|
ążąŠčĆčāą╝ ąĀą░ą┤ąĖąŠąÜąŠčé • ą¤čĆąŠčüą╝ąŠčéčĆ č鹥ą╝čŗ - ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ
ąĪąŠąŠą▒čēąĄąĮąĖčÅ ą▒ąĄąĘ ąŠčéą▓ąĄč鹊ą▓ | ąÉą║čéąĖą▓ąĮčŗąĄ č鹥ą╝čŗ
 
|
ąĪčéčĆą░ąĮąĖčåą░ 158 ąĖąĘ 174
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3480 ] |
... , , , , , , ... |
| ąÉą▓č鹊čĆ |
ąĪąŠąŠą▒čēąĄąĮąĖąĄ |
smacorp

|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ  ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ą╝ą░ą╣ 14, 2017 14:44:27 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2811
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
Sailanser, ą┤ą░, čÅ ą┐čĆąŠ čŹčéčā ąĘą░čüą░ą┤čā ą┐ąŠčćčéąĖ čüčĆą░ąĘčā ą┐čĆąŠčćčāčģą░ą╗ - ą▓ ąĪąĄčéąĖ ąĄčüčéčī ąŠą┐ąĖčüą░ąĮąĖčÅ, ą┐ąŠą┤ąŠą▒ąĮčŗąĄ ąÆą░čłąĄą╝čā - ą║ą░ą║ ąŠąĮą░ ą┐ąŠčÅą▓ąĖą╗ą░čüčī, ą┐ąŠčŹč鹊ą╝čā ąĮąĖ čĆą░ąĘčā ąĮąĄ ąĘą░ą║ą░ąĘčŗą▓ą░ą╗ čü čéą░ą║ąŠą╣ ą┤ąŠčüčéą░ą▓ą║ąŠą╣.
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
 |
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
Sailanser

|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ą╝ą░ą╣ 14, 2017 14:53:32 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąØąĄ čā ą╝ąĄąĮčÅ ą┐čĆąĖčģąŠą┤ąĖą╗ąŠ ąĮąŠčĆą╝ą░ą╗čīąĮąŠ, ą┐ą░čĆčā čĆą░ąĘ. ąØą░ čéčĆąĄčéąĖą╣ ą┐čĆąĖčłą╗ą░ ą┐ąŠčüčŗą╗čī čĆą░ąĘą▓ąŠčĆąŠą▓ą░ąĮąĮąŠą╣, ą▒ą╗čÅ ąĖ ą▒čŗą╗ąŠ ą▒čŗ čćč鹊 ąĮą░čäąĖą│ čéą░ą╝ ą▓ąŠčĆąŠą▓ą░čéčī, ąŠą▒čŗčćąĮčŗą╣ RMA-223  ą┐čĆąĖč湥ą╝ ąĘą░ą║ą░ąĘčŗą▓ą░ą╗ 5 čłčé, ą┐čĆąĖąĄčģą░ą╗ąŠ 3 čłčé ąĖ ą┐čĆą╝čÅ ą▓ąĖą┤ąĮąŠ čćč鹊 ą┐ąŠčüčŗą╗čī čéčāą┐ąŠ čĆčāą║ą░ą╝ąĖ čĆą░ąĘąŠčĆą▓ą░ąĮą░, ą┐ąŠč鹊ą╝ ą║čāą╗ąĄč湥ą║ ą▓ ą║ąŠč鹊čĆąŠą╝ ąŠąĮąĖ ą▒čŗą╗ąĖ čéą░ą║ ąČąĄ čéčāą┐ąŠ čĆą░ąĘąŠčĆą▓ą░ąĮ, 2 čłčé ą▓čŗąĮčāą╗ąĖ ąŠčüčéą░ą╗čīąĮąŠąĄ čéčāą┐ąŠ ą▓ą┐ąĖčģą░ą╗ąĖ ąŠą▒čĆą░čéąĮąŠ ą║ą░ą║ ą┐ąŠą┐ą░ą╗ąŠ ąĖ čéą░ą║ ą┤ą░ą╗čīčłąĄ ąŠčéą┐čĆą░ą▓ąĖą╗ąĖ, ąĖ ą▓čüąĄą╝ ą┐ąŠ...ą╣ čćč鹊 ąĖ ą▓ąĄčü ą┐ąŠą╝ąĄąĮčÅą╗čüčÅ ąĖ ą┐ąŠčüčŗą╗čī ą┐ąŠčĆą▓ą░ąĮą░, čéą░ą║ ąĖ čłą╗ąŠ ą┤ąŠ ą¤ą×. ąÉ ą▓ąŠčé ą║ąŠą│ą┤ą░ čÅ čāąČąĄ čłčāčģąĄčĆ ą┐ąŠą┤ąĮčÅą╗, č鹊ą│ą┤ą░ ąĘą░čłąĄą▓ąĄą╗ąĖą╗ąĖčüčī ąĖ čüčéą░ą╗ąĖ čāą┐čĆą░čłąĖą▓ą░čéčī čćč鹊 ą▒čŗ ą╝ąŠą╗ ąĮą░ ą¤ą× ą║ą╗čÅčāąĘčā ąĮąĄ ą┐ąĖčüą░ą╗, čŹč鹊 ąĮąĄ ąŠąĮąĖ, ąŠąĮąĖ čéčā ąĮąĖ ą┐čĆąĖ č湥ą╝. ąÆ ąĖč鹊ą│ąĄ ąĮą░ą║ą░čéą░ą╗ č鹥ą╗ąĄą│čā, ąĖ čü ą║ąĖčéą░ą╣čåąĄą╝ ą┐ąĄčĆąĄą│ąŠą▓ąŠčĆąĖą╗, ąŠąĮ č鹊 ą║ąŠąĮąĄčćąĮąŠ ą▓ąĄčĆąĮčāą╗ čĆą░ąĘąĮąĖčåčā ąĘą░ 2 čłčé čäą╗čÄčüą░ ąĖ čüą║ą░ąĘą░ą╗ čćč鹊 ą▒čāą┤ąĄčé čĆą░ąĘą▒ąĖčĆą░čéčīčüčÅ. ąÉ ą▓ąŠčé č鹊 čćč鹊 ą▓čŗčłąĄ ą┐ąĖčüą░ą╗ čéą░ą║ čéą░ą╝ ą▓ąŠąŠą▒čēąĄ, čģąŠą┤ąĖą╗ąĖ ą▓ą┤ą▓ąŠąĄą╝ čĆą░ąĘą▒ąĖčĆą░čéčīčüčÅ, čüč鹊ąĖčé čéčāą┐ąŠ ą┐ąŠą╗čāč湥ąĮąŠ ąĖ ą▓čüąĄ čéą░ą║ ąŠąĮ čéą░ą╝ ą║ą░ą║ ąĮą░čćą░ą╗ ą╝ą░č鹥čĆąĖčéčīčüčÅ ąĖąĘ ą┐čĆąĖą╗ąĖčćąĮčŗčģ ą▓čŗčĆą░ąČąĄąĮąĖą╣ ą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ąŠą┤ąĮąŠ ąĮą░ą┐ąĖčüą░čéčī, ą┐ąŠą║ą░ąČąĖč鹥 ą║ą▓ąĖčéą░ąĮčåąĖčÄ ą│ą┤ąĄ čÅ čĆą░čüą┐ąĖčüčŗą▓ą░ą╗čüčÅ ą▓ ą┐ąŠą╗čāč湥ąĮąĖąĖ, ąĖ ą┐ąŠą║ą░ąČąĖč鹥 ąĖąĘą▓ąĄčēąĄąĮąĖąĄ ą║ąŠč鹊čĆąŠąĄ ą╝ąĮąĄ ą┐čĆąĖąĮąŠčüąĖą╗ąĖ ą░ čéą░ą║ č鹊ą╗čīą║ąŠ ą┐ąĖą┐ ą┐ąĖą┐ ą┐ąĖą┐ ą┐ąĖą┐ ą┐ąĖą┐ ą║ąŠčĆąŠč湥 ąĮąĄ ą┐ąĄčćą░čéąĮąŠąĄ
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
smacorp
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ą╝ą░ą╣ 14, 2017 15:04:03 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2811
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Sailanser, čÅ ą┐ąŠ č鹥ą╝ąĄ čüą┐čĆąŠčłčā ąÆą░čü, ą║ą░ą║ ą║ąŠąĮčüčéčĆčāą║č鹊čĆą░ ąĮą░ą▒ąŠčĆą░ 3D-ą┐čĆąĖąĮč鹥čĆą░. ąĪ ąĮąĖą╝ąĖ ą┤ąĄą╗ą░ ąĮąĄ ąĖą╝ąĄą╗ ą▓ąŠąŠą▒čēąĄ. ąÜčāą┐ąĖčéčī ą▒ąŠą╗čīčłąŠąĄ ąČąĄą╗ą░ąĮąĖąĄ ąĄčüčéčī, ąĖ ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ąĄčüčéčī, ą░ ą▓ąŠčé ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéąĖ ą┐ąŠą║ą░ ąĮąĄ ą▓ąĖąČčā - čéą░ą║ąŠąĄ ą▓ąŠčé ąĘą░ą▒ą░ą▓ąĮąŠąĄ čüąŠč湥čéą░ąĮąĖąĄ. ą×čéčüčÄą┤ą░ ą▓ąŠą┐čĆąŠčü - ąĄčüą╗ąĖ-čéą░ą║ąĖ čüąŠą▒ąĄčĆčāčüčī ą║čāą┐ąĖčéčī, ąĮąĄčé ą╗ąĖ čü 3D-ą┐čĆąĖąĮč鹥čĆą░ą╝ąĖ ą┐ąŠą┤ąŠą▒ąĮąŠą╣ ąČąĄ ąĘą░čüą░ą┤čŗ, ąŠ ą║ąŠč鹊čĆąŠą╣ ąĘą░čćą░čüčéčāčÄ čāą╝ą░ą╗čćąĖą▓ą░čÄčé ą┐čĆąŠą┤ą░ą▓čåčŗ čüčéčĆčāą╣ąĮčŗčģ ą┐čĆąĖąĮč鹥čĆąŠą▓ - ą┐ąŠą║ą░ ą┐ąĄčćą░čéą░ąĄčłčī ą▒ąŠą╗ąĄąĄ-ą╝ąĄąĮąĄąĄ čĆąĄą│čāą╗čÅčĆąĮąŠ, ą▓čüčæ ą┐čāčćą║ąŠą╝, ą║ą░ą║ čüą┤ąĄą╗ą░ą╗ ą┐ąĄčĆąĄčĆčŗą▓ ą▓čüąĄą│ąŠ ą▓ ąĮąĄčüą║ąŠą╗čīą║ąŠ ąĮąĄą┤ąĄą╗čī - ąŠčéą╝ą░čćąĖą▓ą░ą╣ ą│ąŠą╗ąŠą▓čā, ą╝ą░čéčī ąĄčæ. ąÆ 3D-ą┐čĆąĖąĮč鹥čĆą░čģ ąĮąĖč湥ą│ąŠ ąĮąĄ ąĘą░čüčŗčģą░ąĄčé, čüą╗čāčćą░ą╣ąĮąŠ?  ą¤ą╗ą░čüčéąĖą║ čĆą░čüą┐ą╗ą░ą▓ąĖą╗čüčÅ ąĖ ąĘą░čłą╗čæą┐ą░ą╗ ą┤ą░ą╗čīčłąĄ?
