|
ążąŠčĆčāą╝ ąĀą░ą┤ąĖąŠąÜąŠčé • ą¤čĆąŠčüą╝ąŠčéčĆ č鹥ą╝čŗ - ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░
ąĪąŠąŠą▒čēąĄąĮąĖčÅ ą▒ąĄąĘ ąŠčéą▓ąĄč鹊ą▓ | ąÉą║čéąĖą▓ąĮčŗąĄ č鹥ą╝čŗ
 
|
ąĪčéčĆą░ąĮąĖčåą░ 14 ąĖąĘ 24
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 462 ] |
... , , , , , , ... |
| ąÉą▓č鹊čĆ |
ąĪąŠąŠą▒čēąĄąĮąĖąĄ |
boka1733

|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░  ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 08:19:26 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
 |
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 3
|
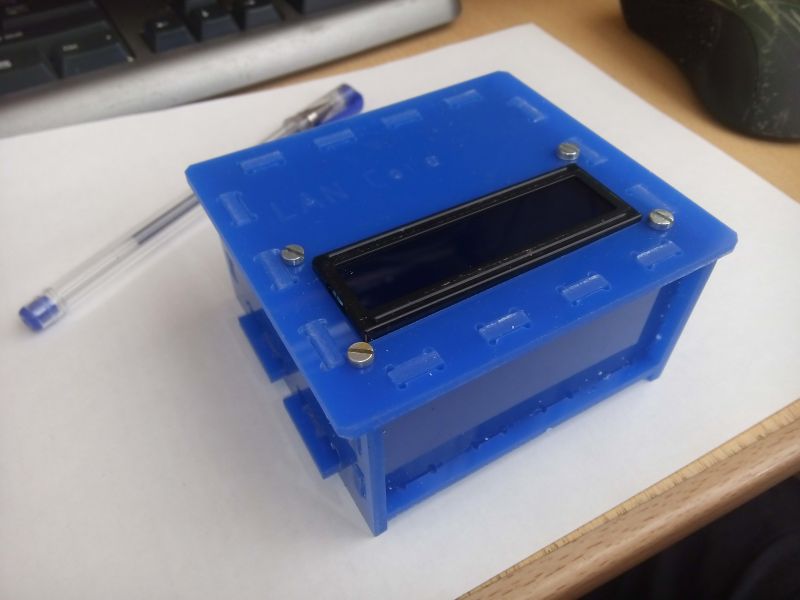
mr_kot ą┐ąĖčüą░ą╗(ą░): ąÜą░ą║ąŠą╣ ą┐ą╗ą░čüčéąĖą║, čäčĆąĄąĘą░, čĆąĄąČąĖą╝čŗ čĆąĄąĘą║ąĖ? ą» čćč鹊-č鹊 ąĮąĖą║ą░ą║ čü ą┐ą╗ąĄą║čüąŠą╝ ąĮąĄ ą╝ąŠą│čā ąĮą░ą╣čéąĖ ąŠą▒čēąĖą╣ čÅąĘčŗą║  ą¤ąŠ ąŠčĆą│čüč鹥ą║ą╗čā čā ą╝ąĄąĮčÅ ą┐ąŠą╗čāčćąĖą╗ąŠčüčī ąĮąŠčĆą╝ą░ą╗čīąĮąŠ čĆąĄąĘą░čéčī ą┐čĆčÅą╝ąŠą╣ čäčĆąĄąĘąŠą╣, ąĮąĄ čüą┐ąĄčłą░.... ąØą░ ą╝ąŠąĄą╣ č乊čéą║ąĄ ą║čĆą░čüąĮąĄąĮčīą║ąĖą╣ - ą┐ą╗ą░čüčéąĖą║ 3ą╝ą╝. ąĀą░ąĘąČąĖą╗čüčÅ čā ąĘąĮą░ą║ąŠą╝čŗčģ čĆąĄą║ą╗ą░ą╝čēąĖą║ąŠą▓, čćč鹊 čĆąĄąČčāčé ą▒čāą║ą▓čŗ ą▓ čĆąŠčüčé č湥ą╗ąŠą▓ąĄą║ą░. ąŻ ąĮąĖčģ ąŠčéčģąŠą┤čŗ, ą░ ą╝ąĮąĄ "ą┤ąŠčüč鹊čÅąĮąĖąĄ"  . ąŁč鹊čé ą┐ą╗ą░čüčéąĖą║ ą▒čŗą▓ą░ąĄčé ą╗ąĖč鹊ą╣, ą░ ą▒čŗą▓ą░ąĄčé 菹║čüčéčĆčāą┤ąĖčĆąŠą▓ą░ąĮąĮčŗą╣. ąóą░ą║ ą▓ąŠčé - 菹║čüčéčĆčāą┤ąĖčĆąŠą▓ą░ąĮąĮčŗą╣, ą┐ąŠą╗ąĮąŠąĄ ąō... ą┤ą╗čÅ čĆąĄąĘą║ąĖ čäčĆąĄąĘąŠą╣. ą¤ą╗ą░ą▓ąĖčéčüčÅ, ąĮą░ą╝ą░čéčŗą▓ą░ąĄčé čüčéčĆčāąČą║čā ąĮą░ čäčĆąĄąĘčā ąĖ ą┐ą╗ą░ą▓ąĖčé ąĄą╣ ą║čĆą░čÅ čĆąĄąĘą░.... ą» ąĮąĄ čüą╝ąŠą│ čü ąĮąĖą╝ čĆą░ą▒ąŠčéą░čéčī.ą×ąĮ ą│ąŠą┤ąĖčéčüčÅ č鹊ą╗čīą║ąŠ ą┤ą╗čÅ čĆą░čüą║čĆąŠčÅ ą╗ą░ąĘąĄčĆąŠą╝ ą▒ąŠą╗čīčłąĖčģ ą┤ąĄčéą░ą╗ąĄą╣ - ą▓ąŠčé čéą░ą╝ ą║čĆą░ą╣ čĆąĄąĘą░ ąŠą┐ą╗ą░ą▓ą╗čÅąĄčéčüčÅ ąĖ ą▓čŗą│ą╗čÅą┤ąĖčé ąŠč湥ąĮčī čģąŠčĆąŠčłąŠ, ą░ čäčĆąĄąĘąŠą╣ - ą║ąŠčłą╝ą░čĆ. ąÉ čŹč鹊čé ą║čĆą░čüąĮčŗą╣ - ą╗ąĖč鹊ą╣ (ą▒čŗą▓ą░ąĄčé ą▓čüąĄčģ čåą▓ąĄč鹊ą▓) - ą┐ąĄčüąóąĮčÅ! ąĀąĄąĘ ąĮą░ 15000 ąŠą▒. 600 ą╝ą╝ ą┐ąŠą┤ą░čćą░, 2-3 ą╝ą╝ ąĘą░ ą┐čĆąŠčģąŠą┤ čäčĆąĄąĘąŠą╣ 3,175 ą┤ą▓čāčģąĘą░čģąŠą┤ąĮąŠą╣. ąøčÄą▒čŗąĄ ą▓čŗą║čĆčāčéą░čüčŗ. ąØą░ą┐čĆąĖą╝ąĄčĆ, čéą░ą║ą░čÅ ą┐ąŠą┤čüčéą░ą▓ą║ą░ ą┤ą╗čÅ ą║ą░ą┐čüčāą╗ ą║ąŠč乥ą▓ą░čĆą║ąĖ  ąĖą╗ąĖ čéą░ą║ąŠą╣ ą║ąŠčĆą┐čāčü, ą▒ąĄąĘ ą║ą╗ąĄčÅ čüąŠą▒čĆą░ąĮ (ą╝ąŠčÅ ą┐čĆąŠą│čĆą░ą╝ą╝ą░ čüąŠąĘą┤ą░ąĮąĖčÅ č湥čĆč鹥ąČą░ ą║ąŠčĆą┐čāčüą░ ą╗ąĄąČąĖčé ą▓ čüąŠčüąĄą┤ąĮąĄą╣ ą▓ąĄčéą║ąĄ č乊čĆčāą╝ą░) 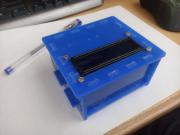
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
 |
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Jeri
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 08:42:11 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 6
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 84
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ čüąĄąĮ 09, 2015 09:39:12
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 324
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
boka1733 ą┐ąĖčüą░ą╗(ą░): ąóą░ą║ ą▓ąŠčé - 菹║čüčéčĆčāą┤ąĖčĆąŠą▓ą░ąĮąĮčŗą╣, ą┐ąŠą╗ąĮąŠąĄ ąō... ą┤ą╗čÅ čĆąĄąĘą║ąĖ čäčĆąĄąĘąŠą╣. ą¤ą╗ą░ą▓ąĖčéčüčÅ, ąĮą░ą╝ą░čéčŗą▓ą░ąĄčé čüčéčĆčāąČą║čā ąĮą░ čäčĆąĄąĘčā ąĖ ą┐ą╗ą░ą▓ąĖčé ąĄą╣ ą║čĆą░čÅ čĆąĄąĘą░.... ą» ąĮąĄ čüą╝ąŠą│ čü ąĮąĖą╝ čĆą░ą▒ąŠčéą░čéčī.ą×ąĮ ą│ąŠą┤ąĖčéčüčÅ č鹊ą╗čīą║ąŠ ą┤ą╗čÅ čĆą░čüą║čĆąŠčÅ ą╗ą░ąĘąĄčĆąŠą╝ ą▒ąŠą╗čīčłąĖčģ ą┤ąĄčéą░ą╗ąĄą╣ - ą▓ąŠčé čéą░ą╝ ą║čĆą░ą╣ čĆąĄąĘą░ ąŠą┐ą╗ą░ą▓ą╗čÅąĄčéčüčÅ ąĖ ą▓čŗą│ą╗čÅą┤ąĖčé ąŠč湥ąĮčī čģąŠčĆąŠčłąŠ, ą░ čäčĆąĄąĘąŠą╣ - ą║ąŠčłą╝ą░čĆ.
čĆą░ąĘ ą┐ą╗ą░ą▓ąĖčéčüčÅ, ąĘąĮą░čćąĖčé čäčĆąĄąĘą░ ąĮąĄą┤ąŠčüčéą░č鹊čćąĮąŠ ąŠčüčéčĆą░čÅ čćč鹊 ą▓čŗąĘčŗą▓ą░ąĄčé ą┐ąŠą▓čŗčłąĄąĮąĮąŠąĄ čéčĆąĄąĮąĖąĄ (čäčĆąĄąĘą░ ą┤ąŠą╗ąČąĮą░ ą▒čŗčéčī ąŠčüčéčĆą░čÅ ą▒čāą║ą▓ą░ą╗čīąĮąŠ ą║ą░ą║ ą▒čĆąĖčéą▓ą░) , čéą░ą║ ąČąĄ ą▓ą░ąČąĮąŠ čüą▓ąŠąĄą▓čĆąĄą╝ąĄąĮąĮąŠ čāą┤ą░ą╗čÅčéčī čüčéčĆčāąČą║čā ąĖąĘ ąĘąŠąĮčŗ čĆąĄąĘą░, ą┐ąŠą┐čĆąŠą▒čāą╣č鹥 čäčĆąĄąĘčŗ čāą║ą░ąĘą░ąĮąĮčŗąĄ ą╝ąĮąŠčÄ ą▓čŗčłąĄ, ąĮąĖč湥ą│ąŠ ąĮąĄ ą┐ą╗ą░ą▓ąĖčéčüčÅ ąĖ ąĮąĄ ąĮą░ą╝ą░čéčŗą▓ą░ąĄčé. ąĮčā ąĖ ą│ą╗ą░ą▓ąĮąŠąĄ ą┐čĆą░ą▓ąĖą╗ąŠ, čäčĆąĄąĘą░ą╝ąĖ ą┤ą╗čÅ ą┐ą╗ą░čüčéąĖą║ą░ čĆąĄąČąĄą╝ ąĖčüą║ą╗čÄčćąĖč鹥ą╗čīąĮąŠ ą┐ą╗ą░čüčéąĖą║, ą┐ąŠčüą╗ąĄ ą┤ąĄčĆąĄą▓čÅčłąĄą║ čĆąĄąČčāčēą░čÅ ą║čĆąŠą╝ą║ą░ "čüą░ą┤ąĖčéčüčÅ".
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 09:09:15 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
axillent ą┐ąĖčüą░ą╗(ą░): ąśą┤ąĄčÅ ą║ąŠą╝ą▒ąĖąĮąĖčĆąŠą▓ą░čéčī čĆąĄąĘą║čā čü ą┐ąĄčćą░čéčīčÄ ą▓ąĄčüčīą╝ą░ čģąŠčĆąŠčłą░. ...
