|
ążąŠčĆčāą╝ ąĀą░ą┤ąĖąŠąÜąŠčé • ą¤čĆąŠčüą╝ąŠčéčĆ č鹥ą╝čŗ - ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ
ąĪąŠąŠą▒čēąĄąĮąĖčÅ ą▒ąĄąĘ ąŠčéą▓ąĄč鹊ą▓ | ąÉą║čéąĖą▓ąĮčŗąĄ č鹥ą╝čŗ
 
|
ąĪčéčĆą░ąĮąĖčåą░ 1 ąĖąĘ 4
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 67 ] |
, , , |
| ąÉą▓č鹊čĆ |
ąĪąŠąŠą▒čēąĄąĮąĖąĄ |
boka1733

|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ  ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé čüąĄąĮ 09, 2016 21:38:20 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
 |
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 6
|
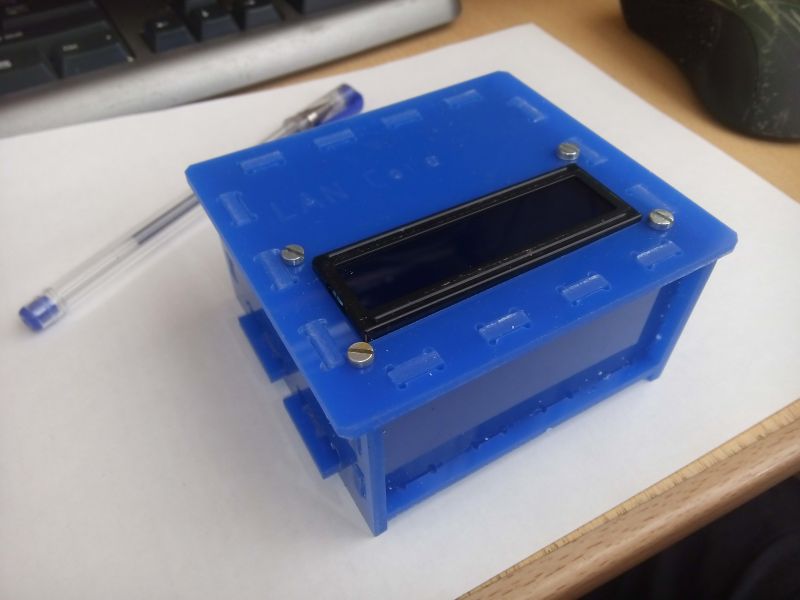
ą¤čĆąĄą┤čüčéą░ą▓ą╗čÅčÄ ą┐čĆąŠą│čĆą░ą╝ą╝čā ą┤ą╗čÅ ą┐ąŠčüčéčĆąŠąĄąĮąĖčÅ čĆą░ąĘą▓ąĄčĆčéą║ąĖ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąŠą│ąŠ ą║ąŠčĆą┐čāčüą░ ą╗čÄą▒ąŠą│ąŠ čĆą░ąĘą╝ąĄčĆą░ čü ą┐ąŠčüą╗ąĄą┤čāčÄčēąĖą╝ ą▓čŗčĆąĄąĘą░ąĮąĖąĄą╝ ąĮą░ ą¦ą¤ąŻ. čŹč鹊 čüčéą░čéčīčÅ ąĮą░ čüą░ą╣č鹥 http://radiokot.ru/konkursCatDay2016/16/ą£ą░č鹥čĆąĖą░ą╗ - ą╗čÄą▒ąŠą╣ ą╗ąĖčüč鹊ą▓ąŠą╣, ą║ąŠč鹊čĆčŗą╣ ą╝ąŠąČąĮąŠ čĆąĄąĘą░čéčī ąĮą░ ą▓ą░čłąĄą╝ čäčĆąĄąĘąĄčĆąĄ. ąĪą▒ąŠčĆą║ą░ ą║ąŠčĆą┐čāčüą░ - "čüčāčģą░čÅ", ą▒ąĄąĘ ą║ą╗ąĄčÅ ąĖ ą▓ąĖąĮč鹊ą▓. ąÆčŗą│ą╗čÅą┤ąĖčé čéą░ą║ - čĆą░ąĘą╝ąĄčĆčŗ 80čģ80čģ40  ąĖą╗ąĖ čéą░ą║, čŹčéąĖ ą┐ąŠą▒ąŠą╗čīčłąĄ 200čģ100čģ110  ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ ą│ąŠč鹊ą▓ąĖčéčüčÅ č鹥ą║čüč鹊ą▓čŗą╣ ą▓ąĄą║č鹊čĆąĮčŗą╣ čäą░ą╣ą╗ ą┐ąŠ ąĘą░ą┤ą░ąĮąĮčŗą╝ čĆą░ąĘą╝ąĄčĆą░ą╝ ą║ąŠčĆą┐čāčüą░. ą¤ąŠč鹊ą╝ ąĄą│ąŠ ąĮą░ą┤ąŠ ąĖą╝ą┐ąŠčĆčéąĖčĆąŠą▓ą░čéčī ą▓ ąĪąÉą£ ą┐čĆąŠą│čĆą░ą╝ą╝čā ą┤ą╗čÅ čüąŠąĘą┤ą░ąĮąĖčÅ ąŻą¤, ą┐ąŠ ą║ąŠč鹊čĆąŠą╣ ą┐ąŠč鹊ą╝ čĆąĄąĘą░čéčī ąĮą░ čüčéą░ąĮą║ąĄ.