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Scald
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ą╝ą░ą╣ 14, 2017 15:11:09 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ąŠą║čé 20, 2013 21:58:51
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 115
ą×čéą║čāą┤ą░: ąŻą║čĆą░茹Įą░, ą¤ąŠą╗čéą░ą▓ą░
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 3
|
ąóąŠčćąĮąŠ ąĮąĄ ąĘą░čüčŗčģą░ąĄčé  ąÆąŠąĘą╝ąŠąČąĮąŠ ą┐čĆąĖą┤ąĄčéčüčÅ ą┐ąĄčĆąĄą║ą░ą╗ąĖą▒čĆąŠą▓ą░čéčī čüč鹊ą╗ ą┐ąŠčüą╗ąĄ ą┐ąĄčĆąĄčĆčŗą▓ą░ ą┤ą░ ą┐čŗą╗čī ą┐ąŠą│ąŠąĮčÅčéčī čü ąĮą░ą┐čĆą░ą▓ą╗čÅčÄčēąĖčģ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąÆčŗą▒ąĖčĆą░ąĄą╝ čüčģąĄą╝čā BMS ą┤ą╗čÅ ąĘą░čĆčÅą┤ą░ ą╗ąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗčģ (LiFePO4) ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓
ą×ą▒čÅąĘą░č鹥ą╗čīąĮčŗą╝ čāčüą╗ąŠą▓ąĖąĄą╝ ą┤ąŠą╗ą│ąŠą╣ ąĖ čüčéą░ą▒ąĖą╗čīąĮąŠą╣ čĆą░ą▒ąŠčéčŗ Li-FePO4-ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓, ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ EVE Energy, čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ BMS-ą╝ąĖą║čĆąŠčüčģąĄą╝. ąøąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗąĄ ąÉąÜąæ ąŠčéą╗ąĖčćą░čÄčéčüčÅ čéą░ą║ąĖą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ, ą║ą░ą║ ą▓čŗčüąŠą║ą░čÅ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮąŠčüčéčī čåąĖą║ą╗ąŠą▓ ąĘą░čĆčÅą┤ą░-čĆą░ąĘčĆčÅą┤ą░, ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą▒čŗčüčéčĆąŠą╣ ąĘą░čĆčÅą┤ą║ąĖ, čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī ą║ ą▒čāč乥čĆąĮąŠą╝čā čĆąĄąČąĖą╝čā čĆą░ą▒ąŠčéčŗ ąĖ ą┐čĆąĖąĄą╝ą╗ąĄą╝ą░čÅ čüč鹊ąĖą╝ąŠčüčéčī. ąØąŠ ą┤ą╗čÅ čŹčéąĖčģ ąÉąÜąæ ąŠč湥ąĮčī ą▓ą░ąČąĄąĮ ą║ąŠąĮčéčĆąŠą╗čī ą┐čĆąŠčåąĄčüčüą░ ąĘą░čĆčÅą┤ą░ ąĖ čĆą░ąĘčĆčÅą┤ą░ ą┤ą╗čÅ ąĖąĘą▒ąĄą│ą░ąĮąĖčÅ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÅ ą▓ąĮąĄčłąĮąĄą│ąŠ ąĘą░čĆčÅą┤ąĮąŠą│ąŠ ąĮą░ą┐čĆčÅąČąĄąĮąĖčÅ ą┐ąŠčüą╗ąĄ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ 100% ąĘą░čĆčÅą┤ą░. ąśąĮąČąĄąĮąĄčĆčŗ ąÜą×ą£ą¤ąŁąø ą┐ąŠą┤ą│ąŠč鹊ą▓ąĖą╗ąĖ čüą┐ąĖčüąŠą║ čéą░ą║ąĖčģ čĆąĄčłąĄąĮąĖą╣ ąŠčé čĆą░ąĘąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ą╝ą░ą╣ 14, 2017 15:29:11 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 8
|
ąØąĄ čéą░ą║ąŠą╣ ąĘą░čüą░ą┤čŗ ąĮąĄčé ąóą░ą╝ ąČąĄ ą┐čĆąŠčüč鹊 ą┐čĆčāč鹊ą║ ąĖ ą▓čüąĄ, ąŠąĮ ąĮą░ ą║ą░čéčāčłą║ąĄ ąĖ ą▓čüąĄ. ąóąŠ čćč鹊 ą┐ąŠą┐ą░ą╗ąŠ ą▓ čģąŠčé-菹Įą┤ ą┐čĆą┐ąŠčüč鹊 ą┐ąŠ ąŠčüčéčŗą▓ą░ąĮąĖąĖ ąŠąĮąŠą│ąŠ ąĘą░čüčéčŗą▓ą░ąĄčé ąĖ ą▓čüąĄ. ą¤ąŠč鹊ą╝ ą┐čĆąĖ ą┐čĆąŠą│čĆąĄą▓ąĄ ąĖą┤ąĄą╝ ą┤ą░ą╗čīčłąĄ. ąóą░ą║ čćč鹊 ą╝ąŠąČąĄčé čüč鹊čÅčéčī čģąŠčéčī ą┤ąŠ čāą┐ąŠčĆą░ ąĢą┤ąĖąĮčüčéą▓ąĄąĮąĮąŠ čćč鹊 ąĄčüą╗ąĖ ą┤ąŠą╗ą│ąŠ ą┐ą╗ą░ąĮąĖčĆčāąĄčéčüčÅ ą┐čĆąŠčüč鹊ą╣, č鹊 čüą░ą╝ ą┐čĆąĖąĮč鹥čĆ ąĖ ą┐ą╗ą░čüčéąĖą║ ą▓ ą║ą░čéčāčłą║ąĄ ąĮą░ą┤ąŠ ąĮą░ą║čĆčŗą▓ą░čéčī č湥ą╝ č鹊 ą┤ą░ą▒čŗ ą┐čŗą╗ąĖ ąĮąĄ ą▒čŗą╗ąŠ, ąĮą░ ą▓čģąŠą┤ąĄ ą┐ą╗ą░čüčéąĖą║ą░ ą▓ čģąŠčé-菹Įą┤ čüčéą░ą▓ąĖčéčī čäąĖą╗čīčéčĆ ąŠčé ą┐čŗą╗ąĖ, čäąĖą╗čīčéčĆ čäąĖą│ąĮčÅ, ą║čāčüąŠą║ ą┐ąŠčĆąŠą╗ąŠąĮąŠą▓ąŠą╣ ą│čāą▒ą║ąĖ ąĘą░ąČą░č鹊ą╣ ąŠą▒čŗčćąĮąŠą╣ ą║ą░ąĮčåąĄą╗čÅčĆčüą║ąŠą╣ ą┐čĆąĖčēąĄą┐ą║ąŠą╣, ą┤ąĄą╗ą░ąĄčéčüčÅ ąĘą░ 5 čüąĄą║. ąĢčēąĄ čüą░ą╝ ą┐ą╗ą░čüčéąĖą║ čģčĆą░ąĮąĖčéčī ąĄčüą╗ąĖ ąŠąĮ ą▓ąĮąĄ ą┐čĆąĖąĮč鹥čĆą░ ą▓ ą║čāą╗ąĄčćą║ąĄ čü čüąĖą╗ąĖą║ą░ą│ąĄą╗ąĄą╝ ą┤ą░ą▒čŗ ąĮąĄ ąĮą░ą▒ąĖčĆą░ą╗ ą▓ą╗ą░ą│čā, ąÉąæąĪ ąĄąĄ čģąŠčéčī ąĖ ąĮąĄ ąĮą░ą▒ąĖčĆą░ąĄčé, ąĮąŠ ą▓čüąĄ čĆą░ą▓ąĮąŠ ą╝ąŠąČąĄčé ąŠčéčüčŗčĆąĄčéčī čüąŠ ą▓čĆąĄą╝ąĄąĮąĄą╝ ąĖ ą▓čŗčĆą░ąČą░čéčīčüčÅ čŹč鹊 ą▒čāą┤ąĄčé ą▓ ą┐ąŠčüčéčĆąĄą╗ąĖą▓ą░ąĮąĖąĖ ąĮąĄą▒ąŠą╗čīčłąŠą╝ ą┐čĆąĖ ą┐ąĄčćą░čéąĖ, ą░ čéą░ą║ąĖąĄ ą┐ąŠčüčéčĆąĄą╗ąĖą▓ą░ąĮąĖčÅ ą┤ąĄą╗ą░čÄčé ą╝ąĖą║čĆąŠčüą║ąŠą┐ąĖč湥čüą║ąĖąĄ ą┐čĆąŠą┐čāčüą║ąĖ, ą▓ ą┐čĆąĖąĮčåąĖą┐ąĄ ąĮąĄ ą║čĆąĖčéąĖčćąĮąŠ, ąĮąŠ ąĮąĄ ąČąĄą╗ą░č鹥ą╗čīąĮąŠ. ąÉ čéą░ą║ ąĖąĘ ąŠą▒čēąĖčģ čĆąĄą║ąŠą╝ąĄąĮą┤ą░čåąĖą╣ ą║ą░ą║ ąĖ ą┤ą╗čÅ ą╗čÄą▒ąŠą│ąŠ ą┐ąŠą┤ąŠą▒ąĮąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, čćąĖčüč鹊ąĄ, čüčāčģąŠąĄ ą┐ąŠą╝ąĄčēąĄąĮąĖąĄ, ą▒ąĄąĘ čĆąĄąĘą║ąĖčģ ą┐ąĄčĆąĄą┐ą░ą┤ąŠą▓ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčŗ ąĖ ą▓ą╗ą░ąČąĮąŠčüčéąĖ. ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 17 minutes 47 seconds:Sailanser,ąĪ ąĮąĖą╝ąĖ ą┤ąĄą╗ą░ ąĮąĄ ąĖą╝ąĄą╗ ą▓ąŠąŠą▒čēąĄ. ąÜčāą┐ąĖčéčī ą▒ąŠą╗čīčłąŠąĄ ąČąĄą╗ą░ąĮąĖąĄ ąĄčüčéčī, ąĖ ąÉ čéą░ą║ ą▓ąĄčüčćčī ą░čĆčģąĖąĮčāąČąĮą░čÅ ąĖ ą░čĆčģąĖą┐ąŠą╗ąĄąĘąĮą░čÅ. ąØą░ą▓ąŠčÅą╗ č鹊 čćč鹊 ąĮą░čĆą▓ąĖčéčīčüčÅ ąĖą╗ąĖ č鹊 čćč鹊 ą┐čĆąŠčüąĖč鹥ą╗ąĖ ą┐ąŠą┐čĆąŠčüąĖą╗ąĖ, ąĖ ą▓čāą░ą╗čÅ ą▓ąŠčé ąŠąĮąŠ. ąÆąŠčé ą║ą░ą║ ą┐čĆąĖą╝ąĄčĆ ą▓ą░čÅąĮąĖčÅ ąĘąĮą░ą║ąŠą╝čŗą╣ ą┐čĆąŠčüąĖą╗ ą┤ą╗čÅ ą▓čüąĄą╝ąĖ ąĖąĘą▓ąĄčüčéąĮąŠą│ąŠ ą┐čĆąĖą▒ąŠčĆčćąĖą║ą░ ąĖąĘ čüąŠčüąĄą┤ąĮąĄą╣ č鹥ą╝čŗ, ą┐čĆąĖč湥ą╝ ą┐čĆąŠčüąĖą╗ čćč鹊 č鹊 ąĮąĄ čüčéą░ąĮą┤ą░čĆčéąĮąŠąĄ ąĮąŠ ąĖ ąĮąĄ čüąĖą╗čīąĮąŠ ąĘą░ą╝ąŠčĆąŠč湥ąĮąŠąĄ. ąÆą╝ąĄčüč鹥 čü ąĮąĖą╝ ąĮą░ą▓ąŠčÅą╗ąĖ, ą┐ąŠč鹊ą╝ ą▓ąĮąĄčüą╗ąĖ ą║ąŠčĆčĆąĄą║čéąĖčĆąŠą▓ą║ąĖ, ąĖ ą▓čāą░ą╗čÅ, ąĮą░ą┐ąĄčćą░čéą░ą╗ąĖ. ą×ąĮ čéčāčé ąČąĄ ą┤ąŠą╝ąŠą╣ ąŠčéą▓ąŠą╗ąŠą║.  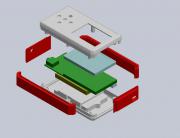   ąóą░ą║ čćč鹊 ą┐čĆąŠčäąĖčé ąĮą░ą╗ąĖčåąŠ, ąĖ ąĘą░ą┤čāą╝ą║čā ą▓ąŠą┐čĆąŠą╗ąĖčéčī ąĖ ąĮą░ą▓čŗą║ ą╝ąŠą┤ąĄą╗ąĖčĆąŠą▓ą░ąĮąĖčÅ čĆą░ąĘą▓ąĖčéčī
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąØąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ EVE čüąĄčĆąĖąĖ PLM ą┤ą╗čÅ GSM-čéčĆąĄą║ąĄčĆąŠą▓, čĆą░ą▒ąŠčéą░čÄčēąĖčģ ą▓ ąČčæčüčéą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ (ą┤ąŠ -40┬░ąĪ)
ąÜąŠą╝ą┐ą░ąĮąĖčÅ EVE ą▓čŗą┐čāčüčéąĖą╗ą░ ąĮąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ čüąĄčĆąĖąĖ PLM, čüąŠč湥čéą░čÄčēąĖą╣ ą▓ čüąĄą▒ąĄ ą▓čŗčüąŠą║čāčÄ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ čüą╗čāąČą▒čŗ, čłąĖčĆąŠą║ąĖą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╣ ą┤ąĖą░ą┐ą░ąĘąŠąĮ ąĖ ą▓čŗčüąŠą║čāčÄ č鹊ą║ąŠąŠčéą┤ą░čćčā ą┤ą░ąČąĄ ą┐čĆąĖ ąŠčéčĆąĖčåą░č鹥ą╗čīąĮąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ.
