤ąŠ ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠ ą▓ąŠąĘą╝ąŠąČąĮčŗčģ. ąĀąĄąĘą║ąŠąĄ ą┐ąŠą▓čŗčłąĄąĮąĖąĄ ąŠą▒ąŠčĆąŠč鹊ą▓ ą┐ąŠčüą╗ąĄ ą▓čĆąĄąĘą░ąĮąĖčÅ ą▓ ą▓ąĄčĆčģąĮąĖą╣ ą╝ąĄą┤ąĮčŗą╣ čüą╗ąŠą╣ ą┐ąŠą╝ąŠą╣ą╝čā ąĮąĄ ąŠč湥ąĮčī čģąŠčĆąŠčłąŠ. ąŻąČ ą▒ąŠą╗čīčłąĄ ą┐ą░čĆčŗ ą╗ąĄčé ąĮąĄ ą┤ąĄą╗ą░ą╗ ąĮąĖč湥ą│ąŠ, ąĖ ą┐ą░ą╝čÅčéčī ąĮąĄ ą░čģčéąĖ, ą░ čéą░ą╝ ą┤ą╗čÅ "čĆąĖčäą╝čŗ" ąĮą░ą┐ąĖčüą░ą╗ ą”ąĖčéą░čéą░: ...ą┐ąŠčüą╗ąĄ čéčŗčēąĖ ą┤čŗčĆ hss ą┐ąŠą┤ą┐čĆą░ą▓ąĖčéčī ąĮą░ č鹊čćąĖą╗ąĄ ąÜąŠąĮąĄčćąĮąŠ čüąŠčéąĮčÅ ą╝ą░ą║čüąĖą╝čāą╝. ąØąŠ č鹊ąČąĄ ąĮąĖč湥ą│ąŠ. ąś ą┤ąĄą╗ą░ą╗ ą╗ąĖčłčī ą┐čĆąŠčüčéčŗąĄ ąĮąĄ ą▒ąŠą╗čīčłąĄ 20-30 ą┤čŗčĆ ąĘą░ čĆą░ąĘ. ąóą░ą║ąČąĄ ąĮą░ ąĘą░ą▓ąŠą┤ąĄ (čćą░čüąŠą▓ąŠą╝) ą▓ ąĮą░čćą░ą╗ąĄ 90čģ ą▓ąĘčÅą╗ čüąĄą▒ąĄ ą║ą░čĆą▒ąĖą┤ąĮčŗąĄ (čéčæą╝ąĮąŠ-čüąĄčĆčŗąĄ, ą░ ąĮąĄ ą▒ą╗ąĄčüą║ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ą╗čīąĮąŠą╣ čüčéą░ą╗ąĖ), ą┤ąĄčƹȹ░ čĆčāą║ą░ą╝ąĖ ą┤čĆąĄą╗čī ą┐ąĄčĆąĄą╗ąŠą╝ą░ą╗ ąĖčģ ą▒čŗčüčéčĆąŠ.
| ąÆą╗ąŠąČąĄąĮąĖčÅ: |
ąÜąŠą╝ą╝ąĄąĮčéą░čĆąĖą╣ ą║ čäą░ą╣ą╗čā: čüčģąĄą╝ą░ ą▓ č乊čĆą╝ą░č鹥 P-CAD
Drilling_BP.rar [10.53 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 263
|
drillbp.jpg [169.12 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 500
|
ą¤ąŠčüą╗ąĄą┤ąĮąĖą╣ čĆą░ąĘ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī radioflash ąÆčé ą╝ą░čĆ 13, 2018 19:32:09, ą▓čüąĄą│ąŠ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī 1 čĆą░ąĘ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
oleg63m
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 13, 2018 19:27:03 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 140
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4275
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé čüąĄąĮ 01, 2011 12:53:27