ąØąŠ ą▓ąŠčé ą║ą░ą║ ą┐čĆąĖ čéą░ą║ąŠą╝ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĖ čü菹║ąŠąĮąŠą╝ąĖčéčī ą▓čĆąĄą╝čÅ - čāą╝ą░ ąĮąĄ ą┐čĆąĖą╗ąŠąČčā
ą¤ąĄčćą░čéčī ąĘą░ą┐čāčüčéąĖą╗ ąĖ ą┐ąŠčłąĄą╗ ą┤ąĄą╗ą░ą╝ąĖ ąĘą░ąĮąĖą╝ą░čéčīčüčÅ, ą┐čĆąŠčłąĖą▓ą║čā ą┐ąĖčüą░čéčī ąĮą░ą┐čĆąĖą╝ąĄčĆ
ąĪ ą¦ą¤ąŻ čéą░ą║ ąĮąĄ ą┐ąŠą╗čāčćąĖčéčüčÅ ą×ą┤ąĮąŠ ąĖąĘ "ą▓ąĄą╗ąĖą║ąĖčģ" ąĘą░ą▒ą╗čāąČą┤ąĄąĮąĖą╣ č鹥čģ, ą║č鹊 ą╝ąĄčćčéą░ąĄčé ą║čāą┐ąĖčéčī ąĖą╗ąĖ čüą┤ąĄą╗ą░čéčī 3ąö ą┐čĆąĖąĮč鹥čĆ (ąĖą╗ąĖ čäčĆąĄąĘąĄčĆ) čüąŠčüč鹊ąĖčé ą▓ č鹊ą╝, čćč鹊 čüčéą░ąĮąŠą║ (ą┐čĆąĖąĮč鹥čĆ) ą┤ąĄą╗ą░ąĄčé ą▓čüąĄ čüą░ą╝ ą£ąŠą╗, ąĘą░ą┐čāčüčéąĖą╗... ąĖ ą▓ ą║ąŠąĮčåąĄ ą│ąŠč鹊ą▓ąŠąĄ ąĖąĘą┤ąĄą╗ąĖąĄ ą┐ąŠą╗čāčćąĖą╗. ąĪą░ą╝ čéą░ą║ ą┤čāą╝ą░ą╗, ą┐ąŠą║ą░ ąĮąĄ "čĆą░čüą║čāčüąĖą╗" čŹč鹊čé čģąĖčéčĆčŗą╣ čģąŠą┤ ą╝ą░čĆą║ąĄč鹊ą╗ąŠą│ąŠą▓.... ą¤ąĄčćą░čéčī ąĮą░ ą┐čĆąĖąĮč鹥čĆąĄ (ąĖą╗ąĖ čĆąĄąĘą║ą░ ąĮą░ čäčĆąĄąĘąĄčĆąĄ) - čŹč鹊 10-20 % ąŠčé ą▓čüąĄą╣ čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ č鹊ą│ąŠ-ąČąĄ ą║ąŠčĆą┐čāčüą░. ąĢčēčæ ą┐čĆąŠčåąĄąĮč鹊ą▓ 10 ąĖą┤ąĄčé ąĮą░ "ą┐ąŠčüčé ąŠą▒čĆą░ą▒ąŠčéą║čā" - ą┐ąŠą┤ą│ąŠąĮą║čā (ą┐ąĄčĆąĄą┤ąĄą╗ą║čā), čüą▒ąŠčĆą║čā ą│ąŠč鹊ą▓čŗčģ ą┤ąĄčéą░ą╗ąĄą╣, ą▓ąĄą┤čī čŹč鹊 ąĮąĄ čüąĄčĆąĖą╣ąĮąŠąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠ, ą░ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą┐ąĄčĆą▓ąŠą╣ (čćą░čüč鹊 ąĄą┤ąĖąĮčüčéą▓ąĄąĮąĮąŠą╣) ą▓ąĄčĆčüąĖąĖ. ąóą░ą║ ą▓ąŠčé, ąĄčüą╗ąĖ čŹčéąĖ 20% ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ (ą┐čĆąŠčåąĄčüčü ą┐ąĄčćą░čéąĖ) ąĘą░ąĮąĖą╝ą░ąĄčé ąĮąĄčüą║ąŠą╗čīą║ąŠ čćą░čüąŠą▓.... čŹč鹊 ąĮąĄčāą┤ąŠą▒ąĮąŠ. ąĪą║ąŠą╗čīą║ąŠ ą▓čĆąĄą╝ąĄąĮąĖ 3ą┤ ą┐čĆąĖąĮč鹥čĆ ą▒čāą┤ąĄčé "ąĮą░ą╝ą░ąĘčŗą▓ą░čéčī" ą║ąŠčĆą┐čāčü ą▓ ą▓ąĖą┤ąĄ ą║čāą▒ą░ 100čģ100čģ100 ą╝ą╝ ąĖ č鹊ą╗čēąĖąĮą░ čüč鹥ąĮą║ąĖ 3 ą╝ą╝ ? ąöčāą╝ą░čÄ, čćą░čüą░ čéčĆąĖ-č湥čéčŗčĆąĄ, ą░ ą╝ąŠąČąĄčé ąĖ ą▒ąŠą╗čīčłąĄ. ąæčĆąŠčüą░čéčī čĆą░ą▒ąŠčéą░čÄčēąĖą╣ čüčéą░ąĮąŠą║ ą▒ąĄąĘ ą┐čĆąĖčüą╝ąŠčéčĆą░ - čćčĆąĄą▓ą░č鹊 ą┐čĆąŠą▒ą╗ąĄą╝ą░ą╝ąĖ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 09:38:08 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
boka1733 ą┐ąĖčüą░ą╗(ą░): ąæčĆąŠčüą░čéčī čĆą░ą▒ąŠčéą░čÄčēąĖą╣ čüčéą░ąĮąŠą║ ą▒ąĄąĘ ą┐čĆąĖčüą╝ąŠčéčĆą░ - čćčĆąĄą▓ą░č鹊 ą┐čĆąŠą▒ą╗ąĄą╝ą░ą╝ąĖ. ąĪąŠą│ą╗ą░čüąĄąĮ ąĮą░ ą▓čüąĄ 100%. ą×čüąŠą▒ąŠ čĆą░ą┤čāčÄčé ąĖąĮą┤ąĖą▓ąĖą┤čŗ ąĖ ąĖčģ ą┐ąŠčüčéčŗ, "ąĮčā čÅ ą┐čĆąĖąĮč鹥čĆ ą▓ą║ą╗čÄčćąĖą╗, ą┐čāčüčéčī ą┐ąĄčćą░čéą░ąĄčé, ą░ čüą░ą╝ ąĮą░ čĆą░ą▒ąŠčéčā ą┐ąŠąĄčģą░ą╗" ą¤čĆąĖ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĖ ą║ąŠčĆą┐čāčüą░ ą┤ą╗čÅ 3D ą┐ąĄčćą░čéąĖ čĆą░ąĘčāą╝ąĄąĄčéčüčÅ ąĮą░ą┤ąŠ čāčćąĖčéčŗą▓ą░čéčī čĆčÅą┤ čéčĆąĄą▒ąŠą▓ą░ąĮąĖą╣ ąĮą░ą┐čĆąĖą╝ąĄčĆ čéą░ą║ąĖčģ čćč鹊 ą▓čüąĄ ą▓ąĮąĄčłąĮąĖąĄ čĆą░ąĘą╝ąĄčĆčŗ ą▒čāą┤čāčé čćčāčéčī ą▒ąŠą╗čīčłąĄ, ą░ ą▓čüąĄ ą▓ąĮčāčéčĆąĄąĮąĮąĖąĄ čćčāčéčī ą╝ąĄąĮčīčłąĄ, čŹč鹊 čāąČąĄ ąŠčüąŠą▒ąĄąĮąĮąŠčüčéąĖ čüą╗ą░ą╣čüąĄčĆą░ (ą║čüčéą░čéąĖ ą┐ąŠčüą╗ąĄą┤ąĮąĄąĄ ą▓čĆąĄą╝čÅ ą┐ąŠą╗čīąĘčāčÄčüčī simplify3d, ą┤ąŠą▓ąŠą╗čīąĮąŠ č鹊ą╗ą║ąŠą▓čŗą╣ ąĖ ą│čĆą░ą╝ąŠčéąĮčŗą╣ ąĖ ą┤ą░ąČąĄ ą▓ąĄčü ą┐ąŠą║ą░ąĘčŗą▓ą░ąĄčé ą╝ą░ą║čüąĖą╝čāą╝ čü čĆą░ąĘąĮąĖčåąĄą╣ ą▓ 1-1,5 ą│čĆ) ąĖ čāčüą░ą┤ą║ąĖ ą┐čĆąĖ ąŠčüčéčŗą▓ą░ąĮąĖąĖ čüą░ą╝ąŠą│ąŠ ą┐ą╗ą░čüčéąĖą║ą░, ąĮąŠ ąĮą░ čŹčéąĖ ą│čĆą░ą▒ą╗ąĖ ą┤ąŠčüčéą░č鹊čćąĮąŠ ąĮą░čüčéčāą┐ąĖčéčī ąŠą┤ąĖąĮ čĆą░ąĘ ą┐ąŠč鹊ą╝ čāąČąĄ ąĄčüčéčī ą┐ąŠąĮąĖą╝ą░ąĮąĖąĄ ą│ą┤ąĄ ąĮą░ą┤ąŠ čāą▓ąĄą╗ąĖčćąĖčéčī, ą░ ą│ą┤ąĄ ąĮą░ąŠą▒ąŠčĆąŠčé čāą╝ąĄąĮčīčłąĖčéčī ą┐čĆąĖ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĖ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąÆčŗą▒ąĖčĆą░ąĄą╝ čüčģąĄą╝čā BMS ą┤ą╗čÅ ąĘą░čĆčÅą┤ą░ ą╗ąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗčģ (LiFePO4) ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓
ą×ą▒čÅąĘą░č鹥ą╗čīąĮčŗą╝ čāčüą╗ąŠą▓ąĖąĄą╝ ą┤ąŠą╗ą│ąŠą╣ ąĖ čüčéą░ą▒ąĖą╗čīąĮąŠą╣ čĆą░ą▒ąŠčéčŗ Li-FePO4-ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓, ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ EVE Energy, čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ BMS-ą╝ąĖą║čĆąŠčüčģąĄą╝. ąøąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗąĄ ąÉąÜąæ ąŠčéą╗ąĖčćą░čÄčéčüčÅ čéą░ą║ąĖą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ, ą║ą░ą║ ą▓čŗčüąŠą║ą░čÅ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮąŠčüčéčī čåąĖą║ą╗ąŠą▓ ąĘą░čĆčÅą┤ą░-čĆą░ąĘčĆčÅą┤ą░, ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą▒čŗčüčéčĆąŠą╣ ąĘą░čĆčÅą┤ą║ąĖ, čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī ą║ ą▒čāč乥čĆąĮąŠą╝čā čĆąĄąČąĖą╝čā čĆą░ą▒ąŠčéčŗ ąĖ ą┐čĆąĖąĄą╝ą╗ąĄą╝ą░čÅ čüč鹊ąĖą╝ąŠčüčéčī. ąØąŠ ą┤ą╗čÅ čŹčéąĖčģ ąÉąÜąæ ąŠč湥ąĮčī ą▓ą░ąČąĄąĮ ą║ąŠąĮčéčĆąŠą╗čī ą┐čĆąŠčåąĄčüčüą░ ąĘą░čĆčÅą┤ą░ ąĖ čĆą░ąĘčĆčÅą┤ą░ ą┤ą╗čÅ ąĖąĘą▒ąĄą│ą░ąĮąĖčÅ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÅ ą▓ąĮąĄčłąĮąĄą│ąŠ ąĘą░čĆčÅą┤ąĮąŠą│ąŠ ąĮą░ą┐čĆčÅąČąĄąĮąĖčÅ ą┐ąŠčüą╗ąĄ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ 100% ąĘą░čĆčÅą┤ą░. ąśąĮąČąĄąĮąĄčĆčŗ ąÜą×ą£ą¤ąŁąø ą┐ąŠą┤ą│ąŠč鹊ą▓ąĖą╗ąĖ čüą┐ąĖčüąŠą║ čéą░ą║ąĖčģ čĆąĄčłąĄąĮąĖą╣ ąŠčé čĆą░ąĘąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
PolSerg
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 10:33:34 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 9
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 81
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą┤ąĄą║ 29, 2008 15:32:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 313
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Sailanser ą┐ąĖčüą░ą╗(ą░): boka1733 ą┐ąĖčüą░ą╗(ą░): ąæčĆąŠčüą░čéčī čĆą░ą▒ąŠčéą░čÄčēąĖą╣ čüčéą░ąĮąŠą║ ą▒ąĄąĘ ą┐čĆąĖčüą╝ąŠčéčĆą░ - čćčĆąĄą▓ą░č鹊 ą┐čĆąŠą▒ą╗ąĄą╝ą░ą╝ąĖ. ąĪąŠą│ą╗ą░čüąĄąĮ ąĮą░ ą▓čüąĄ 100%. ą×čüąŠą▒ąŠ čĆą░ą┤čāčÄčé ąĖąĮą┤ąĖą▓ąĖą┤čŗ ąĖ ąĖčģ ą┐ąŠčüčéčŗ, "ąĮčā čÅ ą┐čĆąĖąĮč鹥čĆ ą▓ą║ą╗čÄčćąĖą╗, ą┐čāčüčéčī ą┐ąĄčćą░čéą░ąĄčé, ą░ čüą░ą╝ ąĮą░ čĆą░ą▒ąŠčéčā ą┐ąŠąĄčģą░ą╗" . ąĀą░ą┤čāčÄčé, ąĮąĄ čĆą░ą┤čāčÄčé, ąĮąŠ čĆą░čüčüą║ą░ąČąĖč鹥 ą╝ąĮąĄ ą┐čĆąŠ č鹊 ą║ą░ą║ ą▓čŗ ąĮą░ą▒ą╗čÄą┤ą░ąĄč鹥 ąĘą░ ą┐ąĄčćą░čéčīčÄ ą║ąŠč鹊čĆą░čÅ ą╝ąŠąČąĄčé ą┤ą╗čÅ ą╝ąĄą╗ą║ąŠ ą┤ąĄčéą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐čĆąŠąĄą║č鹊ą▓ ą┤ąŠčüčéąĖą│ą░čéčī ą┤ąĄčüčÅčéą║ąŠą▓ čćą░čüąŠą▓, ą┐čĆąŠą▒ą╗ąĄą╝čŗ ą╝ąŠą│čāčé ą▒čŗčéčī, ąĮąŠ ą▓ąŠ-ą┐ąĄčĆą▓čŗčģ ą▓ čüąŠą▓čĆąĄą╝ąĄąĮąĮčŗčģ ą┐čĆąŠčłąĖą▓ą║ą░čģ ąĄčüčéčī ą╝ą░čüčüą░ ą┐čĆąŠą▓ąĄčĆąŠą║ ąĮą░ ą░ą┤ąĄą║ą▓ą░čéąĮąŠčüčéčī ą┐ąŠą║ą░ąĘą░ąĮąĖčÅ ą┤ą░čéčćąĖą║ąŠą▓ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčŗ, ą░ ą▓ąŠ-ą▓č鹊čĆčŗčģ č鹥 ą║č鹊 ą▒ąŠčÅčéčüčÅ ąŠčüčéą░ą▓ą╗čÅčéčī ą╗ąĖą▒ąŠ ąĮąĄ ą┐ąĄčćą░čéą░čÄčé čüą╗ąŠąČąĮčŗąĄ ą▓ąĄčēąĖ, ą╗ąĖą▒ąŠ ą┐čĆąĖąĮąĖą╝ą░čÄčé ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮčŗąĄ ą┐čĆąŠčéąĖą▓ąŠą┐ąŠąČą░čĆąĮčŗąĄ ą╝ąĄčĆčŗ.... ąÜą░ą║ ą│ąŠą▓ąŠčĆąĖčéčüčÅ, čģąŠąĘčÅąĖąĮ-ą▒ą░čĆąĖąĮ. ąÆąŠčé, ąĮą░ą┐čĆąĖą╝ąĄčĆ, ąŠą┤ąĮąŠ ąĖąĘ ą▓ąŠąĘą╝ąŠąČąĮčŗčģ čĆąĄčłąĄąĮąĖą╣: https://3deshnik.ru/blogs/wolfs_sg/rannee-preduprezhdenie-vozgoraniya. ąöą░ ąĖ čāą┤ą░ą╗ąĄąĮąĮčŗą╣ ą╝ąŠąĮąĖč鹊čĆąĖąĮą│ č湥čĆąĄąĘ ąŠą║č鹊ą┐čĆąĖąĮčé ąĮąĖą║č鹊 ąĮąĄ ąŠčéą╝ąĄąĮčÅą╗...
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąØąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ EVE čüąĄčĆąĖąĖ PLM ą┤ą╗čÅ GSM-čéčĆąĄą║ąĄčĆąŠą▓, čĆą░ą▒ąŠčéą░čÄčēąĖčģ ą▓ ąČčæčüčéą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ (ą┤ąŠ -40┬░ąĪ)
ąÜąŠą╝ą┐ą░ąĮąĖčÅ EVE ą▓čŗą┐čāčüčéąĖą╗ą░ ąĮąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ čüąĄčĆąĖąĖ PLM, čüąŠč湥čéą░čÄčēąĖą╣ ą▓ čüąĄą▒ąĄ ą▓čŗčüąŠą║čāčÄ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ čüą╗čāąČą▒čŗ, čłąĖčĆąŠą║ąĖą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╣ ą┤ąĖą░ą┐ą░ąĘąŠąĮ ąĖ ą▓čŗčüąŠą║čāčÄ č鹊ą║ąŠąŠčéą┤ą░čćčā ą┤ą░ąČąĄ ą┐čĆąĖ ąŠčéčĆąĖčåą░č鹥ą╗čīąĮąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ.