ąŁčéąĖ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆčŗ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄčé ąĘą░čĆčÅą┤ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ąŠčé -40/-20┬░ąĪ (čüąĮąĖąČąĄąĮąĮčŗą╝ ąĘąĮą░č湥ąĮąĖąĄą╝ č鹊ą║ą░), ą▒ąĄąĘąŠą┐ą░čüąĮčŗ (ąĮąĄ ą▓ąŠčüą┐ą╗ą░ą╝ąĄąĮčÅčÄčéčüčÅ ąĖ ąĮąĄ ą▓ąĘčĆčŗą▓ą░čÄčéčüčÅ) ą┐čĆąĖ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╝ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖąĖ (ą┐čĆąŠčéčŗą║ą░ąĮąĖąĄ ąĖ čüą┤ą░ą▓ą╗ąĖą▓ą░ąĮąĖąĄ), čāčüč鹊ą╣čćąĖą▓čŗ ą║ ą▓ąĖą▒čĆą░čåąĖąĖ. ą×ąĮąĖ ą╝ąŠą│čāčé ą┐čĆąĖą╝ąĄąĮčÅčéčīčüčÅ ą║ą░ą║ ą┤ą╗čÅ ą░ą▓č鹊čéčĆą░ąĮčüą┐ąŠčĆčéą░ (čéčĆąĄą║ąĄčĆčŗ, ą╝ą░čÅčćą║ąĖ, čüąĖą│ąĮą░ą╗ąĖąĘą░čåąĖčÅ), čéą░ą║ ąĖ ą┤ą╗čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓ ą╝ąŠąĮąĖč鹊čĆąĖąĮą│ą░, IoT-čāčüčéčĆąŠą╣čüčéą▓.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
SIM31
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ą╝ą░ą╣ 14, 2017 22:42:42 |
|
| ąŁč鹊 ąĮąĄ čģą▓ąŠčüčé, čŹč鹊 ą░ąĮč鹥ąĮąĮą░ |
 |
ąÜą░čĆą╝ą░: 17
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 12
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ą░ą┐čĆ 04, 2013 22:22:57
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1357
ą×čéą║čāą┤ą░: ąæąĄą╗ą│ąŠčĆąŠą┤, ąĀąż
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Sailanser, ą┤ą░, čÅ ą┐čĆąŠ čŹčéčā ąĘą░čüą░ą┤čā ą┐ąŠčćčéąĖ čüčĆą░ąĘčā ą┐čĆąŠčćčāčģą░ą╗ - ą▓ ąĪąĄčéąĖ ąĄčüčéčī ąŠą┐ąĖčüą░ąĮąĖčÅ, ą┐ąŠą┤ąŠą▒ąĮčŗąĄ ąÆą░čłąĄą╝čā - ą║ą░ą║ ąŠąĮą░ ą┐ąŠčÅą▓ąĖą╗ą░čüčī, ą┐ąŠčŹč鹊ą╝čā ąĮąĖ čĆą░ąĘčā ąĮąĄ ąĘą░ą║ą░ąĘčŗą▓ą░ą╗ čü čéą░ą║ąŠą╣ ą┤ąŠčüčéą░ą▓ą║ąŠą╣. ą£ąĮąĄ ą┐ą░čĆčā čĆą░ąĘ ą┐čĆąĖčģąŠą┤ąĖą╗ąĖ čćčāąČąĖąĄ čÄą▓ąĄą╗ąĖčĆąĮčŗąĄ čāą║čĆą░čłąĄąĮąĖčÅ ą▓ ą┐ąŠčćč鹊ą▓čŗą╣ čÅčēąĖą║. ąŁč鹊 ąĮąĄ čĆą░ą┤ąĖąŠą┤ąĄčéą░ą╗ąĖ ąĮąĄą┐ąŠąĮčÅčéąĮčŗąĄ. ąØąŠ ąŠčéąĮąŠčüąĖą╗ ąŠą▒čĆą░čéąĮąŠ ąĮą░ ą┐ąŠčćčéčā. ą×čłąĖą▒ą░ą╗ąĖčüčī ąĖąĘ-ąĘą░ ą▒čāą║ą▓čŗ ą┤ąŠą╝ą░, ą┐ąŠč湥ą╝čā-č鹊 ą┤ąŠą╝ą░ą╝ čüąŠčüąĄą┤ąĮąĖą╝ ą┤ą░ą╗ąĖ ąĮąĄ čåąĖčäčĆčŗ, ą░ ą▒čāą║ą▓čŗ, čéąĖą┐ą░ 4ąö 4ąō 4ąÆ, čüąŠąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠ ą┐ąĖčłčāčé 4D, 4ąÆ (ą▒čŹ ąĖą╗ąĖ ą▓čŹ?) ąĖą╗ąĖ 4G ą░ ą┐ąŠčćčéą░ą╗čīąŠąĮčŗ čü ą┐ąŠčģą╝ąĄą╗čīčÅ ąĮąĄ čĆą░ąĘą╗ąĖčćą░čÄčé ąĮąĖč湥ą│ąŠ )) ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 8 minutes 3 seconds:ąÆ 3D-ą┐čĆąĖąĮč鹥čĆą░čģ ąĮąĖč湥ą│ąŠ ąĮąĄ ąĘą░čüčŗčģą░ąĄčé, čüą╗čāčćą░ą╣ąĮąŠ? ą¤ą╗ą░čüčéąĖą║ čĆą░čüą┐ą╗ą░ą▓ąĖą╗čüčÅ ąĖ ąĘą░čłą╗čæą┐ą░ą╗ ą┤ą░ą╗čīčłąĄ? ąÆčüčæ č鹊čćąĮąŠ ąĮą░ąŠą▒ąŠčĆąŠčé. ąÆ ą┐čĆąĖąĮč鹥čĆąĄ čüą░ą╝ąŠąĄ ą┤ąŠčĆąŠą│ąŠąĄ ą║ąŠčĆą┐čāčü ąĖ ąĮą░ą┐čĆą░čÅą╗čÅčÄčēąĖąĄ, čü ąĮąĖą╝ ąĮąĖč湥ą│ąŠ ąĮąĄ čüą╗čāčćąĖčéčüčÅ, ą▓čĆąŠą┤ąĄ ąĮąĄčƹȹ░ą▓ąĄčÄčēą░čÅ čüčéą░ą╗čī ąĖą╗ąĖ čćč鹊-č鹊 ą┐ąŠą┤ąŠą▒ąĮąŠąĄ. ąĪą░ą╝ąĖ čüąŠą┐ą╗ą░ čüč鹊čÅčé ąŠą║ąŠą╗ąŠ 0.3$ ąĖ ąŠčüčéą░ą╗čīąĮčŗąĄ čüą╝ąĄąĮąĮčŗąĄ ą┤ąĄčéą░ą╗ąĖ, čĆąĄą╝ąĮąĖ ą▓čüčÅą║ąĖąĄ. ąŻ ą╝ąĄąĮčÅ ą║ą░ą║-čĆą░ąĘ ąĘą░ą▒ąĖą▓ą░ą╗ąŠčüčī čüąŠą┐ą╗ąŠ čŹč鹊, 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéąĖčĆąŠą▓ą░ą╗ čü ąĘą░ą╝ąĄąĮąŠą╣ ą┐ą╗ą░čüčéąĖą║ą░ ąĮą░ čģąŠą┤čā. ąÜąŠą│ą┤ą░ čĆą░ąĘą▒ąĖčĆą░ą╗, čüą╗čāčćą░ą╣ąĮąŠ čĆą░ąĘą▓ąŠą┤ąĮčŗą╝ ą║ą╗čÄč湊ą╝ ąŠčéą╗ąŠą╝ą░ą╗ ąĄą│ąŠ. ąŻąČąĄ ą┐ąŠč鹊ą╝ ą┐ąŠąĮčÅą╗ ą║ą░ą║ ąŠąĮąŠ čéą░ą╝ ąĘą░čüčéčĆčÅą╗ąŠ, ą╝ąŠąČąĮąŠ ą▒čŗą╗ąŠ ą▓čŗčüą▓ąĄčĆą╗ąĖčéčī ąĖą╗ąĖ čĆą░ąĘąŠą│čĆąĄčéčī ąĖ ą▓čŗą┐ą╗ą░ą▓ąĖčéčī, ąĖą╗ąĖ čĆą░čüčéą▓ąŠčĆąĖčéčī ą┤ąĖčģą╗ąŠčŹčéą░ąĮąŠą╝. ąÆ ą║ąŠą╝ą┐ą╗ąĄą║č鹥 ą▒čŗą╗ąŠ ąĘą░ą┐ą░čüąĮąŠąĄ, čéą░ą║ čćč鹊 ą┐čĆąŠčüč鹊čÅ ąĮąĄ ą▒čŗą╗ąŠ ą▓ąŠąŠą▒čēąĄ. ąöčāą╝ą░čÄ čüąĄą╣čćą░čü ą╝ąŠąČąĮąŠ ą▒čĆą░čéčī. ąÜąŠąĮčüčéčĆčāą║čåąĖąĖ ą┐čĆąŠą▓ąĄčĆąĄąĮčŗ ą▓čĆąĄą╝ąĄąĮąĄą╝, ą┤ąĄčłąĄą▓ąĄčéčī ąĮąĄ ą▒čāą┤čāčé, čéą░ą║ ą║ą░ą║ čéą░ą╝ ą╝ąĄčéą░ą╗ą╗ ąŠčüąĮąŠą▓ąĮą░čÅ čüč鹊ąĖą╝ąŠčüčéčī. ąöą░ąČąĄ ąĄčüą╗ąĖ ą▓ą║ą╗čÄčćą░čéčī čĆą░ąĘ ą▓ ą╝ąĄčüčÅčå, ą│ąŠą┤ ąĘą░ ą│ąŠą┤ąŠą╝ ąŠą║čāą┐ąĖčéčüčÅ ą▓ą╗ąŠąČąĄąĮąĖąĄ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
arkhnchul
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤ąĮ ą╝ą░ą╣ 15, 2017 13:37:00 |
|
ąÜą░čĆą╝ą░: 38
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 618
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą┐čĆ 06, 2015 11:01:53
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3092
ą×čéą║čāą┤ą░: ą╝ąŠčüą║ą▓ą░, čāčäą░
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąĮą░ą┐čĆą░čÅą╗čÅčÄčēąĖąĄ, čü ąĮąĖą╝ ąĮąĖč湥ą│ąŠ ąĮąĄ čüą╗čāčćąĖčéčüčÅ, ą▓čĆąŠą┤ąĄ ąĮąĄčƹȹ░ą▓ąĄčÄčēą░čÅ čüčéą░ą╗čī ąĖą╗ąĖ čćč鹊-č鹊 ą┐ąŠą┤ąŠą▒ąĮąŠąĄ. ąĮąĄą░. ą¤čĆąŠčüč鹊 čüčéą░ą╗čīąĮčŗąĄ, ą║čĆčāą│ą╗čŗąĄ ą▓ą░ą╗čŗ ąĖąĮąŠą│ą┤ą░ čüą╗ąĄą│ą║ą░ čģčĆąŠą╝ąĖčĆąŠą▓ą░ąĮąĮčŗąĄ, ą┐čĆąŠčäąĖą╗čīąĮčŗąĄ čĆąĄą╗čīčüčŗ ą▒ąĄąĘ ą┐ąŠą║čĆčŗčéąĖčÅ. ąÜą░čĆąĄčéą║ąĖ ąĖ čłą░čĆąĖą║ąĖ ą▓ ąĮąĖčģ ą▒ąĄąĘ ą┐ąŠą║čĆčŗčéąĖčÅ ą▓čüąĄą│ą┤ą░ (čüčéą░ą╗čīąĮčŗąĄ čćą░čüčéąĖ, ą░ąĮąŠą┤ąĖčĆąŠą▓ą░ąĮąĖąĄ ąĮą░ ą░ą╗čÄą╝ąĖąĮąĖąĄą▓čŗčģ ąĮąĄ ą▓ čüč湥čé).