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 20127
ą×čéą║čāą┤ą░: ąóčīą╝čāąóą░čĆą░ą║ą░ąĮąĖčÅ. ą¤ąŠč湥čéąĮčŗą╣ ąČąĖč鹥ą╗čī ą┐ąŠą┤ą╝ąŠčüč鹊ą▓čīčÅ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąĘą░č湥ą╝ ąČąĄ čéą░ą║ ąČąĖąĘąĮčī čāčüą╗ąŠąČąĮčÅčéčī? čāą╝ąĮčŗąĄ ą╗čÄą┤ąĖ čéą░ą║ ą┤ąĄą╗ą░čÄčé (ą┐čĆąĖą╝ąĄčĆąĮąŠ), ąĮąŠ čŹč鹊 ą┐ąŠ ą╗čÄą▒ąŠą╝čā ąĮąĄčģąĖą╗ą░čÅ ą┐ąĄčćą║ą░. ą┐ąŠčŹč鹊ą╝čā, ą┤ą╗čÅ ą╝ąŠčēąĮčŗčģ ą╝ąŠč鹊čĆąŠą▓ ąĖą╝ą┐čāą╗čīčüąĮčŗąĄ čĆąĄą│čāą╗čÅč鹊čĆčŗ čüą░ą╝ąŠąĄ č鹊. 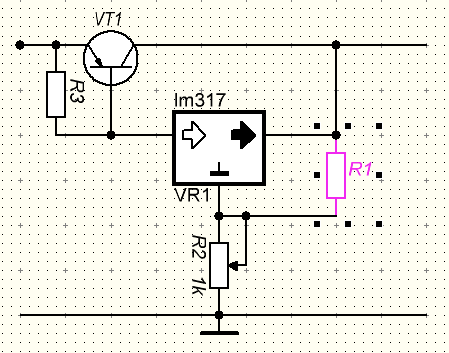 ą”ąĖčéą░čéą░: ąĀąĄąĘą║ąŠąĄ ą┐ąŠą▓čŗčłąĄąĮąĖąĄ ąŠą▒ąŠčĆąŠč鹊ą▓ ą┐ąŠčüą╗ąĄ ą▓čĆąĄąĘą░ąĮąĖčÅ ą▓ ą▓ąĄčĆčģąĮąĖą╣ ą╝ąĄą┤ąĮčŗą╣ čüą╗ąŠą╣ ą┐ąŠą╝ąŠą╣ą╝čā ąĮąĄ ąŠč湥ąĮčī čģąŠčĆąŠčłąŠ. ą▓ąŠčé ąŠą▒ čŹč鹊ą╝ ąĖ čÅ ą│ąŠą▓ąŠčĆąĖą╗, ąĮąŠ ąĮąĄčģąŠčĆąŠčłąŠ, ą║ąŠą│ą┤ą░ ą┐ą░čéčĆąŠąĮ ą╝ą░čüčüąĖą▓ąĮčŗą╣. ą┐ąŠčŹč鹊ą╝čā ąĖ čåą░ąĮą│ą░ ą┐čĆąĄą┤ą┐ąŠčćčéąĖč鹥ą╗čīąĮąĄąĄ
_________________
ą©ąĄą║čüą┐ąĖčĆ čüą║ą░ąĘą░ą╗: ąĪčāą┤ąĖčéčī ą╝ąĄąĮčÅ -ą┤ą░ąĮąŠ ą╗ąĖčłčī ąæąŠą│čā, ą┤čĆčāą│ąĖą╝ čÅ čāą║ą░ąČčā ą┤ąŠčĆąŠą│čā... https://natribu.org/
ą» ąĄą│ąŠ ą┐ąŠą╗ąĮąŠčüčéčīčÄ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄ.
ą¤čĆąŠą│čĆą░ą╝ą╝ąĖčĆčāčÄ ąĮą░ Fuse AtmelAVR.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
radioflash
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 13, 2018 19:40:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
|
ąÜą░čĆą╝ą░: -2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 13
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąĖčÄą╗ 11, 2017 20:42:25
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 265
ą×čéą║čāą┤ą░: RSFSR
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąĘą░č湥ą╝ ąČąĄ čéą░ą║ ąČąĖąĘąĮčī čāčüą╗ąŠąČąĮčÅčéčī?