ąŁčéąĖ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆčŗ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄčé ąĘą░čĆčÅą┤ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ąŠčé -40/-20┬░ąĪ (čüąĮąĖąČąĄąĮąĮčŗą╝ ąĘąĮą░č湥ąĮąĖąĄą╝ č鹊ą║ą░), ą▒ąĄąĘąŠą┐ą░čüąĮčŗ (ąĮąĄ ą▓ąŠčüą┐ą╗ą░ą╝ąĄąĮčÅčÄčéčüčÅ ąĖ ąĮąĄ ą▓ąĘčĆčŗą▓ą░čÄčéčüčÅ) ą┐čĆąĖ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╝ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖąĖ (ą┐čĆąŠčéčŗą║ą░ąĮąĖąĄ ąĖ čüą┤ą░ą▓ą╗ąĖą▓ą░ąĮąĖąĄ), čāčüč鹊ą╣čćąĖą▓čŗ ą║ ą▓ąĖą▒čĆą░čåąĖąĖ. ą×ąĮąĖ ą╝ąŠą│čāčé ą┐čĆąĖą╝ąĄąĮčÅčéčīčüčÅ ą║ą░ą║ ą┤ą╗čÅ ą░ą▓č鹊čéčĆą░ąĮčüą┐ąŠčĆčéą░ (čéčĆąĄą║ąĄčĆčŗ, ą╝ą░čÅčćą║ąĖ, čüąĖą│ąĮą░ą╗ąĖąĘą░čåąĖčÅ), čéą░ą║ ąĖ ą┤ą╗čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓ ą╝ąŠąĮąĖč鹊čĆąĖąĮą│ą░, IoT-čāčüčéčĆąŠą╣čüčéą▓.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 11:55:26 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
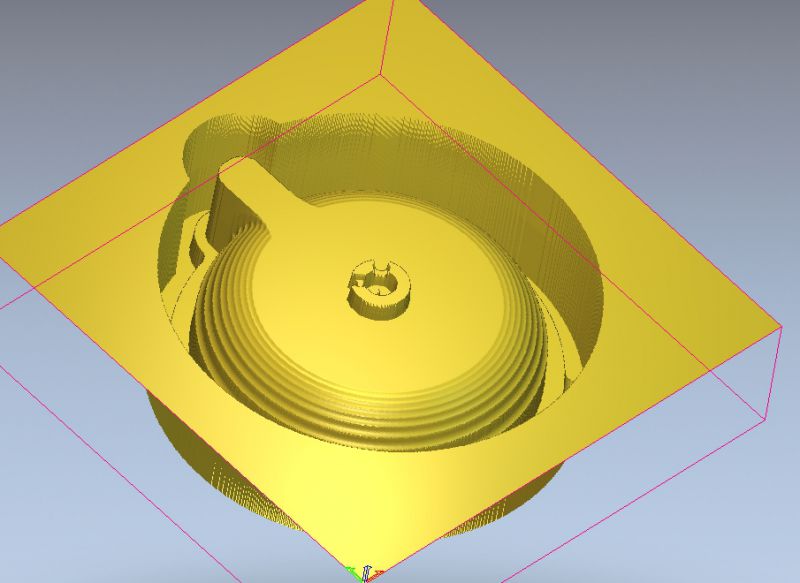
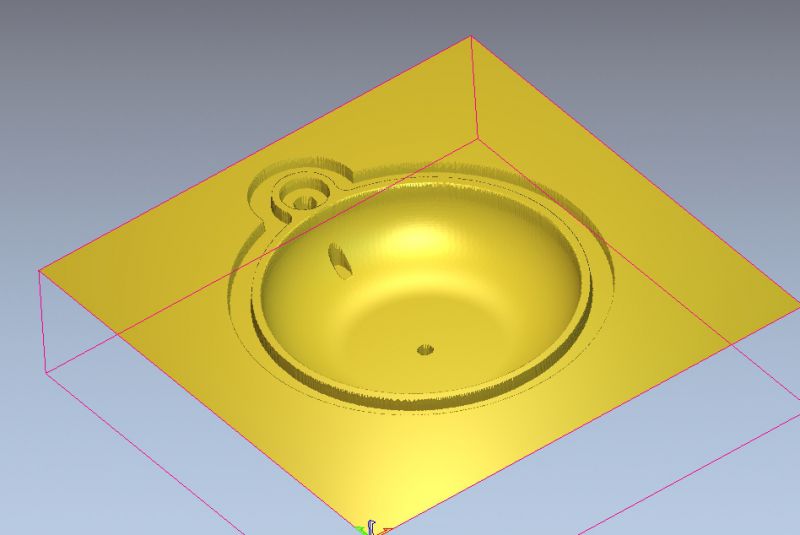
ąÆąŠčé ą┐ąŠčŹč鹊ą╝čā čÅ ąĖ ąĮąĄą┤ąŠą╗čÄą▒ą╗ąĖą▓ą░čÄ čüąŠą▓čĆąĄą╝ąĄąĮąĮčāčÄ 3ą┤ ą┐ąĄčćą░čéčī - ąČą┤ą░čéčī ąöąĢąĪą»ąóąÜąś čćą░čüąŠą▓ ą┤ą╗čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ.... ąĪą║čāą╗čīą┐čéčāčĆčŗ ąŠą┐čāčüčéąĖą╝, čÅ ą┐čĆąŠ ą║ąŠčĆą┐čāčüą░ ąĖ ą┐čĆąŠčćąĖąĄ čłąĄčüč鹥čĆąĄąĮą║ąĖ. ąöąĄą╗ą░čéčī ą╝ąŠąĮąŠą╗ąĖčéąĮčāčÄ ą┤ąĄčéą░ą╗čī (100% ąĘą░ą┐ąŠą╗ąĮąĄąĮąĖąĄ) čāą▒ąĖą╣čüčéą▓ąĄąĮąĮąŠ ą┤ąŠą╗ą│ąŠ ąĮą░ 3ą┤. ąĢčüą╗ąĖ ą▓ ą┐čĆąŠčåąĄčüčüąĄ ą┐ąĄčćą░čéąĖ ą┐ąŠčéčÅąĮčāą╗ąŠ "čüąŠą┐ą╗čÄ" ąĖą╗ąĖ ąĄčēčæ ą║ą░ą║ąŠąĄ-č鹊 ą▓ąĮąĄčłąĮąĄąĄ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖąĄ (ąĮąĄ ąŠą▒čÅąĘą░č鹥ą╗čīąĮąŠ čüčĆą░ąĘčā ą┐ąŠąČą░čĆ) - ą┐ąŠčłąĄą╗ čüą╗ąŠą╣ čü ą▒čĆą░ą║ąŠą╝, ą┤ąĄčéą░ą╗čī ą┐ąŠč鹊ą╝ čüą╗ąŠą╝ą░ąĄčéčüčÅ ą▓ čŹč鹊ą╝ ą╝ąĄčüč鹥. ą¢ą┤ą░ą╗ 5 čćą░čüąŠą▓ - ąĖ ąĮą░čüą╝ą░čĆą║čā. ąØąĄčé, čÅ 3ą┤ ąĮą░ą┐ąĄčćą░čéą░ąĮąĮčŗą╝ čłąĄčüč鹥čĆąĄąĮą║ą░ą╝ ąĄčēčæ ąĮąĄ ą▓ąĄčĆčÄ. ąØčā, čéą░ą╝ ą▒čĆąĄą╗ą║ąĖ-čüčéą░čéčāčŹčéą║ąĖ - ą┤ą░, ą║čĆą░čüąĖą▓ąŠ. ąÉ č鹊čćąĮčŗąĄ ą┤ąĄčéą░ą╗ąĖ (0.1) ąĮąĄ čüą┤ąĄą╗ą░čéčī. ąöą░ ąĖ ą╝ą░č鹥čĆąĖą░ą╗ 3ą┤ ąĖą╝ąĄąĄčé ąŠą│čĆą░ąĮąĖč湥ąĮąĖčÅ. ąÆąŠčé čüąĄą╣čćą░čü, ąĮą░ą┐čĆąĖą╝ąĄčĆ, čā ą╝ąĄąĮčÅ ąĘą░ą┤ą░čćą░ ąĖąĘą│ąŠč鹊ą▓ąĖčéčī ą╗ąŠą┐ąĮčāą▓čłąĖą╣ ą║ąŠą╗ą┐ą░č湥ą║ ą▓ąŠą┤čÅąĮąŠą╣ čćą░čüčéąĖ ą│ą░ąĘąŠą▓ąŠą╣ ą║ąŠą╗ąŠąĮą║ąĖ. ą▓ąĖą┤ čüą▓ąĄčĆčģčā  ąĖ čüąĮąĖąĘčā 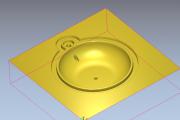 ąōčĆčāą▒ąŠ ą│ąŠą▓ąŠčĆčÅ ą┐ąŠą║ą░čéą░čÅ ą┐ą╗ą░čüčéąĖą║ąŠą▓ą░čÅ ą║čĆčŗčłą║ą░ ą┤ąĖą░ą╝ąĄčéčĆąŠą╝ 52ą╝ą╝ ąĖ ą▓čŗčüąŠč鹊ą╣ 20ą╝ą╝, č鹊ą╗čēąĖąĮą░ čüč鹥ąĮą║ąĖ 1,5 ą╝ą╝. ąÜą░ąĘą░ą╗ąŠčüčī ą▒čŗ - ą┤ą╗čÅ 3ą┤ ą┐ąĄčćą░čéąĖ ąĘą░ą┤ą░čćą░, ąĮąŠ ą╝ąĮąĄ ą║ą░ąČąĄčéčüčÅ čŹč鹊 ąĮąĄ ą┐ąŠą╗čāčćąĖčéčüčÅ ą┐ąĄčćą░čéą░čéčī. ą» ąĮąĄ ą▒ąŠą╗čīčłąŠą╣ čüą┐ąĄčå ą▓ čŹčéąĖčģ 3ą┤ čüą╗ą░ą╣čüąĄčĆą░čģ (č鹊ą╗čīą║ąŠ čāčćčāčüčī ) ąĮąŠ ąĮąĄ ą╝ąŠą│čā ą┐čĆąĖą┤čāą╝ą░čéčī, ąĮą░ čćč鹊 čŹčéą░ ą┤ąĄčéą░ą╗čī ą▒čāą┤ąĄčé ąŠą┐ąĖčĆą░čéčīčüčÅ ą┐čĆąĖ ą┐ąĄčćą░čéąĖ? ąĪąĮąĖąĘčā (ą│ą┤ąĄ ą▓ąŠą│ąĮčāč鹊čüčéčī) ą┤ąŠą╗ąČąĄąĮ ą▒čŗčéčī ą▒ąŠčĆčéąĖą║ 2ą╝ą╝ ąĖ čüą▓ąĄčĆčģčā (ąĮą░ "ą╝ą░ą║čāčłą║ąĄ") ą▓čŗčüčéčāą┐ ą┤ą╗čÅ čüą░ą╗čīąĮąĖą║ą░.... ą║ č鹊ą╝čā ąČąĄ - ą║ą░ą║ ą▒čāą┤ąĄčé čüą▓ąŠą┤ąĖčéčüčÅ čüą▓ąŠą┤ ą▓ąŠą│ąĮčāč鹊čüčéąĖ? ą┤ąĄą╗ą░čéčī ąŠą┐ąŠčĆčŗ ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮčŗąĄ?? ąæčĆčĆčĆ.... ą║ąŠčĆąŠč湥 ą│ąŠą▓ąŠčĆčÅ ąÆą░ąČąĮčŗ ąĖ č鹊čćąĮčŗąĄ čĆą░ąĘą╝ąĄčĆčŗ (ą┤ąŠ čüąŠčéą║ąĖ) ąĖąĮą░č湥 ąĮąĄ čüčéą░ąĮąĄčé ąĮą░ ą╝ąĄčüč鹊. ąś čĆą░ą▒ąŠčéą░čéčī čŹčéą░ ą║čĆčŗčłą║ą░ ą▒čāą┤ąĄčé ą┐ąŠą┤ čĆą░ą▒ąŠčćąĖą╝ ą┤ą░ą▓ą╗ąĄąĮąĖąĄą╝ ą▓ąŠą┤čŗ čéčĆčāą▒ąŠą┐čĆąŠą▓ąŠą┤ą░, čģąŠčéčī ąĖ čģąŠą╗ąŠą┤ąĮąŠą╣. ą£ąĮąĄ ą┤čāą╝ą░ąĄčéčüčÅ , čćč鹊 ąĮą░ą┐ąŠčĆ ą▓ąŠą┤čŗ ą┐čĆąŠčüč鹊 ą┐ąŠčĆą▓ąĄčé čüą╗ąŠąĖ 3ą┤ ą┐ąĄčćą░čéąĖ. ąÜą░ą║ čĆąĄąĘą░ąĮčāčéčī ąĮą░ čäčĆąĄąĘąĄčĆąĄ- čāąČąĄ ą┐čĆąĖą┤čāą╝ą░ą╗, ąĮą░č湥čĆčéąĖą╗ (čü ą┐ąĄčĆąĄą▓ąŠčĆąŠč鹊ą╝ ąĘą░ą│ąŠč鹊ą▓ą║ąĖ) , ąŠčüčéą░ą╗ąŠčüčī ąĮą░ą╣čéąĖ ą┐ąŠą┤čģąŠą┤čÅčēąĖą╣ ą║čāčüąŠą║ ą╝ą░č鹥čĆąĖą░ą╗ą░ 80čģ80čģ20 - ą╝ąŠąĮąŠą╗ąĖčéąĮčŗą╣ ą┐ą╗ą░čüčéąĖą║ ąĖą╗ąĖ ą░ą╗čÄą╝ąĖąĮąĖą╣ ą┤ą░ąČąĄ ą┐ąŠą┤ąŠą╣ą┤ąĄčé. ąØą░ą┤ąŠ ąĮą░ 3ą┤ ą┐čĆąĖąĮč鹥čĆąĄ ąĮą░ą┐ąĄčćą░čéą░čéčī ąĘą░ą│ąŠč鹊ą▓ą║čā ąĖ ąĮą░ čäčĆąĄąĘąĄčĆąĄ ąŠą▒čĆą░ą▒ąŠčéą░čéčī ą║ą░ą║ ąĮą░ą┤ąŠ
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
PolSerg
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 12:09:47 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 9
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 81
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą┤ąĄą║ 29, 2008 15:32:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 313
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
boka1733 ąĢčüą╗ąĖ ąĮčāąČąĮąŠ ą┐ąĄčćą░čéą░čéčī ą║ąŠčĆą┐čāčüą░, ą┐čĆąĖčüą╝ąŠčéčĆąĖč鹥čüčī ą║ ą╝ąŠą┤ąĖčäąĖą║ą░čåąĖąĖ čģąŠčé菹Įą┤ą░ Volcano http://3dtoday.ru/blogs/news3dtoday/hot-volcano-allows-you-to-increase-the-printing-speed-by-250/ ą║ąĖčéą░ą╣čåčŗ čāąČąĄ ą┐čĆąŠą┤ą░čÄčé ąĮą░ą╗ąĄą▓ąŠ ąĖ ąĮą░ą┐čĆą░ą▓ąŠ, ą║ č鹊ą╝čā ąČąĄ ą┐ąŠą┤ ąĮąĄą│ąŠ ąĄčüčéčī čüąŠą┐ą╗ą░ ą┤ąĖą░ą╝ąĄčéčĆąŠą╝ ą▒ąŠą╗čīčłąĄ ą╝ąĖą╗ą╗ąĖą╝ąĄčéčĆą░, čüą║ąŠčĆąŠčüčéčī ą┐ąĄčćą░čéąĖ ą║ąŠčĆą┐čāčüą░ čüąŠą║čĆą░čéąĖčéčüčÅ ą▓ čĆą░ąĘčŗ.... ą¦č鹊 ą║ą░čüą░ąĄčéčüčÅ ą▓ą░čłąĄą╣ ą╝ąŠą┤ąĄą╗ąĖ, ą║čĆąĖą╝ąĖąĮą░ą╗ą░ ą▒ąŠą╗čīčłąŠą│ąŠ ąĮąĄ ą▓ąĖąČčā, ąĮą░ą▓ąĖčüą░čÄčēąĖąĄ čćą░čüčéąĖ čü čāą│ą╗ąŠą╝ ą╝ąĄąĮčīčłąĄ 45 ą│čĆą░ą┤čāčüąŠą▓ ą┐ąĄčćą░čéą░čÄčéčüčÅ ąŠčéą╗ąĖčćąĮąŠ ą▒ąĄąĘ ą┐ąŠą┤ą┤ąĄčƹȹĄą║, ąĮąŠ ą┤ą╗čÅ čāą▓ąĄčĆąĄąĮąĮąŠčüčéąĖ stl ą┐ąŠą║čĆčāčéąĖčéčī ąĮčāąČąĮąŠ, čüą╝čāčēą░ąĄčé ą┐ą╗ąŠčüą║ą░čÅ ą▓ąĄčĆčģąĮčÅčÅ čćą░čüčéčī, ąĄčüą╗ąĖ čüą┤ąĄą╗ą░čéčī ąĄąĄ čüč乥čĆąŠąŠą▒čĆą░ąĘąĮąŠą╣, č鹊 ą┐čĆąŠą▒ą╗ąĄą╝ ąĮąĄ ą▒čāą┤ąĄčé ą│ą░čĆą░ąĮčéąĖčĆąŠą▓ą░ąĮąĮąŠ. ąÉ čćč鹊 ą║ą░čüą░ąĄą╝ąŠ: boka1733 ą┐ąĖčüą░ą╗(ą░): ąØąĄčé, čÅ 3ą┤ ąĮą░ą┐ąĄčćą░čéą░ąĮąĮčŗą╝ čłąĄčüč鹥čĆąĄąĮą║ą░ą╝ ąĄčēčæ ąĮąĄ ą▓ąĄčĆčÄ. ąóą░ą║ ą▓ąĄčĆčīč鹥 ąĖą╗ąĖ ąĮąĄčé, ąĮąŠ ąŠąĮąĖ čĆą░ą▒ąŠčéą░čÄčé, čüą░ą╝ąĖ 3ąö ą┐čĆąĖąĮč鹥čĆčŗ č鹊ą╝čā ą┐čĆąĖą╝ąĄčĆ. ąÜ č鹊ą╝čā ąČąĄ, ąĄčüčéčī ąĮąĄą╣ą╗ąŠąĮąŠą▓čŗą╣ čäąĖą╗ą░ą╝ąĄąĮčé, čéą░ą╝ ąĄčēąĄ ąĖ ąĖąĘąĮąŠčüąŠčüč鹊ą╣ą║ąŠčüčéčī ą┐ąŠą╗čāčćą░ąĄčéčüčÅ čłąĖą║ą░čĆąĮą░čÅ...
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
axillent
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 12:57:05 |
|
| ąŁą╗ąĄą║čéčĆąĖč湥čüą║ąĖą╣ ą║ąŠčé |
ąÜą░čĆą╝ą░: 13
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 139
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü čüąĄąĮ 25, 2011 19:09:33
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1040
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 1
ą£ąĄą┤ą░ą╗ąĖ: 1
")
|
boka1733 ą┐ąĖčüą░ą╗(ą░): ą×ą┤ąĮąŠ ąĖąĘ "ą▓ąĄą╗ąĖą║ąĖčģ" ąĘą░ą▒ą╗čāąČą┤ąĄąĮąĖą╣ č鹥čģ, ą║č鹊 ą╝ąĄčćčéą░ąĄčé ą║čāą┐ąĖčéčī ąĖą╗ąĖ čüą┤ąĄą╗ą░čéčī 3ąö ą┐čĆąĖąĮč鹥čĆ (ąĖą╗ąĖ čäčĆąĄąĘąĄčĆ) čüąŠčüč鹊ąĖčé ą▓ č鹊ą╝, čćč鹊 čüčéą░ąĮąŠą║ (ą┐čĆąĖąĮč鹥čĆ) ą┤ąĄą╗ą░ąĄčé ą▓čüąĄ čüą░ą╝ ą£ąŠą╗, ąĘą░ą┐čāčüčéąĖą╗... ąĖ ą▓ ą║ąŠąĮčåąĄ ą│ąŠč鹊ą▓ąŠąĄ ąĖąĘą┤ąĄą╗ąĖąĄ ą┐ąŠą╗čāčćąĖą╗. ąĪą░ą╝ čéą░ą║ ą┤čāą╝ą░ą╗, ą┐ąŠą║ą░ ąĮąĄ "čĆą░čüą║čāčüąĖą╗" čŹč鹊čé čģąĖčéčĆčŗą╣ čģąŠą┤ ą╝ą░čĆą║ąĄč鹊ą╗ąŠą│ąŠą▓.... ą¤ąĄčćą░čéčī ąĮą░ ą┐čĆąĖąĮč鹥čĆąĄ (ąĖą╗ąĖ čĆąĄąĘą║ą░ ąĮą░ čäčĆąĄąĘąĄčĆąĄ) - čŹč鹊 10-20 % ąŠčé ą▓čüąĄą╣ čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ č鹊ą│ąŠ-ąČąĄ ą║ąŠčĆą┐čāčüą░. ąĢčēčæ ą┐čĆąŠčåąĄąĮč鹊ą▓ 10 ąĖą┤ąĄčé ąĮą░ "ą┐ąŠčüčé ąŠą▒čĆą░ą▒ąŠčéą║čā" - ą┐ąŠą┤ą│ąŠąĮą║čā (ą┐ąĄčĆąĄą┤ąĄą╗ą║čā), čüą▒ąŠčĆą║čā ą│ąŠč鹊ą▓čŗčģ ą┤ąĄčéą░ą╗ąĄą╣, ą▓ąĄą┤čī čŹč鹊 ąĮąĄ čüąĄčĆąĖą╣ąĮąŠąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠ, ą░ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą┐ąĄčĆą▓ąŠą╣ (čćą░čüč鹊 ąĄą┤ąĖąĮčüčéą▓ąĄąĮąĮąŠą╣) ą▓ąĄčĆčüąĖąĖ. ąóą░ą║ ą▓ąŠčé, ąĄčüą╗ąĖ čŹčéąĖ 20% ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ (ą┐čĆąŠčåąĄčüčü ą┐ąĄčćą░čéąĖ) ąĘą░ąĮąĖą╝ą░ąĄčé ąĮąĄčüą║ąŠą╗čīą║ąŠ čćą░čüąŠą▓.... čŹč鹊 ąĮąĄčāą┤ąŠą▒ąĮąŠ. ąĪą║ąŠą╗čīą║ąŠ ą▓čĆąĄą╝ąĄąĮąĖ 3ą┤ ą┐čĆąĖąĮč鹥čĆ ą▒čāą┤ąĄčé "ąĮą░ą╝ą░ąĘčŗą▓ą░čéčī" ą║ąŠčĆą┐čāčü ą▓ ą▓ąĖą┤ąĄ ą║čāą▒ą░ 100čģ100čģ100 ą╝ą╝ ąĖ č鹊ą╗čēąĖąĮą░ čüč鹥ąĮą║ąĖ 3 ą╝ą╝ ? ąöčāą╝ą░čÄ, čćą░čüą░ čéčĆąĖ-č湥čéčŗčĆąĄ, ą░ ą╝ąŠąČąĄčé ąĖ ą▒ąŠą╗čīčłąĄ. ąæčĆąŠčüą░čéčī čĆą░ą▒ąŠčéą░čÄčēąĖą╣ čüčéą░ąĮąŠą║ ą▒ąĄąĘ ą┐čĆąĖčüą╝ąŠčéčĆą░ - čćčĆąĄą▓ą░č鹊 ą┐čĆąŠą▒ą╗ąĄą╝ą░ą╝ąĖ. ą▓ą╗ą░ą┤ąĄčÄ čäčĆąĄąĘąĄčĆąŠą╝ 5 ą╗ąĄčé, ą┐čĆąĖąĮč鹥čĆąŠą╝ 4 ą│ąŠą┤ą░, čéą░ą║ čćč鹊 ą┤ą░ą▓ąĮąŠ ąĖąĘą▒ą░ą▓ąĖą╗čüčÅ ąŠčé ąĘą░ą▒ą╗čāąČą┤ąĄąĮąĖą╣ ą▓ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ą║ąŠčĆą┐čāčüą░ 70% ą▓čĆąĄą╝ąĄąĮąĖ čŹč鹊 ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ, 20% ą┐ąĄčćą░čéčī ąĖ 10% čüą▒ąŠčĆą║ą░ ą┐ąŠčüč鹊ą▒čĆą░ą▒ąŠčéą║ą░ ą║ą░ą║ ą║ą╗ą░čüčü ąŠčéčüčāčéčüčéą▓čāąĄčé, ąŠčéą┤ąĄą╗ąĄąĮąĖąĄ ą╝ąŠą┤ąĄą╗ąĖ ąŠčé čüč鹊ą╗ą░ ąĮąĄ ą▓ čüč湥čé ą┐ąŠą┤ą│ąŠąĮą║ą░ ą▓ ąĮąŠčĆą╝ąĄ č鹊ąČąĄ ąŠčéčüčāčéčüčéą▓čāąĄčé, čÅ ąĮąĄ ąĘčĆčÅ čŹčéčā č鹥ą╝čā ąĘą░č鹥čÅą╗ ąĮą░ č乊čĆčāą╝ąĄ, čćč鹊ą▒čŗ ą┐ąŠą┤ąĄą╗ąĖčéčīčüčÅ č鹥ą╝, ą║ą░ą║ ąĖąĘą▒ąĄąČą░čéčī ąŠčłąĖą▒ąŠą║ ą┐čĆąĖ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĖ ą╝ąŠčÅ ą┐čĆą░ą║čéąĖą║ą░ ąĖ ąĄčüą╗ąĖ ą║ąŠčĆą┐čāčü ą┐ąĄčćą░čéą░čéčī ąĮąĄčüą║ąŠą╗čīą║ąŠ čćą░čüąŠą▓, č鹊 ą┐ąĄčćą░čéą░čÄ ąĄą│ąŠ ąĖą╝ąĄąĮąĮąŠ ą▓ čĆąĄąČąĖą╝ąĄ - ą┐ąŠčüčéą░ą▓ąĖą╗ ą┐ąĄčćą░čéą░čéčī ąĖ čāčłąĄą╗ ąĘą░ąĮąĖą╝ą░čéčīčüčÅ ą┤čĆčāą│ąĖą╝ąĖ ą┤ąĄą╗ą░ą╝ąĖ čüą▓ąŠą╣ ąŠą┐čŗčé ąĮąĖą║ąŠą╝čā ąĮąĄ ąĮą░ą▓čÅąĘčŗą▓ą░čÄ, ąĮąŠ čā ą╝ąĄąĮčÅ ąĖą╝ąĄąĮąĮąŠ čéą░ą║ ą░ ą▓ąŠčé čü čćą┐čā ąĮąĄ čéą░ą║. čäčĆąĄąĘąĄčĆąŠą▓ą║ą░ ą┐ą╗ą░čüčéąĖą║ą░ čŹč鹊 ą▓ąČąĖą║-ą▓ąČąĖą║ ąĖ ą│ąŠč鹊ą▓ąŠ, ąŠčüąĮąŠą▓ąĮąŠąĄ ą▓čĆąĄą╝čÅ čāčģąŠą┤ąĖčé ąĮą░ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║čā, ąĘą░ą╝ąĄąĮčā ą▒ąŠą╗ą▓ą░ąĮąŠą║, ąĘą░ą╝ąĄąĮčā čäčĆąĄąĘ, ą▓čŗčüčéą░ą▓ą╗ąĄąĮąĖąĄ ąĮčāą╗ąĄą╣, ą┐ąŠą┤ą│ąŠč鹊ą▓ą║čā ą║ąŠą┤ą░ ą┤ą╗čÅ čćą┐čā ąĖ čé.ą┤. ąĖ čäą░ą║čéąĖč湥čüą║ąĖ ąĮąĄčé ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéąĖ ą║čāą┤ą░ ą╗ąĖą▒ąŠ ąŠčéą▓ą╗ąĄčćčīčüčÅ ą▓ č鹥č湥ąĮąĖąĖ ą▓čüąĄą│ąŠ ą┐čĆąŠčåąĄčüčüą░ ąĖ ą▓čĆčÅą┤ą╗ąĖ ą▓ čŹč鹊ą╣ čćą░čüčéąĖ čā ą║ąŠą│ąŠ č鹊 ąĖąĮą░č湥. ą║ąŠąĮąĄčćąĮąŠ ąĮąĄčé ąĘą┤ąĄčüčī ą░ą▒čüąŠą╗čÄčéąĮąŠą╣ ąĖčüčéąĖąĮčŗ ąĖ ą░ą▒čüąŠą╗čÄčéąĮąŠ ą┐čĆą░ą▓ąĖą╗čīąĮąŠą│ąŠ ą▓ą░čĆąĖą░ąĮčéą░, ą║ą░ąČą┤čŗąĄ ą▓čŗą▒ąĖčĆą░ąĄčé čćč鹊 č鹊 čüą▓ąŠąĄ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 11 minutes 34 seconds:Jeri ą┐ąĖčüą░ą╗(ą░): čĆą░ąĘ ą┐ą╗ą░ą▓ąĖčéčüčÅ, ąĘąĮą░čćąĖčé čäčĆąĄąĘą░ ąĮąĄą┤ąŠčüčéą░č鹊čćąĮąŠ ąŠčüčéčĆą░čÅ čćč鹊 ą▓čŗąĘčŗą▓ą░ąĄčé ą┐ąŠą▓čŗčłąĄąĮąĮąŠąĄ čéčĆąĄąĮąĖąĄ (čäčĆąĄąĘą░ ą┤ąŠą╗ąČąĮą░ ą▒čŗčéčī ąŠčüčéčĆą░čÅ ą▒čāą║ą▓ą░ą╗čīąĮąŠ ą║ą░ą║ ą▒čĆąĖčéą▓ą░) , čéą░ą║ ąČąĄ ą▓ą░ąČąĮąŠ čüą▓ąŠąĄą▓čĆąĄą╝ąĄąĮąĮąŠ čāą┤ą░ą╗čÅčéčī čüčéčĆčāąČą║čā ąĖąĘ ąĘąŠąĮčŗ čĆąĄąĘą░, ą┐ąŠą┐čĆąŠą▒čāą╣č鹥 čäčĆąĄąĘčŗ čāą║ą░ąĘą░ąĮąĮčŗąĄ ą╝ąĮąŠčÄ ą▓čŗčłąĄ, ąĮąĖč湥ą│ąŠ ąĮąĄ ą┐ą╗ą░ą▓ąĖčéčüčÅ ąĖ ąĮąĄ ąĮą░ą╝ą░čéčŗą▓ą░ąĄčé. ą▓čŗčłąĄ ą▒čŗą╗ąŠ ą▓ąĄčĆąĮąŠąĄ ąĘą░ą╝ąĄčćą░ąĮąĖąĄ - čüą║ą╗ąŠąĮąĮąŠčüčéčī ą║ ą┐ą╗ą░ą▓ą╗ąĄąĮąĖąĄ čüąĖą╗čīąĮąŠ ąĘą░ą▓ąĖčüąĖčé ąŠčé č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą┐ą╗ą░čüčéąĖą║ąŠą▓ąŠą│ąŠ ą╗ąĖčüčéą░ ąŠčüąĮąŠą▓ąĮąŠą╣ ą┐čĆąĖąĮčåąĖą┐ ąĘą┤ąĄčüčī - ąĮąĄ ą┤ąŠą┐čāčüą║ą░čéčī ąĮą░ą│čĆąĄą▓ą░ čäčĆąĄąĘčŗ ą▓ ąŠą▒ą╗ą░čüčéąĖ čüąŠą┐čĆąĖą║ąŠčüąĮąŠą▓ąĄąĮąĖčÅ čü ą┐ą╗ą░čüčéąĖą║ąŠą╝ ą┐čĆąŠčüč鹊 ąĖą╝ąĄčéčī ąŠčéčüčĆčāčÄ čäčĆąĄąĘčā ąĮąĄ ą┤ąŠčüčéą░č鹊čćąĮąŠ, č鹊čćąĮąĄąĄ ąĮąĄ ą┤ąŠčüčéą░č鹊čćąĮąŠ ąĖąĘą▒ąĄą│ą░čéčī čāčüčéą░ąĮąŠą▓ą║ąĖ čéčāą┐čŗčģ čäčĆąĄąĘ) ąĮčāąČąĮąŠ ą┐ąŠą┤ą▒ąĖčĆą░čéčī čćą░čüč鹊čéčā čäčĆą░čēąĄąĮąĖčÅ, ą│ą╗čāą▒ąĖąĮčā ą┐ąŠą│čĆčāąČąĄąĮąĖčÅ ąĖ čéčĆą░ąĄą║č鹊čĆąĖčÄ čĆąĄąĘą░ čÅ ąĮą░ą┐čĆąĖą╝ąĄčĆ ą║ąŠą│ą┤ą░ čĆąĄąĘą░ą╗ ąĮąĖą║ą░ą║ ąĮąĄ ą╝ąŠą│ ą┤ąŠą▒ąĖčéčīčüčÅ čüčéčĆčāąČą║ąĖ ą▓ą╝ąĄčüč鹊 ąŠą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ą┐ąŠą║ą░ ąĮąĄ ą┐ąŠą╝ąĄąĮčÅą╗ čéčĆą░ąĄą║č鹊čĆąĖčÄ ąĖ ąĮąĄ čāą╝ąĄąĮčīčłąĖą┤ ą│ą╗čāą▒ąĮčā ą┐ąŠą│čĆčāąČąĄąĮąĖčÅ čéčĆą░ąĄą║č鹊čĆąĖčÄ ą▓čŗą▒čĆą░ą╗ čéą░ą║čāčÄ čćč鹊ą▒čŗ čäčĆąĄąĘą░ čĆąĄąĘą░ą╗ą░ č鹊ą╗čīą║ąŠ ą┐ąŠ ąŠą┤ąĮąŠą╣ ą║ą░čüą░č鹥ą╗čīąĮąŠą╣ - ąĘąĖą│ąĘą░ą│ąŠą╝ ąĄčüą╗ąĖ čĆąĄąĘą░čéčī ą┐ąŠ ą┐čĆčÅą╝ąŠą╣, č鹊 čĆąĄąĘ ąĖą┤ąĄčé ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮąŠ ą┐ąŠą┤ ą┤ą▓čāą╝ ą║ą░čüą░č鹥ą╗čīąĮčŗą╝
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
PolSerg
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 12:59:17 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 9
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 81
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą┤ąĄą║ 29, 2008 15:32:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 313
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
axillent ą┐ąĖčüą░ą╗(ą░): ą┐ąŠčüč鹊ą▒čĆą░ą▒ąŠčéą║ą░ ą║ą░ą║ ą║ą╗ą░čüčü ąŠčéčüčāčéčüčéą▓čāąĄčé, ąŠčéą┤ąĄą╗ąĄąĮąĖąĄ ą╝ąŠą┤ąĄą╗ąĖ ąŠčé čüč鹊ą╗ą░ ąĮąĄ ą▓ čüč湥čé
ąÉ čćč鹊 ąĮąĄ čéą░ą║ čü ąŠčéą┤ąĄą╗ąĄąĮąĖąĄą╝ ąŠčé čüč鹊ą╗ą░? ą¤čĆąŠčüč鹊 čÅ čćč鹊 ąÉąæąĪ, čćč鹊 ąĪąæąĪ ą┐ąĄčćą░čéą░čÄ ąĮą░ čüč鹥ą║ą╗ąĄ čü ą┐ąĖą▓ąŠą╝, ąÉąæąĪ ąŠčéą┤ąĄą╗čÅąĄčéčüčÅ čüą░ą╝ čāąČąĄ ą┐čĆąĖ 70 ą│čĆą░ą┤čāčüą░čģ, čü ąĪąæąĪ ąĮčāąČąĮąŠ ą┐ąŠą┤ąŠąČą┤ą░čéčī ą┐ąŠčćčéąĖ ą┐ąŠą╗ąĮąŠą│ąŠ ąŠčüčéčŗą▓ą░ąĮąĖčÅ, ąĮąŠ ą┐ąŠčüą╗ąĄ č湥ą│ąŠ ą╗ąĄą│ą║ąŠ ąŠčéą┤ąĄą╗čÅąĄčéčüčÅ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
axillent
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 13:05:19 |
|