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
SIM31
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░ą╣ 16, 2017 01:41:32 |
|
| ąŁč鹊 ąĮąĄ čģą▓ąŠčüčé, čŹč鹊 ą░ąĮč鹥ąĮąĮą░ |
|
ąÜą░čĆą╝ą░: 17
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 12
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ą░ą┐čĆ 04, 2013 22:22:57
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1357
ą×čéą║čāą┤ą░: ąæąĄą╗ą│ąŠčĆąŠą┤, ąĀąż
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąØčā ą┤ą╗čÅ ą┤ąŠą╝ą░ čŹč鹊 ąĮąĄ čéą░ą║ ą▓ą░ąČąĮąŠ čćč鹊 ąŠą▒čŗčćąĮą░čÅ čüčéą░ą╗čī, čā ą╝ąĄąĮčÅ ąĘą░ 2 ąĮąĄą┤ąĄą╗ąĖ ą┐ąŠą║ą░ ąĮąĖč湥ą│ąŠ ąĮąĄ ąĘą░čƹȹ░ą▓ąĄą╗ąŠ, ą▓čüčæ ą▒ą╗ąĄčüčéąĖčé. ą¤čĆą░ą▓ą┤ą░ ąŠą┤ąĮą░ ąĮą░ą┐čĆą░ą▓ą╗čÅčÄčēą░čÅ ą│ąĮčāčéą░čÅ, ąĮąŠ č鹊 ą╝ąĄą╗ąŠčćąĖ, ą╝ąŠąČąĄčé čÅ ąĖ ą┐ąŠą│ąĮčāą╗, ą╝ąŠąČąĄčé ą▒čŗą╗ą░. ą×ąĮąĖ ąŠčé 5$ ąĄčüą╗ąĖ ą╝ąĄąĮčÅčéčī. ąĢčēąĄ ą┤ąĄčłąĄą▓ą╗ąĄ ąĄčüčéčī "ą┐čĆčāčé čüčéą░ą╗čīąĮąŠą╣" ąĖą╗ąĖ ą┐čĆčāčé ąĖąĘ ąĮąĄčƹȹ░ą▓ąĄą╣ą║ąĖ, ąĮąŠ ą▓ čĆąŠąĘąĮąĖčåąĄ ąĮąĄ ą▓ąĖą┤ąĄą╗, ą┐čĆąŠą┤ą░čÄčé ą║čĆčāą┐ąĮčŗą╝ąĖ ą┐ą░čĆčéąĖčÅą╝ąĖ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĖ. ą×ąĮąĖ ą┐ąŠ ąŠčéąĘčŗą▓ą░ą╝ č鹊ąČąĄ ą┐ąŠą┤čģąŠą┤čÅčé.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
lee
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░ą╣ 16, 2017 19:41:28 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
 |
ąÜą░čĆą╝ą░: 2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 157
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ ąĮąŠčÅ 07, 2015 23:59:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 137
ą×čéą║čāą┤ą░: ąØąŠą▓ąŠčüąĖą▒ąĖčĆčüą║
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 4
|
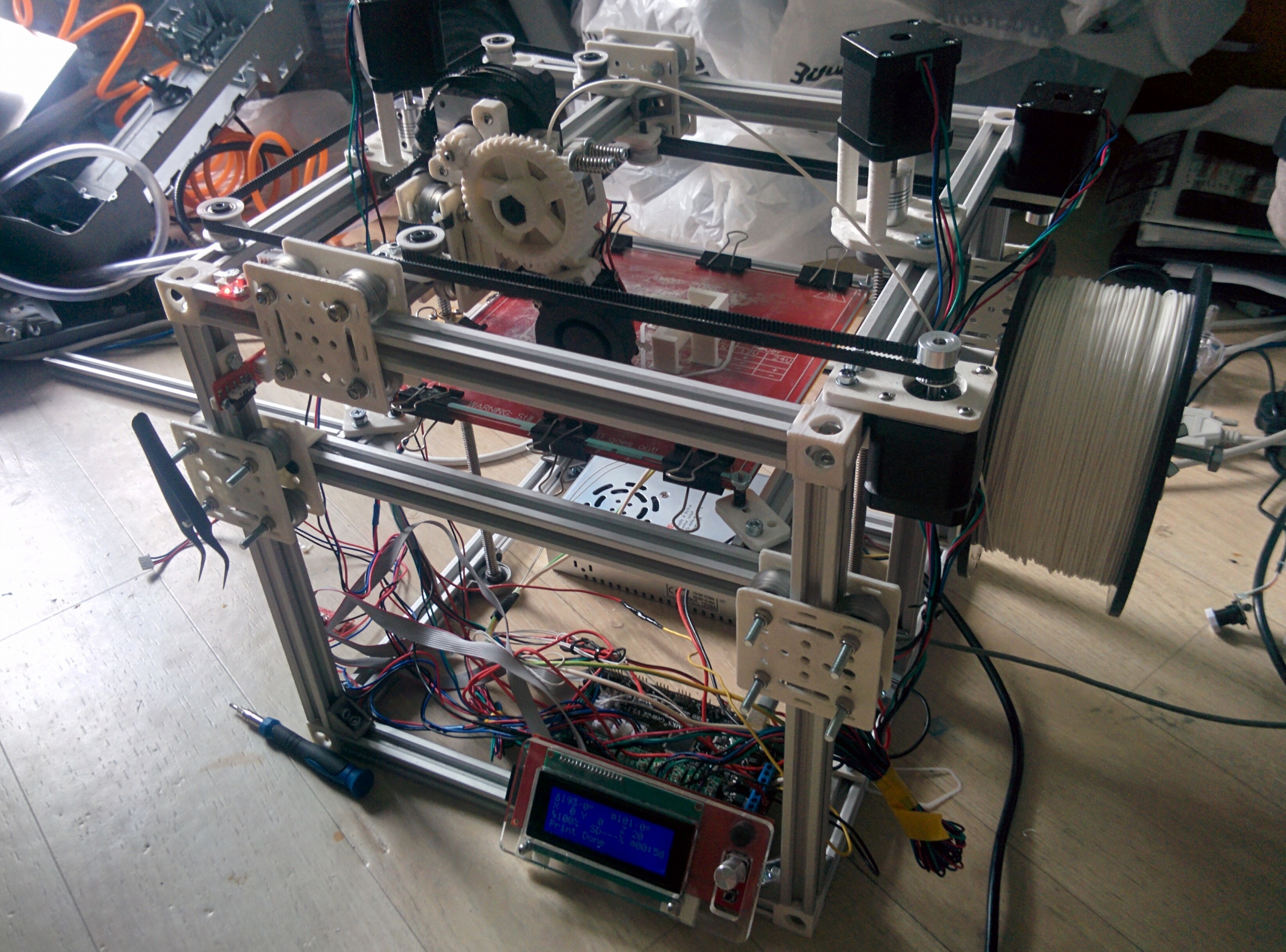
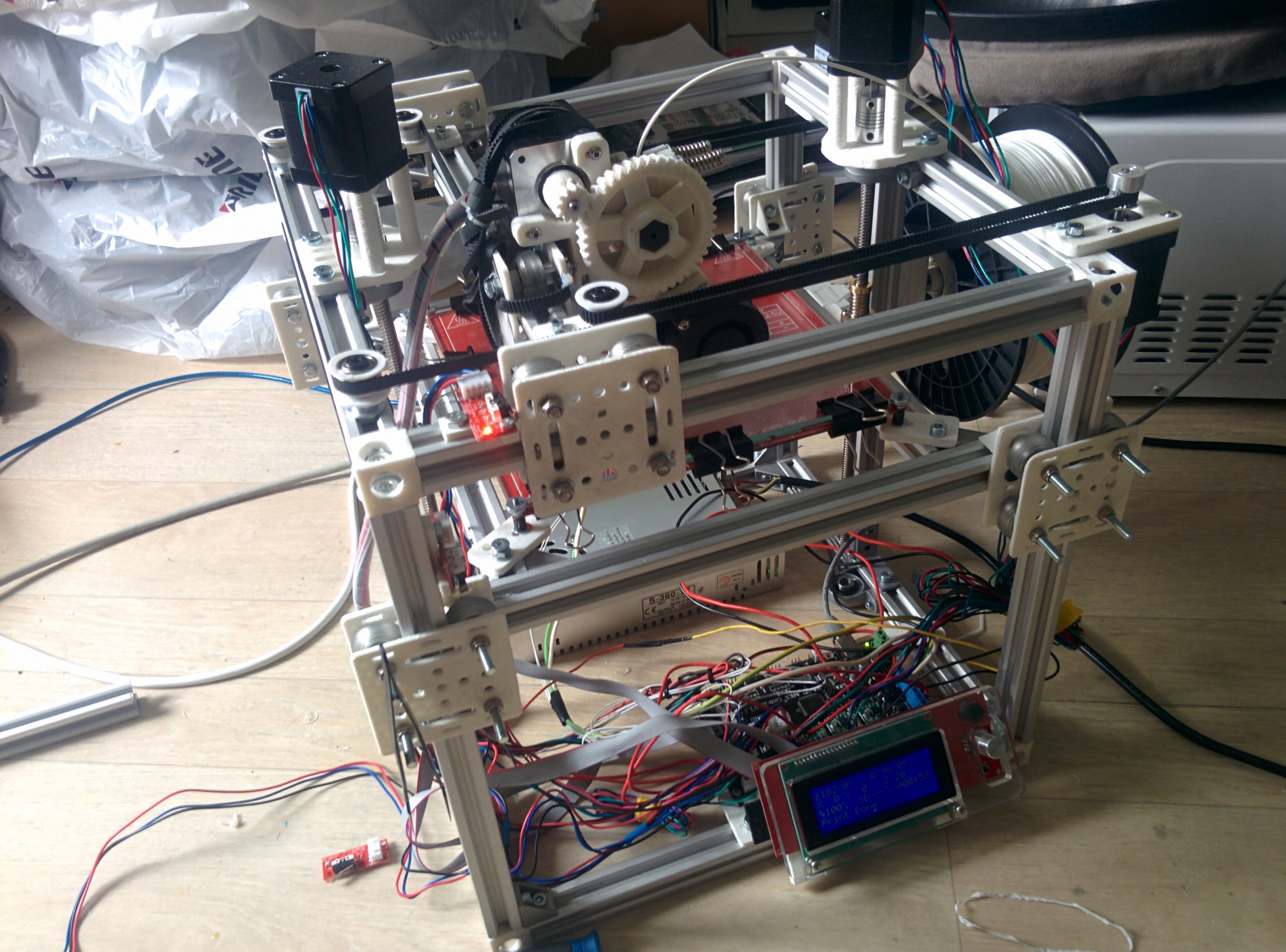
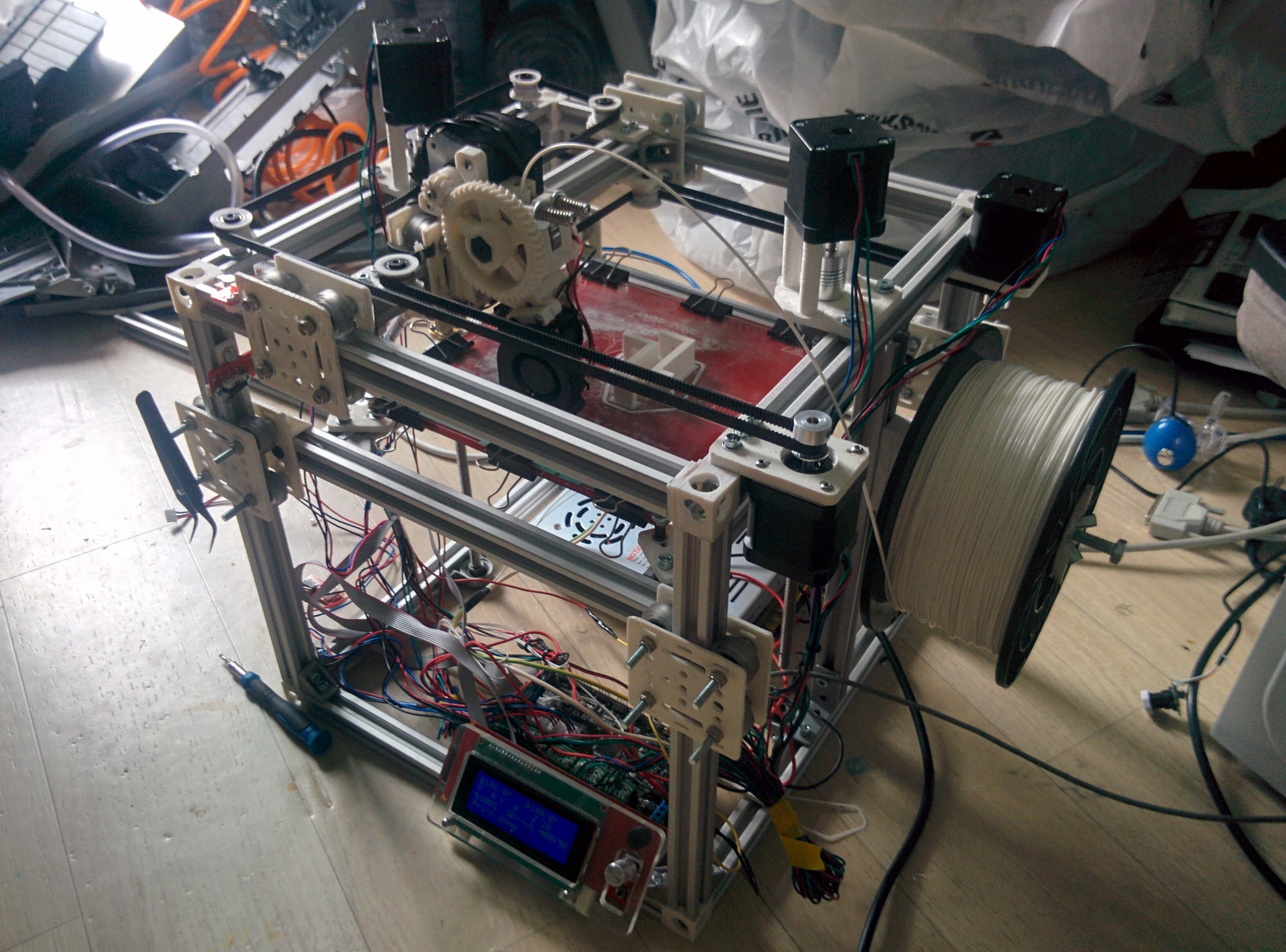
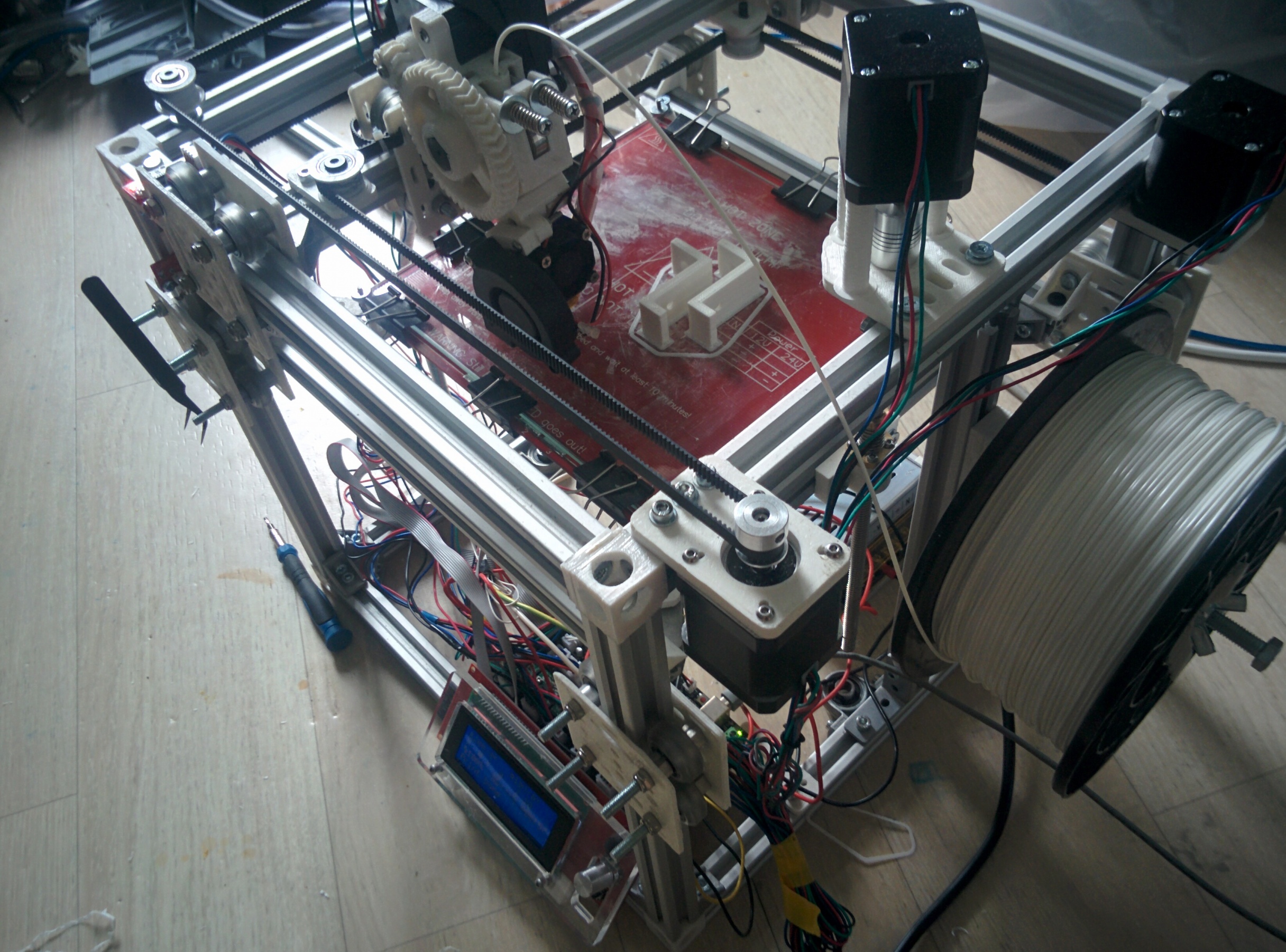
ąÆčüąĄ čĆčāą║ąĖ ąĮąĄ ą┤ąŠčģąŠą┤ąĖą╗ąĖ ąĮą░ą┐ąĖčüą░čéčī, čüąŠą▒čĆą░ą╗ ą┐ąŠą╗č鹊čĆčŗ - ą┤ą▓ąĄ ąĮąĄą┤ąĄą╗ąĖ ąĮą░ąĘą░ą┤ ą┐čĆąĖąĮč鹥čĆ, ą▓čĆąŠą┤ąĄ ą▒čŗ ą▓čüąĄ ąĮąŠčĆą╝ą░ą╗čīąĮąŠ, ąĄčüčéčī ąĘą░ą╝ąĄčćą░ąĮąĖčÅ ą┐ąŠ ąČąĄčüčéą║ąŠčüčéąĖ ąĮąĄą║ąŠč鹊čĆčŗčģ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čüčéąĖąĮ, ąĮąŠ ąĮąĖ ą▓ ą║ą░ą║ąŠąĄ čüčĆą░ą▓ąĮąĄąĮąĖąĄ čüąŠ čüčéą░čĆąŠą╣ ą┐čĆčāčüąŠą╣ ąĮąĄ ąĖą┤ąĄčé, ą┐ąĄčćą░čéą░ąĄčé ą╗čāčćčłąĄ ąĖ corexy ą║ąĖąĮąĄą╝ą░čéąĖą║ą░ ąĮčĆą░ą▓ąĖčéčüčÅ ą▒ąŠą╗čīčłąĄ 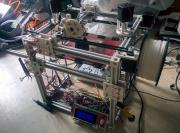 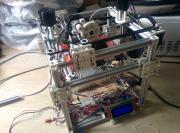 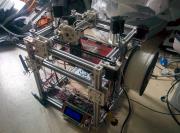  ąśąĘ ąŠčüčéą░ą▓čłąĖčģčüčÅ čĆą░ą▒ąŠčé: 1) čüą┤ąĄą╗ą░čéčī ą║ąŠąĮčåąĄą▓ąĖą║ ąĮą░ Y ąŠčüčī 2) ą┐ąĄčĆąĄą┐ąĄčćą░čéą░čéčī wade extruder ą▓ ą▒ąŠą╗ąĄąĄ ą║ąŠą╝ą┐ą░ą║čéąĮąŠą╝ ą▓ą░čĆąĖą░ąĮč鹥 ą║ąŠč鹊čĆčŗą╣ ą┐ąŠą▓ąĄčĆąĮčāčé ąĮą░ 90 ą│čĆą░ą┤čāčüąŠą▓ ą┤ą╗čÅ čŹą║ąŠąĮąŠą╝ąĖąĖ ą╝ąĄčüčéą░, čüąŠą▒ąĖčĆą░ą╗ ą┐čĆąŠčüč鹊 ą▒čĆą░ą╗ ą▓čüąĄ ąĮąĄ čüą▓čÅąĘą░ąĮą░ąĮąĮčŗąĄ čü ąĮąŠą▓ąŠą╣ ą╝ąĄčģą░ąĮąĖą║ąŠą╣ ą▓ąĄčēąĖ čüąŠ čüčéą░čĆąŠą│ąŠ ą┐čĆąĖąĮč鹥čĆą░ ą║čĆąŠą╝ąĄ Z-ąŠčüąĖ ąĖ ą┐čĆąŠčćąĖčģ čüąŠąĄą┤ąĖąĮąĖč鹥ą╗čīąĮčŗčģ ą┤ąĄčéą░ą╗ąĄą╣. 3) ą┐ąŠčüą╗ąĄ č鹊ą│ąŠ ą║ą░ą║ ą┤ąŠą╣ą┤ąĄčé ą┐ąŠčüčŗą╗ą║ą░ čü smothieware ąĖ tft 菹║čĆą░ąĮąŠą╝ ą┐ąŠą╝ąĄąĮčÅčéčī ą╝ąŠąĘą│ąĖ ąĖ čāą▒čĆą░čéčī ą┐čĆąŠą▓ąŠą┤ą░ ą▓ ą║ą░ą▒ąĄą╗čī ą║ą░ąĮą░ą╗čŗ 4) ąĘą░ą╝ąĄąĮąĖčéčī ą┐ą╗ą░čüčéą╝ą░čüčüąŠą▓čŗąĄ ą┤ąĄčƹȹ░č鹥ą╗ąĖ čĆąŠą╗ąĖą║ąŠą▓ ąĮą░ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ (čā ą╝ąĄąĮčÅ ąŠąĮąĖ ą┐ąĄčćą░čéą░ąĮčŗ čü 20% infill ąĖ čéą░ą║ąĖąĄ ąČąĄ č鹊ąĮą║ąĖąĄ ą║ą░ą║ ąČąĄą╗ąĄąĘąĮčŗąĄ) ąĮąŠ ą┤ą░ąČąĄ čü čéą░ą║ąĖą╝ąĖ ą║čĆąĄą┐ą╗ąĄąĮąĖčÅą╝ąĖ ąŠč湥ąĮčī ą┤ąŠčüč鹊ą╣ąĮąŠ čĆą░ą▒ąŠčéą░ąĄčé. 5) čāą▒čĆą░čéčī ą╝ąŠč鹊čĆčŗ Z-ąŠčüąĖ ą▓ąĮąĖąĘ čćč鹊ą▒čŗ čāą▓ąĄą╗ąĖčćąĖčéčī ą┐ąŠą╗ąĄ, čüąĄą╣čćą░čü ąŠąĮąŠ 120 / 100, ą▒ąĄąĘ Wade extruder ą▒čŗą╗ąŠ 180 ąĮą░ 140, čāą▒čĆą░ą▓ ą╝ąŠč鹊čĆčŗ ą▓ąĄčĆąĮčā 200ą╝ą╝ + ąĮą░ą┤ąŠ ą▒čāą┤ąĄčé ą┐ąŠą┤čāą╝ą░čéčī ą╝ąĄąĮčÅčéčī ą╗ąĖ ą║čĆąĄą┐ą╗ąĄąĮąĖčÅ corexy čĆąĄą╝ąĮąĄą╣ čćč鹊ą▒čŗ ą┐ąŠ Y ą┐ąŠą╗čāčćąĖčéčī 200 ą▓ą╝ąĄčüč鹊 140 č鹥ą║čāčēąĖčģ, ą┐ąŠą║ą░ ą┐čĆąŠą▒ą╗ąĄą╝ ą┐čĆąĖ ą┐ąĄčćą░čéąĖ ąĮąĄčé, ą┤ą░ąČąĄ 120/100 čģą▓ą░čéą░ąĄčé ą┐ąŠ Z ąĮąĄ ą╝ąĄčĆčÅą╗ ąĮąŠ ą▒ąŠą╗čīčłąĄ 170, ą┐čĆąŠčäąĖą╗čī čā ą╝ąĄąĮčÅ 300 ą╝ą╝ + ą┐ąŠ 3-4 ą╝ą╝ čü ą║ą░ąČą┤ąŠą╣ čüč鹊čĆąŠąĮčŗ ąĖąĘ ąĘą░ čāą▓ąĄą╗ąĖč湥ąĮąĮčŗčģ čāą│ą╗ąŠą▓čŗčģ čüąŠąĄą┤ąĖąĮąĖč鹥ą╗čīąĮčŗčģ ą║čāą▒ąŠą▓ 6) ą┐ąŠą┤čāą╝ą░čéčī ąĮą░ą┤ čāą╗čćčłąĄąĮąĖąĄą╝ ą▓ąĮąĄčłąĮąĄą│ąŠ ą▓ąĖą┤ą░ + ą║ąŠčĆą┐čāčü ąĖąĘ ąŠčĆą│čüč鹥ą║ą╗ą░ ą┤ą╗čÅ ą┐ąŠą┤ą┤ąĄčƹȹ░ąĮąĖčÅ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčŗ ą▓ąĮčāčéčĆąĖ ą┐ąĄčćą░čéąĖ. ąĮąŠ ą┐čĆąĖ č鹥ą║čāčēąĄą╝ ą▓ą░čĆąĖą░ąĮč鹥 ą║ą╗ąĄą╣ + abs ąĮąĖč湥ą│ąŠ ą┐ąŠą║ą░ ąĮąĄ ąŠčéčĆčŗą▓ą░ą╗ąŠ, ą┤ąĄčƹȹĖčé ąĮą░ą╝ąĄčĆčéą▓ąŠ ą¤ąĄčĆąĄčłąĄą╗ čü repetier host ąĮą░ python octoprint, ą┐ąŠčĆą░ą┤ąŠą▓ą░ą╗ ą│ąĖą▒ą║ąĖą╣ ąĖąĮč鹥čĆč乥ą╣čü ą┐ąŠą┤ą┤ąĄčƹȹ║ą░ ą▓ąĄą▒ ą║ą░ą╝ąĄčĆčŗ ąĖ ą┐čĆąŠčćąĖąĄ čäąĖčćąĖ. čüą╗ą░ą╣čüąĄčĆ ą┐ąŠą║ą░ č鹊čé ąČąĄ čĹʹ░čÄ slic3, ąØąĖą║ą░ą║ ąĮąĄ ą┐ąŠą╗čāčćą░ąĄčéčüčÅ ąĮą░čüčéčĆąŠčĆąĖčéčī ąĮąŠčĆą╝ą░ą╗čīąĮąŠ FDplast'ąŠą▓čüą║ąĖą╣ ABS, ą▓ą┐čĆąĖąĮčćąĖą┐ąĄ ą┐ąĄčćą░ąĄčé ąĮąŠčĆą╝ą░ą╗čīąĮąŠ, ąĮąŠ ąĮąĄ ą║ą░ą║ čĆąŠą┤ąĮąŠą╣ ą║ąĖčéą░ą╣čüą║ąĖą╣ ą┐ą╗ą░čüčéąĖą║, čéą░ą║ąŠąĄ ąŠčēčāčēąĄąĮąĖąĄ čćč鹊 čā ąĮąĄą│ąŠ ąŠč湥ąĮčī čāąĘą║ąŠąĄ ąŠą┐ąĄčĆą░čåąĖąŠąĮąĮąŠąĄ ąŠą║ąĮąŠ ąĮą░ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčā ąĖ čüą║ąŠčĆąŠčüčéčī 菹║čüčéčĆčāąĘąĖąĖ, ą╝ąŠą╗ ą┐čĆąĖ čāą▓ąĄą╗ąĄč湥ąĮąĖąĖ čüą║ąŠčĆąŠčüčéąĖ čģčāąČąĄ ą┤ą░ą▓ąĖčéčüčÅ, ą┐čĆąŠą▒ąŠą▓ą░ą╗ ą╝ąĮąŠą│ąŠ č湥ą│ąŠ , ą┤ą░ąČąĄ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčā ą┤ąŠ 268 ą┐ąŠą┤ąĮąĖą╝ą░ą╗, ą┐čĆąŠą▒ą╗ąĄą╝ą░ čéą░ą║ą░čÅąČąĄ čü čŹčéąĖą╝ ą┐ą╗ą░čüčéąĖą║ąŠą╝ ą▒čŗą╗ą░ ąĮą░ ą┐čĆąĄą┤čāą┤čŗčēąĄą╝ ą┐čĆąĖąĮč鹥čĆąĄ. ą┐ą┐čĆąŠčłąĖą╗ ąĮąŠą▓čŗą╣ ą╝ą░čĆą╗ąĖąĮ 1.10, ąŠčéą║ą░čéąĖą╗ ąĮą░ąĘą░ą┤ ąĮą░ 1.02 (ą┤ąŠ čŹč鹊ą│ąŠ ą▒čŗą╗ ąŠč湥ąĮčī ą┤čĆąĄą▓ąĮąĖą╣), ą┐ąŠčüą╗ąĄ 1.10 ąĖąĘą╝ąĄąĮąĄąĮąĖą╣ čü G92 ąĖ home - ąĮąĄą▓ąŠąĘą╝ąŠąČąĮąŠ ą┐čĆąĖąĮč鹥čĆąŠą╝ čāą┤ąŠą▒ąĮąŠ ą┐ąŠą╗čīąĘąŠą▓ą░čéčīčüčÅ ą▒ąĄąĘ ą║ąŠąĮčåąŠą▓ąĖą║ąŠą▓, čÅ ą┐čĆąĖą▓čŗą║ ą║ą░ą║ ą▓ linuxCNC force XYZ ą┤ąĄą╗ą░čéčī ą▓ ąĮčāąČąĮčŗčģ ą┐ąŠąĘąĖčåąĖčÅčģ ąĖ ąŠčéąĮąŠčüąĖčéą╗čīąĮąŠ ą╗čÄą▒ąŠą╣ č鹊čćą║ąĖ ąŠčéčüčćąĖčéčŗą▓ą░čéčī ą║ąŠąŠčĆą┤ąĖąĮą░čéčŗ ąĢčüčéčī čüčéą░čĆąŠąĄ ą▓ąĖą┤ąĄąŠ ą┐ąĄčĆą▓ąŠą╣ ą┐ąĄčćą░čéąĖ, čéą░ą╝ ąĮąĖč湥ą│ąŠ ąĮąĄ ąĮą░čüčéčĆąŠąĄąĮąŠ ą┐čĆąŠą▒ąĮą░čÅ ą┐ąĄčćą░čéčī ą▒čŗą╗ą░, ąĮąŠ 10% ą▒čŗą╗ąŠ čāčüą┐ąĄčłąĮąŠ ą┐ąŠą║ą░ ąĮąĄ ą┐čĆąŠčłą╗ąĖ ą╝ąĄą┤ą╗ąĄąĮąĮčŗąĄ čüą╗ąŠąĖ ąĖ ą┐čĆąĖąĮč鹥čĆ ąĮąĄ čüčéą░ą╗ ąŠčć ą▒čŗčüčéčĆąŠ ą┤ą▓ąĖą│ą░čéčīčüčÅ (čüą╗ąĄč鹥ą╗ąĖ čłą░ą│ąĖ + ąĘą░ą▒ąĖą╗čüčÅ extruder) ą┐ąŠčüą╗ąĄ ą║ą░ą╗ąĖą▒čĆąŠą▓ą║ąĖ ą┐čĆąŠą▒ą╗ąĄą╝čŗ čŹčéąĖ ą▒čŗą╗ąĖ čĆąĄčłąĄąĮčŗ, ąĄčüą╗ąĖ ą▒čāą┤ąĄčé ą▓čĆąĄą╝čÅ ą╝ą▒ čüąĮąĖą╝čā ąĮąŠčĆą╝ą░ą╗čīąĮąŠ ą▓ąĖą┤ąĄąŠ P.S.ą▓ąŠčé ą▓ąĖą┤ąĄąŠ ą┐ąĄčĆą▓ąŠą│ąŠ ą┐čāčüą║ą░ (ą┐ąŠą╗č鹊čĆčŗ ąĮąĄą┤ąĄą╗ąĖ ą║ą░ą║ č鹊ą╗čīą║ąŠ čüąŠą▒čĆą░ą╗). ąĪ 4:47 ąĮą░čćąĖąĮą░ąĄčé ą▒čŗčüčéčĆąŠ ą┐ąĄčćą░čéą░čéčī ąĖ ąĮą░ ą║ą░ą║ąŠą╝-č鹊 ą╝ąŠą╝ąĄąĮč鹥 ą▒čāą┤ąĄčé ą┐čĆąŠą┐čāčüą║ čłą░ą│ąŠą▓ ąĖ ą▓ ą║ąŠąĮčåąĄ ąĘą░ą▒čīąĄčé 菹║čüčéčĆčāą┤ąĄčĆ.
ą¤ąŠčüą╗ąĄą┤ąĮąĖą╣ čĆą░ąĘ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī lee ąÆčé ą╝ą░ą╣ 16, 2017 20:18:13, ą▓čüąĄą│ąŠ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī 1 čĆą░ąĘ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Scald
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░ą╣ 16, 2017 19:51:08 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ąŠą║čé 20, 2013 21:58:51
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 115
ą×čéą║čāą┤ą░: ąŻą║čĆą░茹Įą░, ą¤ąŠą╗čéą░ą▓ą░
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąÉą┤čüą║ą░čÅ ą╝ą░čłąĖąĮą░ ą¦ąĄą╝-č鹊 ą╝ąŠą╣ ą│čĆąŠą▒ ąĮą░ą┐ąŠą╝ąĖąĮą░ąĄčé, ą┐čĆą░ą▓ą┤ą░ ąŠąĮ čā ą╝ąĄąĮčÅ ąĖąĘ ąŠą▒čŗčćąĮąŠą│ąŠ ą┐čĆąŠčäąĖą╗čÅ. ąÆč鹊čĆąŠą╣ ą▓ čüąŠčüč鹊čÅąĮąĖąĖ ą▓čÅą╗ąŠč鹥ą║čāčēąĄą│ąŠ ą░ą┐ą│čĆąĄą╣ą┤ą░.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąæąĄą╗ą║
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░ą╣ 16, 2017 20:44:23 |
|
| ąØą░čłąĄą╗ čéčĆą░ąĮąĘąĖčüč鹊čĆ. ą¤ąŠąĮčÄčģą░ą╗. |
 |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 41
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ ąĮąŠčÅ 22, 2008 15:31:52
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 175
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąĀąŠą╗ąĖą║ąĖ čüą╝ąŠčéčĆčÄ ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čé? ąĪ ą┤ąĄą╗čĆąĖąĮąŠą▓čŗą╝ąĖ ąĮąĄ čüčĆą░ą▓ąĮąĖą▓ą░ą╗ąĖ ą┐ąŠ čłčāą╝čā?