čāą╝ąĮčŗąĄ ą╗čÄą┤ąĖ čéą░ą║ ą┤ąĄą╗ą░čÄčé (ą┐čĆąĖą╝ąĄčĆąĮąŠ) ąÆą░ą╗čÅąĄčéčüčÅ ą╗ąĄčé ą┐čÅčéčī ą┤ąĄčüčÅč鹊ą║ - ąĮąĄą║čāą┤ą░ ą┤ąĄą▓ą░čéčī. ą”ąĖčéą░čéą░: ąĀąĄąĘą║ąŠąĄ ą┐ąŠą▓čŗčłąĄąĮąĖąĄ ąŠą▒ąŠčĆąŠč鹊ą▓ ą┐ąŠčüą╗ąĄ ą▓čĆąĄąĘą░ąĮąĖčÅ ą▓ ą▓ąĄčĆčģąĮąĖą╣ ą╝ąĄą┤ąĮčŗą╣ čüą╗ąŠą╣ ą┐ąŠą╝ąŠą╣ą╝čā ąĮąĄ ąŠč湥ąĮčī čģąŠčĆąŠčłąŠ. ą▓ąŠčé ąŠą▒ čŹč鹊ą╝ ąĖ čÅ ą│ąŠą▓ąŠčĆąĖą╗, ąĮąŠ ąĮąĄčģąŠčĆąŠčłąŠ, ą║ąŠą│ą┤ą░ ą┐ą░čéčĆąŠąĮ ą╝ą░čüčüąĖą▓ąĮčŗą╣. ą┐ąŠčŹč鹊ą╝čā ąĖ čåą░ąĮą│ą░ ą┐čĆąĄą┤ą┐ąŠčćčéąĖč鹥ą╗čīąĮąĄąĄ ąś čŹč鹊 č鹊ąČąĄ. ąØąŠ čéą░ą╝ čÅ ąŠ ą┤čĆčāą│ąŠą╝ - ąĀąĄąĘą║ąĖą╣ ą┐ąŠą┤čüą║ąŠą║ ąŠą▒ąŠčĆąŠč鹊ą▓ ą▓ čāąČąĄ ąĮą░čćą░ą▓čłąĄą╝čüčÅ ą┐čĆąŠčåąĄčüčüąĄ "čĆąĄąĘą░ąĮąĖčÅ" čćą░čēąĄ ą╝ąŠąČąĄčé ą┐čĆąĖą▓ąĄčüčéąĖ ą║ ąĘą░ą┤ąĖčĆčā. ąÉ ą┐čĆąĖ ą┐ą╗ąŠčģąŠą╝ ą║čĆąĄą┐ą╗ąĄąĮąĖąĖ ą┐ą╗ą░čéčŗ ąĖ ą║ ąĄčæ "ą▓ąĘą╗čæčéčā".
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
oleg63m
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 13, 2018 19:45:00 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 140
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4275
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé čüąĄąĮ 01, 2011 12:53:27
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 20127
ą×čéą║čāą┤ą░: ąóčīą╝čāąóą░čĆą░ą║ą░ąĮąĖčÅ. ą¤ąŠč湥čéąĮčŗą╣ ąČąĖč鹥ą╗čī ą┐ąŠą┤ą╝ąŠčüč鹊ą▓čīčÅ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
č鹊, čćč鹊 ą▓ą░ą╗čÅąĄčéčüčÅ, ąŠą┤ąĮąŠ, ą░ č鹊, čćč鹊 ąĮąĄą╗čīąĘčÅ ą▓ąŠčé čéą░ą║ ą▓ą║ą╗čÄčćą░čéčī ą▓ ą┐ą░čĆą░ą╗ą╗ąĄą╗čī ą┐ąŠą╗čāą┐čĆąŠą▓ąŠą┤ąĮąĖą║ąĖ, ą░ č鹥ą╝ ą▒ąŠą╗ąĄąĄ čüčģąĄą╝čŗ ąĖąĮč鹥ą│čĆą░ą╗čīąĮčŗąĄ, čŹč鹊 ą┤čĆčāą│ąŠąĄ, ąĄčüą╗ąĖ, ą║ąŠąĮąĄčćąĮąŠ čéčŗ ąĮąĄ ą║ąĖčéą░ąĄčå  .ąĖą╝ ą▓čüąĄ ą╝ąŠąČąĮąŠ
_________________
ą©ąĄą║čüą┐ąĖčĆ čüą║ą░ąĘą░ą╗: ąĪčāą┤ąĖčéčī ą╝ąĄąĮčÅ -ą┤ą░ąĮąŠ ą╗ąĖčłčī ąæąŠą│čā, ą┤čĆčāą│ąĖą╝ čÅ čāą║ą░ąČčā ą┤ąŠčĆąŠą│čā... https://natribu.org/
ą» ąĄą│ąŠ ą┐ąŠą╗ąĮąŠčüčéčīčÄ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄ.