| ąŁą╗ąĄą║čéčĆąĖč湥čüą║ąĖą╣ ą║ąŠčé |
ąÜą░čĆą╝ą░: 13
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 139
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü čüąĄąĮ 25, 2011 19:09:33
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1040
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
ą£ąĄą┤ą░ą╗ąĖ: 1
|
PolSerg ą┐ąĖčüą░ą╗(ą░): ąÉ čćč鹊 ąĮąĄ čéą░ą║ čü ąŠčéą┤ąĄą╗ąĄąĮąĖąĄą╝ ąŠčé čüč鹊ą╗ą░? ą╝ąŠą┤ą░ ąĮą░ čüč鹥ą║ą╗ąŠ ą▓ąŠąĘąĮąĖą║ą╗ą░ ą┐ąŠąĘąČąĄ č湥ą╝ čÅ ą║čāą┐ąĖą╗ ą┐čĆąĖąĮč鹥čĆ ą▓čüąĄ čĆčāą║ąĖ ąĮąĄ ą┤ąŠą╣ą┤čāčé čüą┤ąĄą╗ą░čéčī čüč鹥ą║ą╗čÅąĮąĮčŗą╣ čüč鹊ą╗ čÅ ą┐ąĄčćą░čéą░čÄ PLA ąĮą░ raft ąŠčé ą║ąŠč鹊čĆąŠą│ąŠ ą┐ąŠčüą╗ąĄ ą┐ąĄčćą░čéąĖ ąĮą░ą┤ąŠ ąŠčéą┤ąĄą╗ąĖčéčī ą╝ąŠą┤ąĄą╗čī ą▓ ą║ą░ą║ąŠą╣-č鹊 čüč鹥ą┐ąĄąĮąĖ čŹč鹊 ą┐ąŠčüč鹊ą▒čĆą░ą▒ąŠčéą║ą░, ąĮąŠ čÅ ą▒čŗ čŹč鹊 ąĘą░ ąŠčéą┤ąĄą╗čīąĮčŗą╣ čŹčéą░ą╝ ąĮąĄ čüčćąĖčéą░ą╗ čü ą┐čĆąĖąĮč鹥čĆą░ ą╝ąŠą┤ąĄą╗čī čüčĆą░ąĘčā ąĖą┤ąĄčé ą▓ čüą▒ąŠčĆą║čā
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
PolSerg
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 13:09:27 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 9
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 81
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą┤ąĄą║ 29, 2008 15:32:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 313
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
axillent ą┐ąĖčüą░ą╗(ą░): čÅ ą┐ąĄčćą░čéą░čÄ PLA ąĮą░ raft ąŠčé ą║ąŠč鹊čĆąŠą│ąŠ ą┐ąŠčüą╗ąĄ ą┐ąĄčćą░čéąĖ ąĮą░ą┤ąŠ ąŠčéą┤ąĄą╗ąĖčéčī ą╝ąŠą┤ąĄą╗čī ąöą░, čĆą░čäčé ąĮąĄ ąĄčüčéčī čģąŠčĆąŠčłąŠ, čüč鹥ą║ą╗ąŠ ą┤ą░ąĄčé ą▒ąŠąĮčāčüąŠą╝ ąŠč湥ąĮčī čüąĖą╝ą┐ąŠčéąĖčćąĮčāčÄ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī, ą┐čĆąĖ ą┐čĆą░ą▓ąĖą╗čīąĮąŠ ąĮą░čüčéčĆąŠą╣ą║ąĄ ąĖą┤ąĄą░ą╗čīąĮąŠ čĆąŠą▓ąĮčāčÄ ąĖ ą│ą╗čÅąĮčåąĄą▓čāčÄ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
axillent
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 13:17:45 |
|
| ąŁą╗ąĄą║čéčĆąĖč湥čüą║ąĖą╣ ą║ąŠčé |
ąÜą░čĆą╝ą░: 13
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 139
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü čüąĄąĮ 25, 2011 19:09:33
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1040
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
ą£ąĄą┤ą░ą╗ąĖ: 1
|
|
ą│ą╗čÅąĮąĄčå ąĮąĄ ą┐ąŠą╝ąĄčłą░ą╗ ą▒čŗ, čĆčāą║ąĖ ą┤ąŠą╣ą┤čāčé čüą┤ąĄą╗ą░čÄ ąĮą░ą│čĆąĄą▓ą░ąĄą╝čŗą╣ čüč鹥ą║ą╗čÅąĮąĮčŗą╣ čüč鹊ą╗
ą░ č鹊 ąĖ ABS č鹊ąČąĄ ą┐ąĄčćą░čéą░čéčī ąĮąĄ ą╝ąŠą│čā
ąĮąŠ ąĮąĄ čüą║ą░ąČčā, čćč鹊 čŹč鹊 ą┤ą╗čÅ ą╝ąĄąĮčÅ čćč鹊 č鹊 ą║čĆąĖčéąĖčćąĮąŠąĄ, ąĖ čéą░ą║ ą▓čüąĄ ą┐ąŠą╗čāčćą░ąĄčéčüčÅ
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 15:28:52 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
PolSerg ą┐ąĖčüą░ą╗(ą░): ąÉ čćč鹊 ą║ą░čüą░ąĄą╝ąŠ: boka1733 ą┐ąĖčüą░ą╗(ą░): ąØąĄčé, čÅ 3ą┤ ąĮą░ą┐ąĄčćą░čéą░ąĮąĮčŗą╝ čłąĄčüč鹥čĆąĄąĮą║ą░ą╝ ąĄčēčæ ąĮąĄ ą▓ąĄčĆčÄ. ąóą░ą║ ą▓ąĄčĆčīč鹥 ąĖą╗ąĖ ąĮąĄčé, ąĮąŠ ąŠąĮąĖ čĆą░ą▒ąŠčéą░čÄčé, čüą░ą╝ąĖ 3ąö ą┐čĆąĖąĮč鹥čĆčŗ č鹊ą╝čā ą┐čĆąĖą╝ąĄčĆ. ąÜ č鹊ą╝čā ąČąĄ, ąĄčüčéčī ąĮąĄą╣ą╗ąŠąĮąŠą▓čŗą╣ čäąĖą╗ą░ą╝ąĄąĮčé, čéą░ą╝ ąĄčēąĄ ąĖ ąĖąĘąĮąŠčüąŠčüč鹊ą╣ą║ąŠčüčéčī ą┐ąŠą╗čāčćą░ąĄčéčüčÅ čłąĖą║ą░čĆąĮą░čÅ... ąóąŠ, čćč鹊 ąĖčģ (čłąĄčüč鹥čĆąĄąĮą║ąĖ) ą┐ąĄčćą░čéą░čÄčé ą┤ą╗čÅ čüą░ą╝ąĖčģ-ąČąĄ ą┐čĆąĖąĮč鹥čĆąŠą▓ - ą┐ąŠąĮčÅčéąĮąŠ. ąóą░ą╝ ąĮą░ą│čĆčāąĘą║ą░ - ąĮąĖą║ą░ą║ą░čÅ. ąś čéčĆąĄą▒ąŠą▓ą░ąĮąĖą╣ ą║ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╣ ą┐čĆąŠčćąĮąŠčüčéąĖ ąĮąĄčé ąŠčüąŠą▒čŗčģ. ą» ą▒čŗ čü ąĖąĮč鹥čĆąĄčüąŠą╝ ąĮą░ą┐ąĄčćą░čéą░ą╗ ą┤ąĄčüčÅč鹊ą║ ą┤ąĄčéą░ą╗ąĄą╣ (ąĮąĄą┤ąŠčüčéą░čÄčēąĖčģ) ą┤ą╗čÅ čüčŗąĮą░ ą║ ąĄą│ąŠ ą║ąŠąĮčüčéčĆčāą║č鹊čĆčā čéąĖą┐ą░ ąøąĢąōą×, čćč鹊ą▒čŗ čüąŠą▒čĆą░čéčī ą╝ąŠč鹊čåąĖą║ą╗ ąĖą╗ąĖ ą╝ą░čłąĖąĮą║čā čü ą╝ą░čüčüąŠą╣ ą║ąĖąĮąĄą╝ą░čéąĖą║ąĖ ąĖ ą┤ą▓ąĖąČčāčēąĖčģčüčÅ čĆąĄą┤čāą║č鹊čĆąŠą▓. ąöą╗čÅ čŹč鹊ą│ąŠ, ą╝ąŠąĄ ąśą£ąźą×, ąĮčŗąĮąĄčłąĮąĖąĄ 3ą┤ ą┐čĆąĖąĮč鹥čĆčŗ ąĖ čüą┤ąĄą╗ą░ąĮčŗ - ąĖą│čĆčāčłą║ąĖ. ąÉ ą▓ąŠčé čéą░ą║ąĖąĄ čłąĄčüč鹥čĆąĄąĮą║ąĖ - čŹč鹊 čĆąĄą┤čāą║č鹊čĆ ąĖąĘ ą▒ą╗ąĄąĮą┤ąĄčĆą░, PLA ą┐ą╗ą░čüčéąĖą║ čāąČąĄ ąĮąĄ čüą┤čĹȹĖčé - čĆą░čüą┐ą╗ą░ą▓ąĖčéčüčÅ.  ą©čéą░čéąĮčŗąĄ čłąĄčüč鹥čĆąĄąĮą║ąĖ (ą▒ąĄą╗čŗąĄ, ąĄčēčæ ą▓ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąŠą╣ ąŠą▒ąŠą╣ą╝ąĄ) ą┐čĆąŠčüą╗čāąČąĖą╗ąĖ ą│ąŠą┤-ą┐ąŠą╗č鹊čĆą░ - ą┐čĆąŠą▓ąĄčĆąĮčāą╗čüčÅ čåąĄąĮčéčĆą░ą╗čīąĮčŗą╣ čłčéąĖčäčé čü ąĮą░čüąĄčćą║ąŠą╣ - ą▓čüčæ, ą▓ąĄčüčī ą▒ą╗ąĄąĮą┤ąĄčĆ ą▓ ą┐ąŠą╝ąŠą╣ą║čā,ą┐ąŠą║čāą┐ą░ą╣ ąĮąŠą▓čŗą╣ (čüą╗ą░ą▓ą░ ą╝ą░čĆą║ąĄčéąĖąĮą│čā!). ąÆčŗčĆąĄąĘą░ą╗ ąĖąĘ ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čéą░ - č鹥ą┐ąĄčĆčī ą▓ ą▒ą╗ąĄąĮą┤ąĄčĆąĄ ą╝ąŠąČąĮąŠ ą│ą▓ąŠąĘą┤ąĖ čĆčāą▒ąĖčéčī ą» čŹč鹊 ą║ č鹊ą╝čā, čćč鹊 ąĮąĖčłą░ 3ą┤ ą┐ąĄčćą░čéąĖ ąŠč湥ąĮčī čāąĘąĄąĮčīą║ą░čÅ ąĖąĘ-ąĘą░ ąŠč湥ą▓ąĖą┤ąĮčŗčģ ąŠą│čĆą░ąĮąĖč湥ąĮąĖą╣ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
PolSerg
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 15:49:48 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 9
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 81
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą┤ąĄą║ 29, 2008 15:32:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 313
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
boka1733 ą┐ąĖčüą░ą╗(ą░): ąóą░ą╝ ąĮą░ą│čĆčāąĘą║ą░ - ąĮąĖą║ą░ą║ą░čÅ. ąś čéčĆąĄą▒ąŠą▓ą░ąĮąĖą╣ ą║ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╣ ą┐čĆąŠčćąĮąŠčüčéąĖ ąĮąĄčé ąŠčüąŠą▒čŗčģ. ąÉ ą▓ąŠčé čŹč鹊 ąÆčŗ ąĘčĆčÅ, ą┐ąŠčüčćąĖčéą░ą╣č鹥 ą║ą░ą║ąŠąĄ ą┤ą░ą▓ą╗ąĄąĮąĖąĄ čüąŠąĘą┤ą░ąĄčéčüčÅ ą▓ čģąŠčé菹Įą┤ąĄ ą┐čĆąĖ ą┐ąĄčćą░čéąĖ ąĮą░ ą┐čĆąĖą╗ąĖčćąĮąŠą╣ čüą║ąŠčĆąŠčüčéąĖ, ą┤ą░ ąĄčēąĄ ąĄčüą╗ąĖ ą┐čĆčāč鹊ą║ 3ą╝ą╝, ą╝ąŠą╣ ą┐ąŠą┤ą░čÄčēąĖą╣ ą╝ąĄčģą░ąĮąĖąĘą╝ ą║ąŠą│ą┤ą░ čģąŠčé菹Įą┤ ąĘą░ą║ą╗ąĖąĮąĖą╗ ąĘą░ą┐ąĖčģą░ą╗ ą┐čĆčāč鹊ą║ čü čéą░ą║ąĖą╝ čāčüąĖą╗ąĖąĄą╝ čćč鹊 čĆą░ąĘąŠčĆą▓ą░ą╗ ą┐ąĮąĄą▓ą╝ą░čéąĖč湥čüą║ąĖą╣ čäąĖčéąĖąĮą│, ą░ ąŠąĮ čĆą░čüčüčćąĖčéą░ąĮ ąĮą░ ąŠč湥ąĮčī ąĮąĄ čüą╗ą░ą▒ąŠąĄ ą┤ą░ą▓ą╗ąĄąĮąĖąĄ... ąöą░ ąĖ ą▓ąŠąŠą▒čēąĄ čā ąĮą░ą┐ąĄčćą░čéą░ąĮąĮčŗčģ ą╝ąŠą┤ąĄą╗ąĄą╣ ąĮąĄ čüąĖą╝ą╝ąĄčéčĆąĖčćąĮą░čÅ čüčéčĆčāą║čéčāčĆą░, čüą╗ąŠąĖ ąŠč湥ąĮčī ą┐čĆąŠčćąĮčŗąĄ ąĮą░ čĆą░ąĘčĆčŗą▓, ąĮąŠ čüąĖą╗ą░ čüčåąĄą┐ą╗ąĄąĮąĖčÅ čüą╗ąŠąĄą▓ ąĮąĄ ą▓ąĄą╗ąĖą║ą░, čŹč鹊 ąĮčāąČąĮąŠ ąĘąĮą░čéčī ąĖ čāą╝ąĄčéčī ąĮą░ą┐ąĄčćą░čéą░čéčī ą╝ąŠą┤ąĄą╗čī čü ą┐ąŠą┐čĆą░ą▓ą║ąŠą╣ ąĮą░ čŹčéčā ąŠčüąŠą▒ąĄąĮąĮąŠčüčéčī. boka1733 ą┐ąĖčüą░ą╗(ą░): ąÆčŗčĆąĄąĘą░ą╗ ąĖąĘ ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čéą░ - č鹥ą┐ąĄčĆčī ą▓ ą▒ą╗ąĄąĮą┤ąĄčĆąĄ ą╝ąŠąČąĮąŠ ą│ą▓ąŠąĘą┤ąĖ čĆčāą▒ąĖčéčī ą» čŹč鹊 ą║ č鹊ą╝čā, čćč鹊 ąĮąĖčłą░ 3ą┤ ą┐ąĄčćą░čéąĖ ąŠč湥ąĮčī čāąĘąĄąĮčīą║ą░čÅ ąĖąĘ-ąĘą░ ąŠč湥ą▓ąĖą┤ąĮčŗčģ ąŠą│čĆą░ąĮąĖč湥ąĮąĖą╣ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ. ąÆčŗ čüąĮą░čćą░ą╗ą░ č鹥čģąĮąŠą╗ąŠą│ąĖčÄ-č鹊 ąĖąĘčāčćąĖč鹥, ąĮą░ PLA ą╝ąĖčĆ ą║ą╗ąĖąĮąŠą╝ ąĮąĄ čüąŠčłąĄą╗čüčÅ, ąĄčüčéčī ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čéąĮčŗą╣ čäąĖą╗ą░ą╝ąĄąĮčé, ąĄčüčéčī ą║ą░ą┐čĆąŠąĮ, ą┤ą░ąČąĄ ąĄčüčéčī 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéą░ą╗čīąĮčŗąĄ čéčāą│ąŠą┐ą╗ą░ą▓ą║ąĖąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ ąĮą░ ąŠčüąĮąŠą▓ąĄ č鹥čäą╗ąŠąĮą░, ą╝ąĮąŠą│ąŠ č湥ą│ąŠ ąĄčüčéčī....
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 18:28:58 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 2
|
PolSerg ą┐ąĖčüą░ą╗(ą░): ąÆčŗ čüąĮą░čćą░ą╗ą░ č鹥čģąĮąŠą╗ąŠą│ąĖčÄ-č鹊 ąĖąĘčāčćąĖč鹥, ąĮą░ PLA ą╝ąĖčĆ ą║ą╗ąĖąĮąŠą╝ ąĮąĄ čüąŠčłąĄą╗čüčÅ, ąĄčüčéčī ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čéąĮčŗą╣ čäąĖą╗ą░ą╝ąĄąĮčé, ąĄčüčéčī ą║ą░ą┐čĆąŠąĮ, ą┤ą░ąČąĄ ąĄčüčéčī 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéą░ą╗čīąĮčŗąĄ čéčāą│ąŠą┐ą╗ą░ą▓ą║ąĖąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ ąĮą░ ąŠčüąĮąŠą▓ąĄ č鹥čäą╗ąŠąĮą░, ą╝ąĮąŠą│ąŠ č湥ą│ąŠ ąĄčüčéčī.... ąÆąŠčé čéčāčé ą┐ąŠą╗ąĮąŠčüčéčīčÄ čüąŠą│ą╗ą░čüąĄąĮ - ą▓ ą╝ąĖčĆąĄ 3ą┤ ą┐ąĄčćą░čéąĖ ą║ą░ąČą┤čŗą╣ ą┤ąĄąĮčī čćč鹊-č鹊 ąĮąŠą▓ąŠąĄ ąŠą▒čŖčÅą▓ą╗čÅčÄčé, ąĮąĄ čāčüą╗ąĄą┤ąĖčéčī. ąØąŠ, čŹč鹊 ą╗ąĖą▒ąŠ ą▒ąĄąĘčāą╝ąĮąŠ ą┤ąŠčĆąŠą│ąŠ ąĖ čüą╗ąŠąČąĮąŠ, ą╗ąĖą▒ąŠ ą▒ą░ąĮą░ą╗čīąĮąŠ ąĮąĄą┤ąŠčüčéčāą┐ąĮąŠ ą▓ ąĮą░čłąĄą╝ ą┤ą░ą╗ąĄą║ąŠą╝ ąĘą░ą£ąÜąÉąöąĖąĖ. ą» ąĮąĖč湥ą│ąŠ ąĮąĄ ąĖą╝ąĄčÄ ą┐čĆąŠčéąĖą▓ 3ą┤ ą┐ąĄčćą░čéąĖ , ąĮąŠ ąŠąĮą░ ą┐ąŠą║ą░ ą▓čŗą│ą╗čÅą┤ąĖčé (ąĮą░ ą╝ąŠą╣ ą▓ąĘą│ą╗čÅą┤) ąŠč湥ąĮčī "ąĖą│čĆčāčłąĄčćąĮąŠ", ąĮąĄčüą╝ąŠčéčĆčÅ ąĮą░ ą▓čüąĄ ą┐ąŠčéčāą│ąĖ ą┐ąŠ ą▓ąĮąĄą┤čĆąĄąĮąĖčÄ čŹč鹊ą│ąŠ ą┤ąĄą╗ą░ ą▓ąĄąĘą┤ąĄ ą┐ąŠą┤čĆčÅą┤. ą¦ąĄą╝-č鹊 ąĮą░ą┐ąŠą╝ąĖąĮą░ąĄčé 菹┐ąŠčģčā ą┐ąŠčÅą▓ą╗ąĄąĮąĖčÅ čåąĖčäčĆąŠą▓čŗčģ č乊č鹊ą░ą┐ą┐ą░čĆą░č鹊ą▓ - 0,3 ą╝ąĄą│ą░ą┐ąĖą║čüąĄą╗čÅ! 2,0 ą╝ąĄą│ą░ą┐ąĖą║čüąĄą╗čÅ čāą╝ąŠą┐ąŠą╝čĆą░čćąĖč鹥ą╗čīąĮąŠąĄ ą║ą░č湥čüčéą▓ąŠ!! - ą║čĆąĖčćą░ą╗ą░ čĆąĄą║ą╗ą░ą╝ą░ ąĖąĘ ą▓čüąĄčģ ąĖčüč鹊čćąĮąĖą║ąŠą▓. ąś ą┐čĆąŠą┤ą░ąČąĖ ą╝čŗą╗čīąĮąĖčå čĆąŠčüą╗ąĖ ąóą░ą║ ąĖ čü 3ą┤ ą┐čĆąĖąĮč鹥čĆą░ą╝ąĖ. ąĪąĄą╣čćą░čü čāą▒ąĄąČą┤ą░čÄčé ąĖčģ ą┐ąŠą║čāą┐ą░čéčī "ą║ą░ąČą┤ąŠą╣ ą┤ąŠą╝ąŠčģąŠąĘčÅą╣ą║ąĄ", čģąŠčéčÅ 90% ą┐ąŠą║čāą┐ą░č鹥ą╗ąĄą╣ ą╝ą░ą╗ąŠ ą┐ąŠąĮąĖą╝ą░čÄčé ąĘą░č湥ą╝ ąĖą╝ čŹč鹊 ąĮą░ą┤ąŠ. ą×ą┤ąĮąŠ čĆą░ą┤čāąĄčé - čåąĄąĮą░ čüąĖą╗čīąĮąŠ čüą║ą░čéąĖą╗ą░čüčī ą▓ąĮąĖąĘ, čāąČąĄ ą┤ąŠ čĆą░ąĘčāą╝ąĮčŗčģ "čģąŠą▒ą▒ąĖą╣ąĮčŗčģ" ąĘąĮą░č湥ąĮąĖą╣. ąĪčéą░ą╗ąŠ ą┤ąŠčüčéčāą┐ąĮąŠ ą┤ą╗čÅ ą╝ąŠą╗ąŠą┤ąĄąČąĖ - ą╝ąŠąČąĮąŠ ą║čāą┐ąĖčéčī, ą┐ąŠąĖą│čĆą░čéčīčüčÅ ąĖ ąĘą░ą▒čĆąŠčüąĖčéčī, ą║ą░ą║ ą║ą▓ą░ą┤čĆąŠą║ąŠą┐č鹥čĆ ąĖą╗ąĖ čüą║čāč鹥čĆ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
PolSerg
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 19:00:15 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 9
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 81
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą┤ąĄą║ 29, 2008 15:32:44
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 313
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
boka1733 ą┐ąĖčüą░ą╗(ą░): ąØąŠ, čŹč鹊 ą╗ąĖą▒ąŠ ą▒ąĄąĘčāą╝ąĮąŠ ą┤ąŠčĆąŠą│ąŠ ąĖ čüą╗ąŠąČąĮąŠ, ą╗ąĖą▒ąŠ ą▒ą░ąĮą░ą╗čīąĮąŠ ąĮąĄą┤ąŠčüčéčāą┐ąĮąŠ ą▓ ąĮą░čłąĄą╝ ą┤ą░ą╗ąĄą║ąŠą╝ ąĘą░ą£ąÜąÉąöąĖąĖ. ą» ąĮąĖč湥ą│ąŠ ąĮąĄ ąĖą╝ąĄčÄ ą┐čĆąŠčéąĖą▓ 3ą┤ ą┐ąĄčćą░čéąĖ , ąĮąŠ ąŠąĮą░ ą┐ąŠą║ą░ ą▓čŗą│ą╗čÅą┤ąĖčé (ąĮą░ ą╝ąŠą╣ ą▓ąĘą│ą╗čÅą┤) ąŠč湥ąĮčī "ąĖą│čĆčāčłąĄčćąĮąŠ", ąĮąĄčüą╝ąŠčéčĆčÅ ąĮą░ ą▓čüąĄ ą┐ąŠčéčāą│ąĖ ą┐ąŠ ą▓ąĮąĄą┤čĆąĄąĮąĖčÄ čŹč鹊ą│ąŠ ą┤ąĄą╗ą░ ą▓ąĄąĘą┤ąĄ ą┐ąŠą┤čĆčÅą┤. ą¤čĆąŠ ąĘą░ą╝ą║ą░ą┤čīąĄ ąĮąĄ ąĮą░ą┤ąŠ, čüą░ą╝ čéą░ą╝ ąČąĖą▓čā, ą┐ąŠčćčéčŗ ąĖ čéčĆą░ąĮčüą┐ąŠčĆčéąĮčŗąĄ ą║ąŠą╝ą┐ą░ąĮąĖąĖ ąĮąĖą║č鹊 ąĮąĄ ąŠčéą╝ąĄąĮčÅą╗, čüąĄą╣čćą░čü ą▓čüąĄ ą┤ąŠčüčéčāą┐ąĮąŠ, čģąŠč湥čłčī ąĖąĘ ą£ąŠčüą║ą▓čŗ, čģąŠč湥čłčī ąĖąĘ ąĪą░ąĮą║čé-ą¤ąĄč鹥čĆą▒čāčĆą│ą░, ą░ čģąŠč湥čłčī ąĖąĘ ąÜąĖčéą░čÅ.... ąÆąŠčé ą┤ą░ą╗ąĄą║ąŠ ąĮąĄ ą┐ąŠą╗ąĮčŗą╣ ą┐ąĄčĆąĄč湥ąĮčī ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą┤ą╗čÅ 3ąö ą┐ąĄčćą░čéąĖ: 1 ą¤ąŠą╗ąĖą╗ą░ą║čéąĖą┤ (PLA, ą¤ąøąÉ) 2 ąÉą║čĆąĖą╗ąŠąĮąĖčéčĆąĖą╗ą▒čāčéą░ą┤ąĖąĄąĮčüčéąĖčĆąŠą╗ (ABS, ąÉąæąĪ) 3 ą¤ąŠą╗ąĖą▓ąĖąĮąĖą╗ąŠą▓čŗą╣ čüą┐ąĖčĆčé (PVA, ą¤ąÆąÉ) 4 ąØąĄą╣ą╗ąŠąĮ (Nylon) 5 ą¤ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čé (PC, ą¤ąÜ) 6 ą¤ąŠą╗ąĖčŹčéąĖą╗ąĄąĮ ą▓čŗčüąŠą║ąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéąĖ (HDPE, ą¤ąØąö) 7 ą¤ąŠą╗ąĖą┐čĆąŠą┐ąĖą╗ąĄąĮ (PP, ą¤ą¤) 8 ą¤ąŠą╗ąĖą║ą░ą┐čĆąŠą╗ą░ą║č鹊ąĮ (PCL) 9 ą¤ąŠą╗ąĖč乥ąĮąĖą╗čüčāą╗čīč乊ąĮ (PPSU) 10 ą¤ąŠą╗ąĖą╝ąĄčéąĖą╗ą╝ąĄčéą░ą║čĆąĖą╗ą░čé (Acrylic, ąŠčĆą│čüč鹥ą║ą╗ąŠ, ą░ą║čĆąĖą╗, ą¤ą£ą£ąÉ) 11 ą¤ąŠą╗ąĖčŹčéąĖą╗ąĄąĮč鹥čĆąĄčäčéą░ą╗ą░čé (PET, ą¤ąŁąó) 12 ąŻą┤ą░čĆąŠą┐čĆąŠčćąĮčŗą╣ ą┐ąŠą╗ąĖčüčéąĖčĆąŠą╗ (HIPS) 13 ąöčĆąĄą▓ąĄčüąĮčŗąĄ ąĖą╝ąĖčéą░č鹊čĆčŗ (LAYWOO-D3, BambooFill) 14 ąśą╝ąĖčéą░č鹊čĆčŗ ą┐ąĄčüčćą░ąĮąĖą║ą░ (Laybrick) 15 ąśą╝ąĖčéą░č鹊čĆčŗ ą╝ąĄčéą░ą╗ą╗ąŠą▓ (BronzeFill) ąÉ čćč鹊 ą║ą░čüą░ąĄą╝ąŠ ąĖą│čĆčāčłąĄčćąĮąŠčüčéąĖ, 3ąö ą┐čĆąĖąĮč鹥čĆ čŹč鹊 ąĮąĖčćč鹊 ąĖąĮąŠąĄ ą║ą░ą║ ąĖąĮčüčéčĆčāą╝ąĄąĮčé, čŹč鹊 ą▓čüąĄ čĆą░ą▓ąĮąŠ čćč鹊 čüą║ą░ąĘą░čéčī ą╝ąŠą╗ąŠč鹊ą║ čŹč鹊 ąĖą│čĆčāčłą║ą░ ą║ą░ą║ą░čÅ-č鹊 ąĖą╝ č鹊ą╗čīą║ąŠ ą│ą▓ąŠąĘą┤ąĖ ąĘą░ą▒ąĖą▓ą░čéčī ą╝ąŠąČąĮąŠ, ą░, č鹥ą╝ ą▓čĆąĄą╝ąĄąĮąĄą╝, ą╗čÄą┤ąĖ čåąĄą╗čŗąĄ ą┤ąŠą╝ą░ čü ą┐ąŠą╝ąŠčēčīčÄ ą│ą▓ąŠąĘą┤ąĄą╣ čüčéčĆąŠčÅčé... ąÆąŠčé ąĮąĄą┤ą░ą▓ąĮąŠ ąĮą░ čŹč鹊ą╣ ąĖą│čĆčāčłą║ąĄ čüą▓ąĄčĆą╗ąĖą╗ą║čā ą┤ą╗čÅ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé ąĮą░ą┐ąĄčćą░čéą░ą╗: http://radiokot.ru/forum/viewtopic.php?p=3037607#p3037607 ąØčāąČąĮą░ ą▒ąŠą╗čīčłą░čÅ ą┐čĆąŠčćąĮąŠčüčéčī, ąŠčüą▓ąŠą╣č鹥 ą╗ąĖčéčīąĄ ą░ą╗čÄą╝ąĖąĮąĖčÅ ą▓ąŠčé ą┐čĆąĖą╝ąĄčĆ ą╗ąĖčéčīčÅ ą┐ąŠ ą╝ąŠą┤ąĄą╗čÅą╝ ąĮą░ą┐ąĄčćą░čéą░ąĮąĮčŗą╝ ąĮą░ 3D-ą┐čĆąĖąĮč鹥čĆąĄ: https://geektimes.ru/post/257540/. ąÆą║ą╗čÄčćąĖč鹥 ąĮą░ą║ąŠąĮąĄčå čäą░ąĮčéą░ąĘąĖčÄ ąĖ ąÆčŗ ąĮą░ą╣ą┤ąĄčé ąĮąĄąŠą│čĆą░ąĮąĖč湥ąĮąĮąŠąĄ ą┐ąŠą╗ąĄ ą▓ąŠąĘą╝ąŠąČąĮąŠčüč鹥ą╣.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
mr_kot
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą╝ą░čĆ 14, 2017 21:57:14 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 18
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1121
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ąĮąŠčÅ 27, 2009 18:12:27
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 4625
ą×čéą║čāą┤ą░: ą¦ąĄčĆą║ą░čüčüčŗ, UA
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Jeri ą┐ąĖčüą░ą╗(ą░): ą┐ąŠą┤ą░čćą░ 700-800ą╝ą╝/ą╝ąĖąĮ, ąŠą▒ąŠčĆąŠčéčŗ 15000, ąĘą░ą│ą╗čāą▒ą╗ąĄąĮąĖąĄ 1.5-2ą╝ą╝ ąĘą░ ą┐čĆąŠčģąŠą┤, ąĖčüą┐ąŠą╗čīąĘčāčÄ čéą░ą║ąŠą╣ čĆąĄąČąĖą╝ ą┤ą╗čÅ čŹčéąĖčģ čäčĆąĄąĘ ą┐čĆąĖ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐ą╗ą░čüčéąĖą║ą░. ą×čģą╗ą░ąČą┤ąĄąĮąĖąĄ ą┤ą╗čÅ čäčĆąĄąĘčŗ ą║ą░ą║ąŠąĄ-č鹊 ą┐čĆąĖą╝ąĄąĮčÅąĄčéčüčÅ (ą▓ąŠą┤ą░, čüą┐ąĖčĆčé ąĖ čé.ą┐.)? ąś ąĄčēąĄ - ąĘą░čēąĖčéąĮą░čÅ ą┐ąŠą╗ąĖčŹčéąĖą╗ąĄąĮąŠą▓ą░čÅ ą┐ą╗ąĄąĮą║ą░ ąĮą░ ą┐ą╗ą░čüčéąĖą║ąĄ. ąśąĮąŠą│ą┤ą░ ąŠąĮą░ ąŠčéčüą╗ą░ąĖą▓ą░ąĄčéčüčÅ ąĖ ąĮą░ą╝ą░čéčŗą▓ą░ąĄčéčüčÅ ąĮą░ čäčĆąĄąĘčā  ąŻą┤ą░ą╗čÅčéčī ąĄąĄ ą┐ąĄčĆąĄą┤ čĆąĄąĘą║ąŠą╣ ąĮąĄ čģąŠč鹥ą╗ąŠčüčī ą▒čŗ - ą▓čüąĄ-čéą░ą║ąĖ ą║ą░ą║ą░čÅ-ąĮąĖą║ą░ą║ą░čÅ ąĘą░čēąĖčéą░ ąŠčé čåą░čĆą░ą┐ąĖąĮ. ąśą╗ąĖ ąŠčüčéčĆą░čÅ čäčĆąĄąĘą░ čĆąĄčłą░ąĄčé čŹčéčā ą┐čĆąŠą▒ą╗ąĄą╝čā? ążčĆąĄąĘčŗ čā ą╝ąĄąĮčÅ ą║ąĖčéą░ą╣čüą║ąĖąĄ, ą┤ą╗čÅ ą┐ą╗ąĄą║čüą░ čüą┐ąĄčåąĖą░ą╗čīąĮąŠ ą┐ąŠą║čāą┐ą░ą╗ ąŠą┤ąĮąŠąĘą░čģąŠą┤ąĮčŗąĄ. ąØą░ą┤ąŠ ą▒čāą┤ąĄčé ą┐čĆąĖą║čāą┐ąĖčéčī čłčéą░č鹊ą▓čüą║ąĖčģ, ą┐ąŠ čüčüčŗą╗ą║ąĄ, čüčĆą░ą▓ąĮąĖčéčī čü ą║ąĖčéą░ą╣čüą║ąĖą╝ąĖ. ąźąŠčéčÅ, ą┐ąŠ čåąĄąĮąĄ ąŠąĮąĖ ąĮąĄ čüąĖą╗čīąĮąŠ ąŠčéą╗ąĖčćą░čÄčéčüčÅ. ąöąŠčüčéą░ą▓ą║ą░ ąĖąĘ ą©čéą░č鹊ą▓ č鹊ą╗čīą║ąŠ ą║čāčüą░ąĄčéčüčÅ.