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░ą╣ 16, 2017 21:05:39 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąÆčüąĄ čĆčāą║ąĖ ąĮąĄ ą┤ąŠčģąŠą┤ąĖą╗ąĖ ąĮą░ą┐ąĖčüą░čéčī,  ąÆą┐ąŠą╗ąĮąĄ ąĮą░ čāčĆąŠą▓ąĮąĄ, ąĮąĄą╝ąĮąŠą│ąŠ ą┐ąŠą┤čłą░ą╝ą░ąĮąĖčéčī, ą╝ąŠč鹊čĆčŗ Z ą┐ąŠą▓ąĄčĆąĮčāčéčī, ąĖą╗ąĖ ą┐ąŠą┤ čĆą░ą╝čā čüą┐čĆčÅčéą░čéčī. FD ą┐ą╗ą░čüčé ą┤ą░ čĆą░ą▒ąŠčéą░ąĄčé ą▓ ąŠč湥ąĮčī čāąĘą║ąŠą╣ ą▓ąĖą╗ą║ąĄ č鹥ą╝ą┐ąĄčĆą░čéčāčĆ, ąĮąŠ ąĖ čåąĄąĮą░ ąĄą│ąŠ ą▓ą║čāčüąĮą░čÅ, ą╝ąŠąČąĮąŠ ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī čüąĮą░čćą░ą╗ą░ čü čłą░ą│ąŠą╝ ą▓ 5 ą│čĆą░ą┤čāčüąŠą▓ ą┐ąŠą┤ą▒ąĖčĆą░čéčī, ą░ ą┐ąŠč鹊ą╝ ą╝ąĄąČą┤čā ąĮąĖą╝ąĖ čāąČąĄ čü čłą░ą│ąŠą╝ ą▓ 1 ą│čĆ. ąóąŠ čćč鹊 čģąŠčé-菹Įą┤ ąĘą░ą▒ąĖą▓ą░ąĄčé ąĮąĄ ąĄčüčéčī čģąŠčĆąŠčłąŠ, ąĮą░ą┤ąŠ čüą╝ąŠčéčĆąĄčéčī ą┐ąŠč湥ą╝čā čéą░ą║, ą║ą░ą║ ą▓ą░čĆąĖą░ąĮčé ą╝ąŠąČąĄčé ą┐čĆąŠčüč鹊 ąĮąĄ čāčüą┐ąĄą▓ą░čéčī ą┐ą╗ą░ą▓ąĖčéčī, čģąŠčéčÅ čā čüąĄą▒čÅ ą▓čĆąĄą╝ąĄąĮą░ą╝ąĖ čäąĖą│ą░čćčā ąĮą░ 200 ą┐ąŠą╗ąĄčé ąĮąŠčĆą╝ą░ą╗čīąĮčŗą╣ ą░ čéą░ą║ čĆą░ą▒ąŠčćąĖąĄ čüą║ąŠčĆąŠčüčéąĖ ąŠčé 60 ą┤ąŠ 120, čé.ąĄ ą┤ą╗čÅ ą║ą░ąČą┤ąŠą╣ ą┤ąĄčéą░ą╗čīą║ąĖ čüą▓ąŠčÅ čüą║ąŠčĆąŠčüčéčī. ąĢčēąĄ ąĮą░ą┤ąŠ ą▒čŗ ą┤čĆą░ą╣ą▓ąĄčĆą░ ą┐ąŠčüą╝ąŠčéčĆąĄčéčī, čā ą╝ąĄąĮčÅ ą▒čŗą╗ ą┐čĆąĖą║ąŠą╗ ą║ąŠą│ą┤ą░ ą┤čĆą░ą╣ą▓ąĄčĆ ą┤ąŠčģ ą┐ąĄčĆąĄąŠą┤ąĖč湥čüą║ąĖ ąŠčéčüčéčĆąĄą╗ąĖą▓ą░ą╗ čłą░ą│ąŠą▓ąĖą║ ąĮą░ąĘą░ą┤.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
lee
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą╝ą░ą╣ 17, 2017 06:02:22 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 157
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ ąĮąŠčÅ 07, 2015 23:59:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 137
ą×čéą║čāą┤ą░: ąØąŠą▓ąŠčüąĖą▒ąĖčĆčüą║
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąĪ ą┤ąĄą╗čĆąĖąĮąŠą▓čŗą╝ąĖ ąĮąĄ čüčĆą░ą▓ąĮąĖą▓ą░ą╗ąĖ ą┐ąŠ čłčāą╝čā? ąŻ ą╝ąĄąĮčÅ ąĄčüčéčī č湥čĆąĮčŗąĄ, ąĮąŠ ąŠčé ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čéąĮčŗčģ čÅ čłčāą╝ą░ ąĮąĄ čüą╗čŗčłčā ą┐čĆąĖąĮč鹥čĆ ą┤ąŠą▓ąŠą╗čīąĮąŠ čéąĖčģąŠ čĆą░ą▒ąŠčéą░ąĄčé, ąŠčüąĮąŠą▓ąĮąŠą╣ čłčāą╝ ąŠčé čłą░ą│ąŠą▓ąĖą║ąŠą▓ > ąŠ čćč鹊 čģąŠčé-菹Įą┤ ąĘą░ą▒ąĖą▓ą░ąĄčé ąĮąĄ ąĄčüčéčī čģąŠčĆąŠčłąŠ, ąĮą░ą┤ąŠ čüą╝ąŠčéčĆąĄčéčī ą┐ąŠč湥ą╝čā čéą░ą║, ą║ą░ą║ ąöą░ čéą░ą╝ ą┐ąŠąĮčÅčéąĮąŠ ą┐ąŠč湥ą╝čā, čü čāą▓ą╗ąĄč湥ąĮąĖąĄą╝ čüą║ąŠčĆąŠčüčéąĖ čćč鹊ą▒čŗ ą┐ą╗ą░čüčéąĖą║ ą┤ą░ą▓ąĖą╗čüčÅ ąĮčāąČąĮąŠ ąĄą│ąŠ ą▒čŗčüčéčĆąĄąĄ ąĮą░ą│čĆąĄą▓ą░čéčī, čŹč鹊čé ą║ą░ą║ąŠą╣-č鹊 čéčāą│ąŠą┐ą╗ą░ą▓ą║ąĖą╣ čüąŠą▓čüąĄą╝, čā ą╝ąĄąĮčÅ ąĮąĄą▒ąŠą╗čīčłą░čÅ ą┐ąŠą╗ąŠčüčéčī ąĄčüčéčī ąĮą░ą┤ ąĄ3d ąĖ čéą░ą╝ ą┐ą╗ą░čüčéąĖą║ čüą║čĆčāčćąĖą▓ą░ąĄčéčüčÅ čüą┐ąĖčĆą░ą╗čīčÄ ąĖ ą┤ą░ą╗čīčłąĄ ąĮąĄ ąĖą┤ąĄčé, ąĮąŠ čŹč鹊 ą┐čĆąŠąĖčüčģąŠą┤ąĖčé č鹊ą╗čīą║ąŠ ąĮą░ ą▒čŗčüčéčĆąŠą╣ ą┐ąĄčćą░čéąĖ ąĖ ąĮą░ čüčéą░čĆąŠą╝ ą┐ą╗ą░čüčéąĖą║ąĄ ąĮąĖą║ąŠą│ą┤ą░ ąĮąĄ čüą╗čāčćą░ą╗ąŠčüčī. ą» ą▒čŗ čģąŠč鹥ą╗ ą┐ąŠčüą╝ąŠčéčĆąĄčéčī ąĮą░ ą▓ą░čłąĖ 200ą╝ą╝, ąĄčüą╗ąĖ ąĄčüčéčī ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą┤ą░ą╣č鹥 čüčüčŗą╗ą║čā ąĮą░ ą▓ąĖą┤ąĄąŠ, ąĮą░ čŹč鹊ą╝ ą▓ąĖą┤ąĄąŠ čü 4 47 čüą║ąŠčĆąŠčüčéčī ą▒čŗą╗ą░ ą▓čüąĄą│ąŠ 80 * 1.3 ąĖ čäčĆąĖ ą╝čāą▓ 170 ąĮąŠ ąĮą░čüčéčĆąŠąĄąĮčŗ čāčüą║ąŠčĆąĄąĮąĖčÅ, ąĮąĄą║ąŠč鹊čĆčŗąĄ čüčéą░ą▓čÅčé ą▓ čüą╗ą░ą╣čüąĄčĆąĄ 200-300 ąĮąŠ ą┐ąŠ čäą░ą║čéčā ą┐čĆąĖ ą┐ąĄčćą░čéąĖ ą┐čĆąĖąĮč鹥čĆ čü čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮčŗą╝ąĖ čāčüą║ąŠčĆąĄąĮąĖčÅą╝ąĖ čĆąĄą┤ą║ąŠ ą▒ąŠą╗čīčłąĄ 60-80 čĆą░ąĘą▓ąĖą▓ą░ąĄčé
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
SIM31
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą╝ą░ą╣ 17, 2017 12:10:09 |
|
| ąŁč鹊 ąĮąĄ čģą▓ąŠčüčé, čŹč鹊 ą░ąĮč鹥ąĮąĮą░ |
|
ąÜą░čĆą╝ą░: 17
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 12
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ą░ą┐čĆ 04, 2013 22:22:57
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1357
ą×čéą║čāą┤ą░: ąæąĄą╗ą│ąŠčĆąŠą┤, ąĀąż
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąöą░ čéą░ą╝ ą┐ąŠąĮčÅčéąĮąŠ ą┐ąŠč湥ą╝čā, čü čāą▓ą╗ąĄč湥ąĮąĖąĄą╝ čüą║ąŠčĆąŠčüčéąĖ čćč鹊ą▒čŗ ą┐ą╗ą░čüčéąĖą║ ą┤ą░ą▓ąĖą╗čüčÅ ąĮčāąČąĮąŠ ąĄą│ąŠ ą▒čŗčüčéčĆąĄąĄ ąĮą░ą│čĆąĄą▓ą░čéčī, čŹč鹊čé ą║ą░ą║ąŠą╣-č鹊 čéčāą│ąŠą┐ą╗ą░ą▓ą║ąĖą╣ čüąŠą▓čüąĄą╝ ą¤ąĄčćą░čéą░čÄ PLA čéą░ą╝ ą║ąĖčéą░ą╣čüą║ąĖą╝, ą┤ąŠčĆąŠą│ąĖą╝ ą┤ąŠčüčéą░č鹊čćąĮąŠ, ą║čāą┐ąĖą╗ ą┐ąĄčĆą▓čŗą╣ ą┐ąŠą┐ą░ą▓čłąĖą╣čüčÅ, ą┤ą░ąČąĄ ąŠą▒ąĘąŠčĆ ą┤ąĄą╗ą░ą╗ ą┐ąŠ ąĮąĄą╝čā https://mysku.ru/blog/aliexpress/51807.htmlą¤ąĄčćą░čéą░ąĄčé ąŠčé 210 ą┤ąŠ 260 ą│čĆą░ą┤čāčüąŠą▓ (ą▒ąŠą╗čīčłąĄ ą┐čĆąŠčüč鹊 ą┐čĆąŠčłąĖą▓ą║ą░ ąĮąĄ ą┤ą░ąĄčé ą┤ąĄą╗ą░čéčī), ą┤ąŠ čŹč鹊ą│ąŠ ą▒čŗą╗ ą┐ą╗ą░čüčéąĖą║ ą┐ąĄčćą░čéą░ą╗ ąĖ ąŠčé 200 ą┤ąŠ 260, čĆą░ąĘąĮąĖčåčŗ ąŠčüąŠą▒ąŠą╣ ąĮąĄčé. ąś ą╗ąĖą┐ąĮąĄčé ą║ ą│ąŠčĆčÅč湥ą╣ čĆą░ą▒ąŠč湥ą╣ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ ą▒ąĄąĘ ą▓čüčÅą║ąĖčģ ą║ą╗ąĄąĄą▓, ą┐čĆąĖ ąŠčģą╗ą░ąČą┤ąĄąĮąĖąĖ čüč鹊ą╗ą░ čüą░ą╝ ąŠčéčüą║ą░ą║ąĖą▓ą░ąĄčé. ąóą░ą╝ ą▓ ą║ąŠą╝ą╝ąĄąĮčéą░čĆąĖčÅčģ ą║ą░ą║-čĆą░ąĘ čüčüčŗą╗ą║ą░ ąĄčüčéčī ąĮą░ ą▒ąŠą╗ąĄąĄ ą┤ąĄčłąĄą▓čŗąĄ ą┐ą╗ą░čüčéąĖą║ąĖ, ąĮą░ą┤ąŠ ąĖčģ ąĖ ąĘą░ą║ą░ąĘą░čéčī.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