ą¤čĆąŠą│čĆą░ą╝ą╝ąĖčĆčāčÄ ąĮą░ Fuse AtmelAVR.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
radioflash
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 13, 2018 20:20:00 |
|
| ąōčĆčŗąĘąĄčé ą║ą░ąĮąĖč乊ą╗čī |
|
ąÜą░čĆą╝ą░: -2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 13
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąĖčÄą╗ 11, 2017 20:42:25
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 265
ą×čéą║čāą┤ą░: RSFSR
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
č鹊, čćč鹊 ą▓ą░ą╗čÅąĄčéčüčÅ, ąŠą┤ąĮąŠ, ą░ č鹊, čćč鹊 ąĮąĄą╗čīąĘčÅ ą▓ąŠčé čéą░ą║ ą▓ą║ą╗čÄčćą░čéčī ą▓ ą┐ą░čĆą░ą╗ą╗ąĄą╗čī ą┐ąŠą╗čāą┐čĆąŠą▓ąŠą┤ąĮąĖą║ąĖ, ą░ č鹥ą╝ ą▒ąŠą╗ąĄąĄ čüčģąĄą╝čŗ ąĖąĮč鹥ą│čĆą░ą╗čīąĮčŗąĄ, čŹč鹊 ą┤čĆčāą│ąŠąĄ, ąĄčüą╗ąĖ, ą║ąŠąĮąĄčćąĮąŠ čéčŗ ąĮąĄ ą║ąĖčéą░ąĄčå .ąĖą╝ ą▓čüąĄ ą╝ąŠąČąĮąŠ ąØąĄ ąĘą░ą▒čŗą▓ą░ą╣, čćč鹊 čüą░ą╝ąĖ ą╝ąĖą║čĆąŠčüčģąĄą╝čŗ ąĖąĘ ąÜąĖčéą░čÅ ąöą░ čéčŗ ą▓ąŠąĮ čéą░ą╝ ąĘą░ą╣ą┤ąĖ ą┐čĆąŠčćčéąĖ, čüą┐ąĄčåą░ą╗čīąĮąŠ ą┤ą╗čÅ č鹥ą▒čÅ čüąĄą╣čćą░čü ąĮą░čłčæą╗ ŌĆĢ ą”ąĖčéą░čéą░: ąĮąĄ ą╗čÄą▒ąĖč鹥ą╗čīčüą║ąŠą│ąŠ, ą░ ą║ąŠą╝ą╝ąĄčĆč湥čüą║ąŠą│ąŠ ą┐čĆąŠą┤čāą║čéą░: Back-UPS 900/1250 (čłą░čüčüąĖ 640-0209). ąźąŠčéčÅ, ą║ąŠąĮąĄčćąĮąŠ, ą╝ąŠąČąĮąŠ čéą░ą╝ ąĮą░ ą║ą░ąČą┤čŗą╣ ą▓čŗčģąŠą┤ ąĮą░ą▓ąĄčüąĖčéčī ą┐čĆąŠą▓ą╗ąŠčćąĮčŗčģ ą▓ ą┐čĆąĄą┤ąĄą╗ą░čģ ąŠą╝ą░. ąŚą½: ą▒ąĄčĆąĄąČčæąĮąŠą│ąŠ ąæąŠą│ ą▒ąĄčĆąĄąČčæčé - čüą║ą░ąĘą░ą╗ą░ ą╝ąŠąĮą░čłą║ą░, ąĮą░čéčÅą│ąĖą▓ą░čÅ ą┐čĆąĄąĘąĄčĆą▓ą░čéąĖą▓ ąĮą░ ąŠą│čāčĆąĄčå.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ą»čĆąŠčüą╗ą░ą▓555
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąźąŠčĆąŠčłą░čÅ čüą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĘ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé ą╝ą░čĆ 15, 2018 16:51:00 |
|
| ą¤ąŠčüčéą░ą▓čēąĖą║ ą▓ą░ą╗ąĄčĆčīčÅąĮą║ąĖ ą┤ą╗čÅ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 20
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 648
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą╝ą░ą╣ 31, 2013 17:14:38
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2081
ą×čéą║čāą┤ą░: ąŻą║čĆą░ąĖąĮą░, ąÆąĖąĮąĮąĖčåą░
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą×ą┤ąĮąĖą╝ ą║ą░čĆą▒ąĖą┤ąŠą╝ ą▒ąĄąĘ ąĘą░č鹊čćą║ąĖ ą▒ąŠą╗čīčłąĄ ą╝ąŠąČąĮąŠ ą┐čĆąŠčüą▓ąĄčĆą╗ąĖčéčī, č湥ą╝ hss. ąØąŠ ąŠą▒ą╗ąŠą╝ą░čéčī ąĄą│ąŠ ą│ąŠčĆą░ąĘą┤ąŠ ą╗ąĄą│č湥 ąĖ ą▒čŗčüčéčĆąĄą╣.