| ąÆą╗ąŠąČąĄąĮąĖčÅ: |
ąÜąŠą╝ą╝ąĄąĮčéą░čĆąĖą╣ ą║ čäą░ą╣ą╗čā: ą┐čĆąŠą│čĆą░ą╝ą╝ą░
 MakeBox.zip [291.69 KiB]
MakeBox.zip [291.69 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 756
|
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
 |
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
alfred1401
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé čüąĄąĮ 16, 2016 06:36:18 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą▓ą│ 22, 2016 17:16:36
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ą░ ą║ą░ą║ ąĖą╝ą┐ąŠčĆčéąĖčĆąŠą▓ą░čéčī ąĮąĄ ą┐ąŠąĮčÅą╗
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ čüąĄąĮ 17, 2016 19:29:33 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 1
|
|
ąÆ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ čāą║ą░ąĘčŗą▓ą░ąĄą╝ ąČąĄą╗ą░ąĄą╝čŗąĄ čĆą░ąĘą╝ąĄčĆčŗ ą║ąŠčĆą┐čāčüą░ ą©čģąÆčģąō - ą┐ąŠ ą▓ąĮčāčéčĆąĄąĮąĮąĄą╝čā ąŠą▒čŖąĄą╝čā, č鹊ą╗čēąĖąĮčā ą╝ą░č鹥čĆąĖą░ą╗ą░.
ąöąĖą░ą╝ąĄčéčĆ čäčĆąĄąĘčŗ ąĮąĄąŠą▒čģąŠą┤ąĖą╝, ąĄčüą╗ąĖ ą┤ąĄą╗ą░čéčī ą▓čŗčĆąĄąĘčŗ ą┐ąŠ čāą│ą╗ą░ą╝, ąĖąĮą░č湥 ąĄą│ąŠ ą╝ąŠąČąĮąŠ ąŠčüčéą░ą▓ąĖčéčī 1 ą╝ą╝ ąĖą╗ąĖ ą┤ą░ąČąĄ 0.
ąÆą░ąČąĮčŗą╣ ą╝ąŠą╝ąĄąĮčé - čäčĆąĄąĘą░ ą┤ąŠą╗ąČąĮą░ ą▒čŗčéčī č鹊ąĮčīčłąĄ č鹊ą╗čēąĖąĮčŗ ą╝ą░č鹥čĆąĖą░ą╗ą░.
ą×č湥ą▓ąĖą┤ąĮąŠ, čćč鹊 ąĮąĄą╗čīąĘčÅ čüą┤ąĄą╗ą░čéčī ą┐ą░ąĘ čłąĖčĆąĖąĮąŠą╣ 2ą╝ą╝ ąĄčüą╗ąĖ čäčĆąĄąĘą░ 3.175.