lee
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą╝ą░ą╣ 17, 2017 14:23:34 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 2
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 157
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪą▒ ąĮąŠčÅ 07, 2015 23:59:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 137
ą×čéą║čāą┤ą░: ąØąŠą▓ąŠčüąĖą▒ąĖčĆčüą║
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
čā ą╝ąĄąĮčÅ č鹊ąČąĄ ą║ą│ č湥čĆąĮąŠą│ąŠ PLA ą╗ąĄąČąĖčé ą║ąĖčéą░ą╣čüą║ąŠą│ąŠ čģąŠčĆąŠčłąĄą│ąŠ, čÅ ąĮąĄ ąŠčć. PLA ą╗čÄą▒ą╗čÄ ąĖąĘ ąĘą░ ąĄą│ąŠ ąĮąĖąĘą║ąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčŗ ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ąĖ ą┐ąŠą┤ą▓ąĄčƹȹĄąĮąĮąŠčüčéąĖ čĆą░ąĘčĆčāčłąĄąĮąĖčÄ ą▓ ąĄčüč鹥čüčéą▓ąĄąĮąĮąŠą╣ čüčĆąĄą┤ąĄ. ąĘą░ą┐čćą░čüčéąĖ ą┐čĆąĖąĮč鹥čĆą░ (čĆą░ąĘą▓ąĄ čćč鹊 ą║čĆąŠą╝ąĄ ą┐ąŠą┤čłąĖą┐ąĮąĖą║ąŠą▓) ą┐ąĄčćą░čéą░čéčī ąĮą░ ąĮąĄą╝ ąĮąĄ ą▒čāą┤čā. ąÉ č鹊 ą▓ ą╝ą░čłąĖąĮąĄ ą▓ čüąŠą╗ąĮąĄčćąĮčŗą╣ ą┤ąĄąĮčī ą┐ąŠą┐ą╗čŗą▓ąĄčé. PLA ąČąĄčüčéč湥, ą▒ąĖąŠą╗ąŠą│ąĖč湥čüą║ąĖ ąĮąĄą╣čéčĆą░ą╗ąĄąĮ, ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé čüą║ąŠą╗čīąČąĄąĮąĖčÅ ą╗čāčćčłąĄ, ąĮąŠ ABS ą▒ąŠą╗čīčłąĄ ąĮčĆą░ą▓ąĖčéčüčÅ (ą║ąĖčüą╗ąŠčéąĮąŠ-čēąĄą╗ąŠčćąĮąŠ čüč鹊ą╣ą║ąĖą╣) ąØą░ PLA ąĖ čā ą╝ąĄąĮčÅ ąĮąĖčéą║ąĖ čĆąŠą▓ąĮčŗąĄ ąĖ ą┐ąĄčćą░čéą░ąĄčé ąĮąŠčĆą╝ą░ą╗čīąĮąŠ. ąóąŠą╗čīą║ąŠ čü ą░ą┤ą│ąĄąĘąĖąĄą╣ ą┐ąŠ ąĮąĄą╝čā ąĮąĄ ą▓čüąĄ čéą░ą║ ąŠą┤ąĮąŠąĘąĮą░čćąĮąŠ. ąÉ ABS ą║ąĖčéą░ą╣čüą║ąĖą╣ čĆąŠą┤ąĮąŠą╣ čü ą┐čĆąĖąĮč鹥čĆąŠą╝ ą▒čŗą╗ ąŠčć. čģąŠčĆąŠčłąĄą│ąŠ ą║ą░č湥čüčéą▓ą░, čéą░ą╝ ą▓čüąĄ ąĮąĖčéą║ąĖ ą║ ąĮąĖčéą║ąĄ, ąŠą┤ąĮąŠą│ąŠ čĆą░ąĘą╝ąĄčĆą░ ą┐ąŠą╗čāčćą░čÄčéčüčÅ, ąŻ FDplast'ąŠą▓čüą║ąŠą│ąŠ ąČąĄ ąĮąĄčĆą░ą▓ąĮąŠą╝ąĄčĆąĮčŗąĄ ąŠąĮąĖ, ąĄčüą╗ąĖ čüąĮąĖąĘąĖčéčī čüą║ąŠčĆąŠčüčéčī č鹊 ąĄčēąĄ ą▒ąŠą╗ąĄąĄ ą╝ąĄąĮąĄąĄ ą░ ą▒čŗčüčéčĆąĄąĄ ąĮą░ą┤ąŠ ą┤ąĖąĮą░ą╝ąĖč湥čüą║ąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčā ą╝ąĄąĮčÅčéčī. ą×čüąŠą▒ąĄąĮąĮąŠ čŹč鹊 ąĮą░čćąĖąĮą░ąĄčé ą┐čĆąŠčÅą▓ą╗čÅčéčīčüčÅ ąĮą░ ąĖąĘą╝ąĄąĮąĄąĮąĖąĖ čüą║ąŠčĆąŠčüčéąĖ (ąĮą░ą┐čĆąĖą╝ąĄčĆ ą┐ąĄčćą░čéčī ą┐ąĄčĆąĖą╝ąĄčéčĆą░ ąĖ ąĘą░ą╗ąĖą▓ą║ąĖ) ą» čüąĄą▒ąĄ ą║čāą┐ąĖą╗ SBS HIPS PLA čü FDplast, ą┤ąŠą╝ą░ ąĄčēąĄ 2 ą║ą░čéčāčłą║ąĖ ABS'ą░ FDplast ą┤čĆčāą│ąĖčģ čåą▓ąĄč鹊ą▓ ą╗ąĄąČąĖčé. ą║ą░ą║ ąĘą░ą║ąŠąĮčćčā ą╝ąĄčģą░ąĮąĖą║čā ąĖ ą▒čāą┤ąĄčé ą▓čĆąĄą╝čÅ ą▒čāą┤čā ą┐ą╗ąŠčéąĮąŠ ąĘą░ąĮąĖą╝ą░čéčīčüčÅ ą║ą░ą╗ąĖą▒čĆąŠą▓ą║ąŠą╣ čŹč鹊ą│ąŠ ą┐ą╗ą░čüčéąĖą║ą░, ąĄčüą╗ąĖ ąĮąĄ ą┐ąŠą╗čāčćąĖčéčüčÅ ąĮąŠčĆą╝ą░ą╗čīąĮčŗčģ čĆąĄąĘčāą╗čīčéą░č鹊ą▓ ąĘą░ą║ą░ąČčā ąĮąŠčĆą╝ą░ą╗čīąĮčŗą╣ ABS, ąĮąŠ ą┤ą░ąČąĄ čüąĄą╣čćą░čü ą┐čĆąŠčüč鹊 ąĘą░ą┐čćą░čüčéąĖ ą┐ąĄčćą░čéą░čéčī ą▓čŗčģąŠą┤ąĖčé ąĮąŠčĆą╝ą░ą╗čīąĮąŠ ąŠąĮąĖ ą┐ąŠą╗čāčćą░čÄčéčüčÅ ą╝ąĄąČą┤čā low & medium http://tcadsolutions.com/Images/PrintQSideW.jpgą┤ą╗čÅ ąĮąŠčĆą╝ą░ą╗čīąĮąŠą│ąŠ ą┐ą╗ą░čüčéąĖą║ą░ ą╝ąĄąČą┤čā high & medium - čéą░ą╝ ą┐čĆąŠčÅą▓ą╗čÅčÄčéčüčÅ ą┐čĆąŠą▒ą╗ąĄą╝čŗ ąĖąĘą│ąĖą▒ąŠą▓ ą▒ąĄą╗čŗčģ ą┐ą╗ą░čüčéąĖąĮ ąŠčć. ąĮąĄąĘąĮą░čćąĖč鹥ą╗čīąĮčŗąĄ, ąĮą░ ą┐ąŠčĆčÅą┤ąŠą║ ą╗čāčćčłąĄ č湥ą╝ ąĮą░ ą┐čĆčāčüąĄ, ą┐ąŠčüą╗ąĄ č鹊ą│ąŠ ą║ą░ą║ ą┐ąŠčćčéą░ ą┐ą╗ą░čüčéąĖąĮčŗ ą┐čĆąĖą▓ąĄąĘąĄčé ą┐ąŠą╝ąĄąĮčÅčÄ ąĖ ą▒čāą┤čā ą║ą░ą╗ąĖą▒čĆąŠą▓ą░čéčī. ąĢčēąĄ čĆąĄą╝ąĮąĖ ąĮą░ą┤ąŠ ą▒čāą┤ąĄčé ą┐čĆąŠą▓ąĄčĆąĖčéčī
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
PHPScript
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░ą╣ 19, 2017 20:54:54 |
|
| ąØą░čłąĄą╗ čéčĆą░ąĮąĘąĖčüč鹊čĆ. ą¤ąŠąĮčÄčģą░ą╗. |
ąÜą░čĆą╝ą░: 6
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 11
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ čÅąĮą▓ 19, 2015 07:39:03
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 156
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ą¤ąŠą┤čüą║ą░ąČąĖč鹥 ą┐ąŠ čéą░ą║ąŠą╝čā ą▓ąŠą┐čĆąŠčüčā. ąĢčüčéčī 3D ą┐čĆąĖąĮč鹥čĆ, čģąŠčćčā ą┐čĆąĖą║čĆčāčéąĖčéčī ą║ ąĮąĄą╝čā ą╗ą░ąĘąĄčĆ.
ąś ąĮąĄ ą╝ąŠą│čā ąĮą░ą╣čéąĖ ą┐čĆąŠą│čĆą░ą╝ą╝čā ą║ąŠč鹊čĆą░čÅ ąĖąĘ ą║ą░čĆčéąĖąĮą║ąĖ ąĮą░čĆąĄąČąĄčé g-code. ąŚąĮą░ąĄč鹥 čüąŠčäčé čü ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčīčÄ čāą║ą░ąĘą░čéčī ą║ą░č湥čüčéą▓ąŠ ąĖ čüą║ąŠčĆąŠčüčéčī?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
arkhnchul
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░ą╣ 19, 2017 21:34:51 |
|
ąÜą░čĆą╝ą░: 38
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 618