ą¤ąŠčüą║ąŠą╗čīą║čā čā ą╝ąĄąĮčÅ ąĮąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮčŗą╣ ą┐čĆąŠčåąĄčüčü, ą╝ąŠą│čā čüąĄą▒ąĄ ą┐ąŠąĘą▓ąŠą╗ąĖčéčī ą┐ąŠčüą╗ąĄ čéčŗčēąĖ ą┤čŗčĆ hss ą┐ąŠą┤ą┐čĆą░ą▓ąĖčéčī ąĮą░ č鹊čćąĖą╗ąĄ.
ąÉ ąĮą░ ąĘą░ą▓ąŠą┤ą░čģ ąĖčģ ą▓ąŠąŠą▒čēąĄ ąĮąĄ č鹊čćą░čé. ą¤čĆąĖ čåąĖą║ą╗ąĄ 1200 ą▓ čćą░čü. ą¤ąŠčŹč鹊ą╝čā ą┐čĆąĖą┤čāą╝ą░ą╗ąĖ ą║ą░čĆą▒ąĖą┤ ą▓ąŠą╗čīčäčĆą░ą╝ą░. ą» ą▓ąĖą┤ąĄą╗ ą║ą░ą║ ą┐ą╗ą░čéčā "čłąĖą╗ąĖ" ą╝ąĖą╗ą╗ąĖą╝ąĄčéčĆąŠą▓čŗą╝ HSS-ąŠą╝, čā ą║ąŠč鹊čĆąŠą│ąŠ ąĘą░č鹊čćą║ą░ ą▒čŗą╗ą░ ą║ą░ą║ ąĖą│ą╗ą░ - ą┤ą╗ąĖąĮąĮčŗą╣ ą║ąŠąĮčāčü. ąóąŠ ą╗ąĖ ąŠąĮąŠ čéą░ą║ čüčĆą░ą▒ąŠčéą░ą╗ąŠčüčī, č鹊 ą╗ąĖ čŹč鹊 čāą╝ąĄą╗čīčåčŗ čéą░ą║ ąĘą░č鹊čćąĖą╗ąĖ - čāčéą▓ąĄčƹȹ┤ą░čéčī ąĮąĄ ą▓ąŠąĘčīą╝čāčüčī. ąØčā ą┤ą╗čÅ ą┐čĆąŠč鹊čéąĖą┐ą░ ą▒čŗą╗ąŠ č鹥čĆą┐ąĖą╝ąŠ. ąÉ ąĮą░čüč湥čé ą▓ąŠą╗čīčäčĆą░ą╝ą░ +1. ą£ą░ą╗ąĄą╣čłąĖą╣ č鹊ą╗č湊ą║ ąĖ -čüą▓ąĄčĆą╗ąŠ. ąÜčüčéą░čéąĖ, ąŠ čüčģąĄą╝ą░čģ. ą× čüčģąĄą╝ąĄ čü ą┐ąŠą╗ąŠąČąĖč鹥ą╗čīąĮąŠą╣ ąŠą▒čĆą░čéąĮąŠą╣ čüą▓čÅąĘčīčÄ čÅ ą║ąŠą│ą┤ą░-č鹊 čüą╗čŗčłą░ą╗, ąĖą┤ąĄčÄ ąĘą░ą┐ąŠą╝ąĮąĖą╗. ąÉ ą║ąŠą│ą┤ą░ čĆąĄčłąĖą╗ čéą░ą║ąŠąĄ čüą┤ąĄą╗ą░čéčī, č鹊 čĆąĄčłąĖą╗ čćč鹊 čéą░ą║ąŠąĄ ą╝ąŠąČąĮąŠ čüą┤ąĄą╗ą░čéčī ąĮą░ ąŠą┐ąĄčĆą░čåąĖąŠąĮąĮąĖą║ąĄ. ąöą░, čéčĆąĖ čéčĆą░ąĮąĘąĖčüč鹊čĆą░ ą┐čĆąŠčēąĄ ąĖ ą▓ąŠąĘą╝ąŠąČąĮąŠ ą┤ąĄčłąĄą▓ą╗ąĄ. ąØąŠ ą┤ą╗čÅ ą╝ąĄąĮčÅ ą▒čŗą╗ąŠ ąĮąĄ ą┐čĆąĖąĮčåąĖą┐ąĖą░ą╗čīąĮąŠ. ąÆ ąŠą▒čēąĄą╝ ą▓ąŠčé ą╝ąŠčÅ čüčģąĄą╝ą░. R6 - čģąŠą╗ąŠčüč鹊ą╣ čģąŠą┤. R1 ą┐ąŠčĆąŠą│ čüčĆą░ą▒ą░čéčŗą▓ą░ąĮąĖčÅ, R10 - ą│ąĖčüč鹥čĆąĄąĘąĖčü, ąĮą░ čüą║ąŠą╗čīą║ąŠ ą┐ąŠą╝ąĮčÄ. ą×ąĮąŠ čĆą░ą▒ąŠčéą░ąĄčé ąĖ ą┐ą╗ą░čéčā čÅ čüą┤ąĄą╗ą░ą╗. ąĪ ą╝ąŠč鹊čĆąŠą╝ ąŠčé ą┐čĆąĖąĮč鹥čĆą░ ąŠąĮąŠ ąĘą░čĆą░ą▒ąŠčéą░ą╗ąŠ, čÅ ą┤ą░ąČąĄ ąĮą░ąĖą│čĆą░ą╗čüčÅ ą▓ą┤ąŠą▓ąŠą╗čī. ąÉ ą║ąŠą│ą┤ą░ ą┐ąŠąĮčÅą╗ čćč鹊 ąĮąŠčĆą╝ą░ą╗čīąĮčŗčģ čåą░ąĮą│ ą╝ąĮąĄ ąĮąĄ ąĮą░ą╣čéąĖ ąĖ ą║čāą┐ąĖą╗ ą┐čĆąŠą║čüąŠąĮ, ąŠą║ą░ąĘą░ą╗ąŠčüčī čćč鹊 čü ąĮąĖą╝ ąŠąĮąŠ ą║ą░ą║ ąĄčüčéčī ą┐ąŠč湥ą╝čā č鹊 ąĮąĄ čĆą░ą▒ąŠčéą░ąĄčé (čĆąĄąČąĖą╝čŗ-č鹊ą║ąĖ ąĮą░ą▓ąĄčĆąĮąŠąĄ ąĮąĄ ą┐ąŠą┤čģąŠą┤ąĖą╗ąĖ). ąØąŠ čéą░ą║ ąČąĄ čÅ ą┐ąŠąĮčÅą╗ čćč鹊 č鹊ą╗ą║čā ąŠčé čéą░ą║ąĖčģ čüčģąĄą╝ ą╝ą░ą╗ąŠą▓ą░č鹊, ąĖąĮą░č湥 ąŠąĮąĖ ą┐čĆąŠą┤ą░ą▓ą░ą╗ąĖčüčī ą▒čŗ ą▓ ą║ą░ąČą┤ąŠą╝ čĆą░ą┤ąĖąŠą╝ą░ą│ąĄ.
| ąÆą╗ąŠąČąĄąĮąĖčÅ: |
screen.png [65.87 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 452
|
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
|
ąĪčéčĆą░ąĮąĖčåą░ 83 ąĖąĘ 102
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2039 ] |
... , , , , , , ... |
ąÜč鹊 čüąĄą╣čćą░čü ąĮą░ č乊čĆčāą╝ąĄ |
ąĪąĄą╣čćą░čü čŹč鹊čé č乊čĆčāą╝ ą┐čĆąŠčüą╝ą░čéčĆąĖą▓ą░čÄčé: ąĮąĄčé ąĘą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗ąĄą╣ ąĖ ą│ąŠčüčéąĖ: 28 |
|
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąĮą░čćąĖąĮą░čéčī č鹥ą╝čŗ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąŠčéą▓ąĄčćą░čéčī ąĮą░ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░čéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čāą┤ą░ą╗čÅčéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ą┤ąŠą▒ą░ą▓ą╗čÅčéčī ą▓ą╗ąŠąČąĄąĮąĖčÅ
|

|
|