_________________

ąÆ ą╝ąĖčĆąĄ ąĮąĄčé ą▓čĆąĄą┤ąĮčŗčģ ą▓ąĄčēąĄčüčéą▓, ą▓ ą╝ąĖčĆąĄ ąĄčüčéčī ą▓čĆąĄą┤ąĮčŗąĄ ą║ąŠą╗ąĖč湥čüčéą▓ą░ ┬® ąö.ąś.ą£ąĄąĮą┤ąĄą╗ąĄąĄą▓
ąÜąŠą│ą┤ą░ ąĮą░ č乊čĆčāą╝ąĄ ą┐ąĄčĆąĄčģąŠą┤čÅčé ąĮą░ "ąÆčŗ", ą▓ čĆąĄą░ą╗čīąĮąŠą╣ ąČąĖąĘąĮąĖ čāąČąĄ ą┤ą░ą▓ąĮąŠ ą▒čīčÄčé ą╝ąŠčĆą┤čā ┬® ą░ą▓č鹊čĆ ąĮąĄąĖąĘą▓ąĄčüč鹥ąĮ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
Jeri
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą╝ą░čĆ 15, 2017 03:33:13 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 6
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 84
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ čüąĄąĮ 09, 2015 09:39:12
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 324
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 3
|
mr_kot ą┐ąĖčüą░ą╗(ą░): ą×čģą╗ą░ąČą┤ąĄąĮąĖąĄ ą┤ą╗čÅ čäčĆąĄąĘčŗ ą║ą░ą║ąŠąĄ-č鹊 ą┐čĆąĖą╝ąĄąĮčÅąĄčéčüčÅ (ą▓ąŠą┤ą░, čüą┐ąĖčĆčé ąĖ čé.ą┐.)? ąś ąĄčēąĄ - ąĘą░čēąĖčéąĮą░čÅ ą┐ąŠą╗ąĖčŹčéąĖą╗ąĄąĮąŠą▓ą░čÅ ą┐ą╗ąĄąĮą║ą░ ąĮą░ ą┐ą╗ą░čüčéąĖą║ąĄ. ąśąĮąŠą│ą┤ą░ ąŠąĮą░ ąŠčéčüą╗ą░ąĖą▓ą░ąĄčéčüčÅ ąĖ ąĮą░ą╝ą░čéčŗą▓ą░ąĄčéčüčÅ ąĮą░ čäčĆąĄąĘčā ąŻą┤ą░ą╗čÅčéčī ąĄąĄ ą┐ąĄčĆąĄą┤ čĆąĄąĘą║ąŠą╣ ąĮąĄ čģąŠč鹥ą╗ąŠčüčī ą▒čŗ - ą▓čüąĄ-čéą░ą║ąĖ ą║ą░ą║ą░čÅ-ąĮąĖą║ą░ą║ą░čÅ ąĘą░čēąĖčéą░ ąŠčé čåą░čĆą░ą┐ąĖąĮ. ąśą╗ąĖ ąŠčüčéčĆą░čÅ čäčĆąĄąĘą░ čĆąĄčłą░ąĄčé čŹčéčā ą┐čĆąŠą▒ą╗ąĄą╝čā? ążčĆąĄąĘčŗ čā ą╝ąĄąĮčÅ ą║ąĖčéą░ą╣čüą║ąĖąĄ, ą┤ą╗čÅ ą┐ą╗ąĄą║čüą░ čüą┐ąĄčåąĖą░ą╗čīąĮąŠ ą┐ąŠą║čāą┐ą░ą╗ ąŠą┤ąĮąŠąĘą░čģąŠą┤ąĮčŗąĄ. ąØą░ą┤ąŠ ą▒čāą┤ąĄčé ą┐čĆąĖą║čāą┐ąĖčéčī čłčéą░č鹊ą▓čüą║ąĖčģ, ą┐ąŠ čüčüčŗą╗ą║ąĄ, čüčĆą░ą▓ąĮąĖčéčī čü ą║ąĖčéą░ą╣čüą║ąĖą╝ąĖ. ąźąŠčéčÅ, ą┐ąŠ čåąĄąĮąĄ ąŠąĮąĖ ąĮąĄ čüąĖą╗čīąĮąŠ ąŠčéą╗ąĖčćą░čÄčéčüčÅ. ąöąŠčüčéą░ą▓ą║ą░ ąĖąĘ ą©čéą░č鹊ą▓ č鹊ą╗čīą║ąŠ ą║čāčüą░ąĄčéčüčÅ. ąĪą×ą¢ ą┤ą╗čÅ čĆąĄąĘą║ąĖ ą┐ą╗ą░čüčéąĖą║ą░ ąĮąĄ ą┐čĆąĖą╝ąĄąĮčÅčÄ, čü ą┐ą╗ąĄąĮą║ąŠą╣ ąĮąĄ čĆąĄąĘą░ą╗, ą║ąĖčéą░ą╣čüą║ąĖąĄ čäčĆąĄąĘčŗ ąŠčüąŠą▒ąĄąĮąĮąŠ 1 ąĘą░čģąŠą┤ąĮčŗąĄ čüą║ąŠą╗čīą║ąŠ ą┐ąŠą║čāą┐ą░ą╗ ąĮą░ ą░ą╗ąĖ, ą▓čüąĄ ą┐čĆąĖčģąŠą┤ąĖą╗ąĖ čéčāą┐čŗąĄ - ą╝čāčüąŠčĆ. ąĄčüą╗ąĖ ą╗ąĖčüčé ą┐ą╗ą░čüčéąĖą║ą░ č鹊ąĮą║ąĖą╣, ą╝ąŠąČąĄčé čüč鹊ąĖčé ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī čäčĆąĄąĘčŗ čü čāą┤ą░ą╗ąĄąĮąĖąĄą╝ čüčéčĆčāąČą║ąĖ ą▓ąĮąĖąĘ? ąĄčüą╗ąĖ ą┐ąŠą║čāą┐ą░čéčī 5-10 čäčĆąĄąĘ 1-ą│ąŠ čéąĖą┐ą░ č鹊 ą┤ą░, ą┤ąŠčüčéą░ą▓ą║ą░ ą▓čŗčģąŠą┤ąĖčé ą┤ąŠčĆąŠą│ąŠ, ąĮąŠ ąĄčüą╗ąĖ ą▒čāą┤ąĄčé ąĮą░ą▒čĆą░ąĮąŠ ąĮąĄčüą║ąŠą╗čīą║ąŠ čéąĖą┐ąŠą▓ čäčĆąĄąĘ,čüč鹊ąĖą╝ąŠčüčéčī ą┤ąŠčüčéą░ą▓ą║ąĖ čü č鹊ą│ąŠ ą╝ą░ą│ą░ąĘąĖąĮą░ ąĮą░ ebay ą║ąŠąĮčüąŠą╗ąĖą┤ąĖčĆčāąĄčéčüčÅ, ą░ ąĮąĄ ą┐ą╗čÄčüčāąĄčéčüčÅ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
selenur
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą╝ą░čĆ 15, 2017 04:15:31 |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 72
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ą╝ą░čĆ 14, 2017 04:00:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 102
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 3
|
|
ą¤čĆąĖ čäčĆąĄąĘąĄčĆąŠą▓ą║ąĄ ą┐ą╗ą░čüčéąĖą║ą░ ąĖąĘ čłą┐čĆąĖčåą░ ą▒čĆčŗąĘą│ą░čÄ ą▓ąŠą┤ąŠą╣, ąĖ ą╗čÄą▒ąŠą╣ ą┐ą╗ą░čüčéąĖą║ čćč鹊 ą╝ąĮąĄ ą┐ąŠą┐ą░ą┤ą░ą╗čüčÅ čĆąĄąĘą░ą╗čüčÅ čéą░ą║ąĖą╝ ąŠą▒čĆą░ąĘąŠą╝ ąŠčéą╗ąĖčćąĮąŠ, ą┤ą╗čÅ čäčĆąĄąĘąĄčĆąŠą▓ą║ąĖ ą┐ą╗ą░čüčéąĖą║ą░ ą▒ąĄąĘ čüąŠąČ ąĮčāąČąĮąŠ ąĖą╝ąĄčéčī ąĮąĄ č鹊ą╗čīą║ąŠ ąŠčüčéčĆčŗąĄ čäčĆąĄąĘčŗ, ąĮąŠ ąĖ čāą╝ąĄčéčī ą┐čĆą░ą▓ąĖą╗čīąĮąŠ čĆą░čüčüčćąĖčéą░čéčī čüą║ąŠčĆąŠčüčéčī ą┐ąŠą┤ą░čćąĖ, ąŠą▒ąŠčĆąŠč鹊ą▓.
ąÜą░ą║ ąŠą║ą░ąĘą░ą╗ąŠčüčī čŹč鹊 ą▓ąŠąĘą╝ąŠąČąĮąŠ, ąĮąŠ ą╝čāč鹊čĆąĮąŠ, ą▓ ąĖč鹊ą│ąĄ ą┐čĆąŠčüč鹊 ą▒čĆčŗąĘą│ą░čÄ ą▓ąŠą┤ąŠą╣.
_________________
ą×ą▒ąŠ ą╝ąĮąĄ: selenur.ru
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąśąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą║ąŠčĆą┐čāčüąŠą▓ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ 3D ą┐čĆąĖąĮč鹥čĆą░ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą╝ą░čĆ 15, 2017 16:29:35 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 3
|
mr_kot ą┐ąĖčüą░ą╗(ą░): ąŠą▒ąŠčĆąŠčéčŗ 15000
ą×čģą╗ą░ąČą┤ąĄąĮąĖąĄ ą┤ą╗čÅ čäčĆąĄąĘčŗ ą║ą░ą║ąŠąĄ-č鹊 ą┐čĆąĖą╝ąĄąĮčÅąĄčéčüčÅ (ą▓ąŠą┤ą░, čüą┐ąĖčĆčé ąĖ čé.ą┐.)?