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą┐čĆ 06, 2015 11:01:53
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3092
ą×čéą║čāą┤ą░: ą╝ąŠčüą║ą▓ą░, čāčäą░
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąĘą░ą▓ąĖčüąĖčé ąŠčé č鹊ą│ąŠ, čćč鹊 ą┐ąŠąĮąĖą╝ą░ąĄčéčüčÅ ą┐ąŠą┤ ą║ą░čĆčéąĖąĮą║ąŠą╣. ą×ą┤ąĮąŠ ą┤ąĄą╗ąŠ, ąĄčüą╗ąĖ čŹč鹊 ąĮąĄą║ąĖą╣ čĆą░čüčéčĆ. ą» ą┐ąŠą╗čīąĘčāčÄčüčī čĆą░čüčłąĖčĆąĄąĮąĖąĄą╝ ą┤ą╗čÅ inkscape https://github.com/305engineering/Inkscape, č鹊čćąĮąĄąĄ ąĄą│ąŠ ą┐ąŠą┤čłą░ą╝ą░ąĮąĄąĮąĮąŠą╣ ą▓ąĄčĆčüąĖąĄą╣ ą▓ ąĮąĄą║ąĖą╝ąĖ ąĘą░čćą░č鹊čćąĮčŗą╝ąĖ ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčÅą╝ąĖ ą┐ąŠčüčéą┐čĆąŠčåąĄčüčüąŠčĆą░ https://github.com/arkhnchul/Inkscape . ąĢčüčéčī ą┤ąŠą▓ąŠą╗čīąĮąŠ ą╗čÄą▒ąŠą┐čŗčéąĮą░čÅ ą┐čĆąŠą│čĆą░ą╝ą╝čāą╗ąĖąĮą░ http://www.cnc-club.ru/forum/viewtopic.php?f=16&t=12096 . ą¤čĆąŠą▒ąŠą▓ą░ą╗ ąĄčēąĄ ą┐ą░čĆąŠčćą║čā, čāąČąĄ ąĖ ąĮąĄ ą▓čüą┐ąŠą╝ąĮąĖčéčī. ąĄčüą╗ąĖ ą▓ąĄą║č鹊čĆ čü ą┐čĆąŠčģąŠą┤ąŠą╝ ą┐ąŠ ą║ąŠąĮčéčāčĆą░ą╝ - ą▓čüąĄ ą▓ąĄčüčīą╝ą░ ą▓ąĄčüąĄą╗ąĄąĄ, čüąŠą╣ą┤ąĄčé ą╗čÄą▒ąŠą╣ ą▓ą╝ąĄąĮčÅąĄą╝čŗą╣ CAM. ąÆ čüąĖą╗čā ą┐čĆąĖą▓čŗčćą║ąĖ ąĖ čüčāą▒čŖąĄą║čéąĖą▓ąĮąŠą│ąŠ čāą┤ąŠą▒čüčéą▓ą░ ąĖčüą┐ąŠą╗čīąĘčāčÄ Vectric Aspire
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
SIM31
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░ą╣ 19, 2017 21:43:06 |
|
| ąŁč鹊 ąĮąĄ čģą▓ąŠčüčé, čŹč鹊 ą░ąĮč鹥ąĮąĮą░ |
|
ąÜą░čĆą╝ą░: 17
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 12
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ą░ą┐čĆ 04, 2013 22:22:57
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1357
ą×čéą║čāą┤ą░: ąæąĄą╗ą│ąŠčĆąŠą┤, ąĀąż
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąÉ čüčéą░ąĮą┤ą░čĆčéąĮčŗą╣ čüą╗ą░ą╣čüąĄčĆ ąĮąĄ čüą┐čĆą░ą▓ąĖčéčüčÅ? ąØą░ą┐čĆąĖą╝ąĄčĆ Cura čāą╝ąĄąĄčé ąĖąĘ ą║ą░čĆčéąĖąĮą║ąĖ čü ą║ą░čĆč鹊ą╣ ą▓čŗčüąŠčé ą┤ąĄą╗ą░čéčī 3D ą╝ąŠą┤ąĄą╗čī. ąŻą║ą░ąĘčŗą▓ą░ąĄą╝ ą┐ąĄčćą░čéčī ą▓ 1 čüą╗ąŠą╣ ąĖ ą▓čüčæ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
PHPScript
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░ą╣ 19, 2017 21:44:07 |
|
| ąØą░čłąĄą╗ čéčĆą░ąĮąĘąĖčüč鹊čĆ. ą¤ąŠąĮčÄčģą░ą╗. |
ąÜą░čĆą╝ą░: 6
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 11
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ čÅąĮą▓ 19, 2015 07:39:03
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 156
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąśą┤ąĄčÅ ą▓ č鹊ą╝, čćč鹊ą▒čŗ ąĘą░čüą▓ąĄčćąĖą▓ą░čéčī č乊č鹊čĆąĄąĘąĖčüčé čü ą┐ąŠą╝ąŠčēčīčÄ ąŻąż ą╗ą░ąĘąĄčĆą░. ąÆąŠčé ą║ą░ą║ ąĮą░ ą▓ąĖą┤ąĄąŠ: https://www.youtube.com/watch?v=zVyE-W_ZvXkčé.ąĄ. ą┐ąŠą┤ą░ąĄčéčüčÅ čĆą░čüčéčĆąŠą▓ą░čÅ ą║ą░čĆčéąĖąĮą║ą░ Cura ąĮąĄ čāą╝ąĄąĄčé ą▓ą║ą╗čÄčćą░čéčī ą╗ą░ąĘąĄčĆ
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
arkhnchul
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąĪąŠąĘą┤ą░ąĮąĖąĄ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą╝ą░ą╣ 19, 2017 22:04:01 |
|
ąÜą░čĆą╝ą░: 38
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 618
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą┐čĆ 06, 2015 11:01:53
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3092
ą×čéą║čāą┤ą░: ą╝ąŠčüą║ą▓ą░, čāčäą░
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąĮąĖ ąŠą┤ąĖąĮ CAM ąĮąĄ čāą╝ąĄąĄčé "ą▓ą║ą╗čÄčćą░čéčī ą╗ą░ąĘąĄčĆ") čĆą░ą▓ąĮąŠ ą║ą░ą║ ąĖ ą▓čüąĄą│ąŠ ąŠčüčéą░ą╗čīąĮąŠą│ąŠ. ąĪąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĄ ą▓čŗą▓ąŠą┤ąĖą╝ąŠą│ąŠ ą║ąŠą┤ą░ ą║ąŠą╝ą░ąĮą┤ą░ą╝, ą║ą░ą║ąŠą▓čŗąĄ ą┐ąŠąĮąĖą╝ą░ąĄčé ą║ąŠąĮą║čĆąĄčéąĮčŗą╣ čüčéą░ąĮąŠą║ - ą▓ ąŠą▒čēąĄą╝ čüą╗čāčćą░ąĄ ąĘą░ą▒ąŠčéą░ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗čÅ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
|
ąĪčéčĆą░ąĮąĖčåą░ 158 ąĖąĘ 174
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3480 ] |
... , , , , , , ... |
ąÜč鹊 čüąĄą╣čćą░čü ąĮą░ č乊čĆčāą╝ąĄ |
ąĪąĄą╣čćą░čü čŹč鹊čé č乊čĆčāą╝ ą┐čĆąŠčüą╝ą░čéčĆąĖą▓ą░čÄčé: AntonHT, maliiv, valdik1976 ąĖ ą│ąŠčüčéąĖ: 48 |
|
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąĮą░čćąĖąĮą░čéčī č鹥ą╝čŗ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąŠčéą▓ąĄčćą░čéčī ąĮą░ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░čéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čāą┤ą░ą╗čÅčéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ą┤ąŠą▒ą░ą▓ą╗čÅčéčī ą▓ą╗ąŠąČąĄąĮąĖčÅ
|

|
|












{kind=link}