ąś ąĄčēąĄ - ąĘą░čēąĖčéąĮą░čÅ ą┐ąŠą╗ąĖčŹčéąĖą╗ąĄąĮąŠą▓ą░čÅ ą┐ą╗ąĄąĮą║ą░ ąĮą░ ą┐ą╗ą░čüčéąĖą║ąĄ. ąśąĮąŠą│ą┤ą░ ąŠąĮą░ ąŠčéčüą╗ą░ąĖą▓ą░ąĄčéčüčÅ ąĖ ąĮą░ą╝ą░čéčŗą▓ą░ąĄčéčüčÅ ąĮą░ čäčĆąĄąĘčā
ąŻ ą╝ąĄąĮčÅ ąŠą▒ąŠčĆąŠčéčŗ ą┤ą░ąČąĄ ą┐ąŠą▓čŗčłąĄ, ąĮą░ Kress ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ čĆąĄą│čāą╗čÅč鹊čĆą░ čüą║ąŠčĆąŠčüčéąĖ 4-5, čŹč鹊 ąŠą║ąŠą╗ąŠ 20000. ąŚą░čēąĖčéąĮčāčÄ ą┐ą╗ąĄąĮą║čā ąĮąĖą║ąŠą│ą┤ą░ ąĮąĄ čāą▒ąĖčĆą░čÄ, č鹊ą╗čīą║ąŠ ąĄčüą╗ąĖ ąŠąĮą░ čāąČąĄ čüąĖą╗čīąĮąŠ ąŠčéą║ą╗ąĄąĖą╗ą░čüčī ąŠčé ąĘą░ą│ąŠč鹊ą▓ą║ąĖ. ąÜ čüč鹊ą╗čā ąĘą░ą│ąŠč鹊ą▓ą║čā ą║ą╗ąĄčÄ ąĮą░ ą┤ą▓čāčģčüč鹊čĆąŠąĮąĮąĖą╣ čüą║ąŠčéčć ąĖą╝ąĄąĮąĮąŠ ąĮą░ čŹčéčā ąĘą░čēąĖčéąĮčāčÄ ą┐ą╗ąĄąĮą║čā. ąöąĄčƹȹĖčé ąĮąŠčĆą╝ą░ą╗čīąĮąŠ, ą░ ą┐čĆąĖ ąŠčéą┤ąĖčĆą░ąĮąĖąĖ, čüą║ąŠčéčć ąŠčüčéą░ąĄčéčüčÅ ąĮą░ ą┐ą╗ąĄąĮą║ąĄ - ą┤ąĄčéą░ą╗čī čüąŠą▓čüąĄą╝ čćąĖčüčéą░čÅ ą┐ąŠą╗čāčćą░ąĄčéčüčÅ. ąĀą░ą▒ąŠčéą░čÄ ąĮąĄ ąĮą░ čüč鹊ą╗ąĄ čüčéą░ąĮą║ą░, ą░ ąĖčüą┐ąŠą╗čīąĘčāčÄ ąĮą░ą▒ąŠčĆąĮčŗą╣ ąČąĄčĆčéą▓ąĄąĮąĮčŗą╣ čüč鹊ą╗ - ąŠčé ąŠą┤ąĮąŠą╣ čĆąĄąĘą║ąĖ ąŠčüčéą░ą╗ąŠčüčī ą╝ąĮąŠą│ąŠ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ąŠą▓ 30čģ50 ą╝ą╝ ąĖ č鹊ą╗čēąĖąĮąŠą╣ 5ą╝ą╝. ąĪąĮą░čćą░ą╗ą░ ą║ą╗ąĄčÄ ąĖčģ ąĮą░ čüą║ąŠčéčć ą║ čüč鹊ą╗čā ą▓ čłą░čģą╝ą░čéąĮąŠą╝ ą┐ąŠčĆčÅą┤ą║ąĄ ąĖą╗ąĖ ą┐ąŠą┤ ą▒ąŠą╗čīčłąĖą╝ąĖ ą┐ą╗ąŠčēą░ą┤čÅą╝ąĖ ą┤ąĄčéą░ą╗ąĖ, ą░ ą║ ąĮąĖą╝ čāąČąĄ čüą║ąŠčéč湥ą╝ ąĘą░ą│ąŠč鹊ą▓ą║čā. ąÆąŠčé ą▓ čŹč鹊 ą┐čĆąŠčüčéčĆą░ąĮčüčéą▓ąŠ ą┐ąŠą┤ ąĘą░ą│ąŠč鹊ą▓ą║ąŠą╣ (čüą║ąŠčéčć +5ą╝ą╝ +čüą║ąŠčéčć) ą▓čŗčģąŠą┤ąĖčé čüčéčĆčāąČą║ą░ ą┐čĆąĖ ą┐čĆąŠčĆąĄąĘą░ąĮąĖąĖ ąĮą░čüą║ą▓ąŠąĘčī - ąĄčüą╗ąĖ ą┐čĆą░ą▓ąĖą╗čīąĮąŠ čĆą░ąĘą╝ąĄčüčéąĖčéčī čŹčéąĖ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ąĖ, č鹊 ąĖ ąČąĄčĆčéą▓ąĄąĮąĮčŗą╣ čüč鹊ą╗ ąĮąĄ čåąĄą┐ą╗čÅąĄčé čäčĆąĄąĘą░. ąÆčŗčģąŠą┤ čäčĆąĄąĘčŗ ąĮąĖąČąĄ ąĘą░ą│ąŠč鹊ą▓ą║ąĖ ą▓čüąĄą│ąŠ ąĮą░ 1 ą╝ą╝ č鹊ą╗čīą║ąŠ čüą║ąŠčéčć čåąĄą┐ą╗čÅąĄčé, "ąČąĄčĆčéą▓ąĄąĮąĮąĖą║" čåąĄą╗čŗą╝ ąŠčüčéą░ąĄčéčüčÅ. ąś čäčĆąĄąĘčŗ čā ą╝ąĄąĮčÅ ą║ąĖčéą░ą╣čüą║ąĖąĄ čü ąÉą╗ąĖ 菹║čüą┐čĆąĄčüčü, ą┤ą▓čāčģąĘą░čģąŠą┤ąĮčŗąĄ 3.175 , ąĮąŠčĆą╝ą░ą╗čīąĮąŠ čĆąĄąČčāčé. ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 1 hour 24 minutes 46 seconds:PolSerg ą┐ąĖčüą░ą╗(ą░): boka1733 ą┐ąĖčüą░ą╗(ą░): ąÆąŠčé ą┤ą░ą╗ąĄą║ąŠ ąĮąĄ ą┐ąŠą╗ąĮčŗą╣ ą┐ąĄčĆąĄč湥ąĮčī ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą┤ą╗čÅ 3ąö ą┐ąĄčćą░čéąĖ:
1 ą¤ąŠą╗ąĖą╗ą░ą║čéąĖą┤ (PLA, ą¤ąøąÉ)
2 ąÉą║čĆąĖą╗ąŠąĮąĖčéčĆąĖą╗ą▒čāčéą░ą┤ąĖąĄąĮčüčéąĖčĆąŠą╗ (ABS, ąÉąæąĪ)
3 ą¤ąŠą╗ąĖą▓ąĖąĮąĖą╗ąŠą▓čŗą╣ čüą┐ąĖčĆčé (PVA, ą¤ąÆąÉ)
4 ąØąĄą╣ą╗ąŠąĮ (Nylon)
5 ą¤ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čé (PC, ą¤ąÜ)
6 ą¤ąŠą╗ąĖčŹčéąĖą╗ąĄąĮ ą▓čŗčüąŠą║ąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéąĖ (HDPE, ą¤ąØąö)
7 ą¤ąŠą╗ąĖą┐čĆąŠą┐ąĖą╗ąĄąĮ (PP, ą¤ą¤)
8 ą¤ąŠą╗ąĖą║ą░ą┐čĆąŠą╗ą░ą║č鹊ąĮ (PCL)
9 ą¤ąŠą╗ąĖč乥ąĮąĖą╗čüčāą╗čīč乊ąĮ (PPSU)
10 ą¤ąŠą╗ąĖą╝ąĄčéąĖą╗ą╝ąĄčéą░ą║čĆąĖą╗ą░čé (Acrylic, ąŠčĆą│čüč鹥ą║ą╗ąŠ, ą░ą║čĆąĖą╗, ą¤ą£ą£ąÉ)
11 ą¤ąŠą╗ąĖčŹčéąĖą╗ąĄąĮč鹥čĆąĄčäčéą░ą╗ą░čé (PET, ą¤ąŁąó)
12 ąŻą┤ą░čĆąŠą┐čĆąŠčćąĮčŗą╣ ą┐ąŠą╗ąĖčüčéąĖčĆąŠą╗ (HIPS)
13 ąöčĆąĄą▓ąĄčüąĮčŗąĄ ąĖą╝ąĖčéą░č鹊čĆčŗ (LAYWOO-D3, BambooFill)
14 ąśą╝ąĖčéą░č鹊čĆčŗ ą┐ąĄčüčćą░ąĮąĖą║ą░ (Laybrick)
15 ąśą╝ąĖčéą░č鹊čĆčŗ ą╝ąĄčéą░ą╗ą╗ąŠą▓ (BronzeFill)
ąÆąŠčé ąĮąĄą┤ą░ą▓ąĮąŠ ąĮą░ čŹč鹊ą╣ ąĖą│čĆčāčłą║ąĄ čüą▓ąĄčĆą╗ąĖą╗ą║čā ą┤ą╗čÅ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé ąĮą░ą┐ąĄčćą░čéą░ą╗:
ąÆą║ą╗čÄčćąĖč鹥 ąĮą░ą║ąŠąĮąĄčå čäą░ąĮčéą░ąĘąĖčÄ ąĖ ąÆčŗ ąĮą░ą╣ą┤ąĄčé ąĮąĄąŠą│čĆą░ąĮąĖč湥ąĮąĮąŠąĄ ą┐ąŠą╗ąĄ ą▓ąŠąĘą╝ąŠąČąĮąŠčüč鹥ą╣. ąÆ ą║ą░č湥čüčéą▓ąĄ ą┤ąĖą░ą╗ąŠą│ą░ (ąĮąĖ ą║ą░ą║ ąĮąĄ ą▓ ą┐ą╗ą░ąĮąĄ čĆą░ąĘąČąĖą│ą░ąĮąĖčÅ čäą╗ąĄą╣ą╝ą░!), ą║ą░ą║ąĖąĄ ąĖąĘ ą┐ąĄčĆąĄčćąĖčüą╗ąĄąĮąĮčŗčģ ą▓čŗčłąĄ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą▓čŗą┤ąĄą╗čÅčÄčé č鹊ą║čüąĖčćąĮčŗąĄ ą▓ąĄčēąĄčüčéą▓ą░ ą┐čĆąĖ ąĮą░ą│čĆąĄą▓ą░ąĮąĖąĖ? ą¤ąŠ ą╝ąŠąĄą╝čā ą▓čüąĄ, ą║čĆąŠą╝ąĄ PLA ? ąÆąĄą┤čī 3ą┤ ą┐ąĄčćą░čéčī čŹč鹊 ąĮą░ą│čĆąĄą▓+ą▓čŗą┤ą░ą▓ą╗ąĖą▓ą░ąĮąĖąĄ č湥čĆąĄąĘ čüąŠą┐ą╗ąŠ. ąŻ ą╝ąĄąĮčÅ ą▓čüąĄ čŹč鹊 ą┤ąŠą▒čĆąŠ ą┤ąŠą╝ą░ čüč鹊ąĖčé, ą▒čāą║ą▓ą░ą╗čīąĮąŠ ą▓ ą┤ą▓čāčģ ą╝ąĄčéčĆą░čģ ąŠčé ą║čĆąŠą▓ą░čéąĖ, ąĮą░ ą║ąŠč鹊čĆąŠą╣ čüą┐ą╗čÄ, ąĖ čÅ čģąŠčćčā ą┐čĆąŠčüąĮčāčéčīčüčÅ ąĄčüą╗ąĖ ą┐ąŠčüčéą░ą▓ą╗čÄ ą┐ąĄčćą░čéą░čéčī ą║ą░ą║čāčÄ-ąĮąĖą▒čāą┤čī čäąĖą│ąĮčÄ ąĮą░ ąĮąŠčćčī.... ą¤ąŠ čŹč鹊ą╣-ąČąĄ ą┐čĆąĖčćąĖąĮąĄ (ą▓čŗą┤ąĄą╗ąĄąĮąĖąĄ č鹊ą║čüąĖčćąĮčŗčģ ą│ą░ąĘąŠą▓) ąĮąĄą╗čīąĘčÅ ą┤ąŠą╝ą░ ą┤ąĄčƹȹ░čéčī ą╗ą░ąĘąĄčĆąĮčāčÄ čĆąĄąĘą║čā. ąÆčŗąČąĖą│ą░ąĮąĖąĄ ą┐ąŠ ą┤ąĄčĆąĄą▓čā - ąĄčēčæ č鹥čĆą┐ąĖą╝ąŠ, čģąŠčéčÅ-ą▒čŗ ą┐čĆąŠčüč鹊 ą▓ąŠąĮčÅąĄčé (ą┤ąŠą╝ą░čłąĮąĖąĄ ą┐ąŠą║ąŠą╗ąŠčéčÅčé ąĖ ą▓čüąĄą│ąŠ ą┤ąĄą╗ąŠą▓:), ą░ ą▓čüčÅą║ąĖąĄ ą¤ą¤ ABS ąĖ čé.ą┐. ą▓čŗą┤ąĄą╗čÅčÄčé č乊čüą│ąĄąĮčŗ ąĖ ą┐čĆąŠčćčāčÄ ą┤čĆčÅąĮčī..... ąŁčéąĖ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ č鹊čćąĮąŠ ąĮąĄ ą┤ą╗čÅ ą┤ąŠą╝ą░!!! ąĪą▓ąĄčĆą╗ąĖą╗ą║ą░ ąĖąĮč鹥čĆąĄčüąĮą░čÅ, ąŠčåąĄąĮąĖą╗. ąŚą░ ą║ą░č湥čüčéą▓ąŠ ąĖčüą┐ąŠą╗ąĮąĄąĮąĖčÅ 9 ą▒ą░ą╗ą╗ąŠą▓ ąĖąĘ 10 - ą║ą░ą║ ąĮą░ čüč湥čé čāčüč鹊ą╣čćąĖą▓ąŠčüčéąĖ?, čüč鹊ą╗ąĖą║ ąĮą░ą┤ąŠ ą┐ąŠ čłąĖčĆąĄ ą┐čĆąĖ čéą░ą║ąŠą╣ ą▓čŗčüąŠč鹥, ąĖą╗ąĖ čüčéčĆčāą▒čåąĖąĮąŠą╣ ą║čĆąĄą┐ąĖčéčī ą┐čĆąĖ čĆą░ą▒ąŠč鹥. ąÉ ą▓ąŠčé ąĘą░ čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮčāčÄ čćą░čüčéčī - čéčĆąŠčÅą║, ąĮąĄ ą▒ąŠą╗ąĄąĄ "ąÆ č鹊 ą▓čĆąĄą╝čÅ, ą║ą░ą║ ą║ąŠčüą╝ąĖč湥čüą║ąĖąĄ ą║ąŠčĆą░ą▒ą╗ąĖ ą▒ąŠčĆąŠąĘą┤čÅčé ą┐čĆąŠčüč鹊čĆčŗ 3ą┤ ą┐ąĄčćą░čéąĖ...." ąĖ ą┤ąĄą╗ą░čéčī čüą▓ąĄčĆą╗ąĖą╗ą║čā čü čĆčāčćąĮčŗą╝ ą┐čĆąĖą▓ąŠą┤ąŠą╝? ążąĖ.... (ą▒ąĄąĘ ąŠą▒ąĖą┤, čĆą░ąĘčāą╝ąĄąĄčéčüčÅ) ąØą░ą┤ąŠ ą▒čŗą╗ąŠ čŹčéąĖ ąĮą░ą┐čĆą░ą▓ą╗čÅčÄčēąĖąĄ ą┐ąŠą╗ąŠąČąĖčéčī ą│ąŠčĆąĖąĘąŠąĮčéą░ą╗čīąĮąŠ, ą┐čĆąĖą┐ąŠą┤ąĮčÅčéčī ąĮą░ 5 čüą╝ ąĮą░ą┤ čüč鹊ą╗ąŠą╝, čüč鹊ą╗ ą┐ąŠą┤ čĆą░ąĘą╝ąĄčĆ ą┐ą╗ą░čéčŗ ąÉ4, ąĖ ąĮą░ ą┐čĆąŠčüč鹥ąĮčīą║ąĖčģ čłą░ą│ąŠą▓ąĖą║ą░čģ ąĖ čĆąĄą╝ąĮčÅčģ čüą┤ąĄą╗ą░čéčī čüą▓ąĄčĆą╗ąĖą╗ą║čā čü ą┐ąŠąĘąĖčåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĖąĄą╝ ą┐ąŠ ą║ą░čĆč鹥 čüą▓ąĄčĆą╗ąĄąĮąĖčÅ G ą║ąŠą┤ąŠą╝. ą¤čĆąĖąĄčģą░ą╗ ą▓ č鹊čćą║čā - ą▓ąČąĖą║-ą▓ąČąĖą║ ą▓ą▓ąĄčĆčģ ą▓ąĮąĖąĘ ąĖ ą┤ą░ą╗čīčłąĄ ą┐ąŠąĄčģą░ą╗. ąś ąĮą░ 3ą┤ ą┐čĆąĖąĮč鹥čĆąĄ ąĮą░ą┐ąĄčćą░čéą░čéčī ą┤ąĄčéą░ą╗čīą║ąĖ ą┐ąŠčĆčéą░ą╗ą░ ą┤ą╗čÅ ą║čĆąĄą┐ą╗ąĄąĮąĖčÅ ą┤čĆąĄą╝ąĄą╗čÅ ąĖ ą┐čĆąŠčćąĖčģ ą┤ąĄčéą░ą╗čÄčģ. ąĪčģąĄą╝ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆąŠą▓ ą┤ą╗čÅ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą▓čüąĄą╝ čŹčéąĖą╝, čüąŠčäčéą░ - ą┐čĆčāą┤ ą┐čĆčāą┤ąĖ, čģąŠčéčī ąĮą░ ą░čĆą┤čāąĖąĮąŠ , čģąŠčéčī ąĮą░ č湥ą╝.... ąÆąŠčé čŹč鹊 ą▒čŗą╗ąŠ-ą▒čŗ ą║čĆčāč鹊 ąóą░ą║ čćč鹊 čü čäą░ąĮčéą░ąĘąĖąĄą╣ čā ą╝ąĄąĮčÅ ą▓čüąĄ ą▓ ą┐ąŠčĆčÅą┤ą║ąĄ 
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
|
ąĪčéčĆą░ąĮąĖčåą░ 14 ąĖąĘ 24
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 462 ] |
... , , , , , , ... |
ąÜč鹊 čüąĄą╣čćą░čü ąĮą░ č乊čĆčāą╝ąĄ |
ąĪąĄą╣čćą░čü čŹč鹊čé č乊čĆčāą╝ ą┐čĆąŠčüą╝ą░čéčĆąĖą▓ą░čÄčé: ąĮąĄčé ąĘą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗ąĄą╣ ąĖ ą│ąŠčüčéąĖ: 6 |
|
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąĮą░čćąĖąĮą░čéčī č鹥ą╝čŗ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąŠčéą▓ąĄčćą░čéčī ąĮą░ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░čéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čāą┤ą░ą╗čÅčéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ą┤ąŠą▒ą░ą▓ą╗čÅčéčī ą▓ą╗ąŠąČąĄąĮąĖčÅ
|

|
|