ąØą░ ą▓čŗčģąŠą┤ąĄ, ą┐čĆąŠą│čĆą░ą╝ą╝ą░ ą│ąĄąĮąĄčĆąĖčĆčāąĄčé ą┐čĆąŠčüč鹊ą╣ č鹥ą║čüč鹊ą▓čŗą╣ čäą░ą╣ą╗, ąĮąŠ čü čĆą░čüčłąĖčĆąĄąĮąĖąĄą╝ *.eps
ąŁč鹊čé č乊čĆą╝ą░čé ą┐ąŠąĮąĖą╝ą░čÄčé ą╝ąĮąŠą│ąĖąĄ ąĪąÉą£ čĆąĄą┤ą░ą║č鹊čĆčŗ. ąÆ čćą░čüčéąĮąŠčüčéąĖ ArtCAM.
ą¦č鹊ą▒čŗ ąĘą░ą│čĆčāąĘąĖčéčī čüąŠąĘą┤ą░ąĮąĮčŗą╣ č湥čĆč鹥ąČ čĆą░ąĘą▓ąĄčĆčéą║ąĖ ą║ąŠčĆą┐čāčüą░, ąĮą░ą┤ąŠ čüą┤ąĄą╗ą░čéčī čüą╗ąĄą┤čāčÄčēąĄąĄ:
ąÆ ArtCAM čüąŠąĘą┤ą░čéčī ąĮąŠą▓čŗą╣ ą┐čĆąŠąĄą║čé - čĆą░ąĘą╝ąĄčĆ ą╗ąĖčüčéą░ ą┐čĆąĖą╝ąĄčĆąĮąŠ čéą░ą║ąŠą╣:
čłąĖčĆąĖąĮą░ ąĘą░ą│ąŠč鹊ą▓ą║ąĖ = ą┐ąŠą╗ąĄ + ą▓čŗčüąŠčéą░ ą║ąŠčĆą┐čāčüą░+ čłąĖčĆąĖąĮą░ ą║ąŠčĆą┐čāčüą░ +ą▓čŗčüąŠčéą░ ą║ąŠčĆą┐čāčüą░ +ą┐ąŠą╗ąĄ
ą▓čŗčüąŠčéą░ ąĘą░ą│ąŠč鹊ą▓ą║ąĖ= ą┐ąŠą╗ąĄ+ ą▓čŗčüąŠčéą░ + ą│ą╗čāą▒ąĖąĮą░ + ą▓čŗčüąŠčéą░ + ą│ą╗čāą▒ąĖąĮą░ + ą┐ąŠą╗ąĄ
ąöą░ą╗ąĄąĄ, ą▓ ą╝ąĄąĮčÄ ArtCAM ążą░ą╣ą╗-> ąśą╝ą┐ąŠčĆčé -> ąśą╝ą┐ąŠčĆčé ą▓ąĄą║č鹊čĆąŠą▓ ąŠčéą║čĆčŗą▓ą░ąĄą╝ čüąŠąĘą┤ą░ąĮąĮčŗą╣ *.eps.
ąØą░ čłą░ą▒ą╗ąŠąĮ ąĘą░ą│čĆčāąĘčÅčéčüčÅ ą▓ąĄą║č鹊čĆą░ čĆą░ąĘą▓ąĄčĆčéą║ąĖ ą║ąŠčĆą┐čāčüą░.
ąóąĄą┐ąĄčĆčī ąĮą░ą┤ąŠ ą▓čŗą┤ąĄą╗ąĖčéčī ąĘą░ą│čĆčāąČąĄąĮąĮčŗąĄ ą▓ąĄą║č鹊čĆą░ ąĖ "čĆą░ąĘą│čĆčāą┐ą┐ąĖčĆąŠą▓ą░čéčī ą▓čüąĄ".
ąĢčüą╗ąĖ ąĮąĄ čāčüčéčĆą░ąĖą▓ą░ąĄčé čĆą░čüą║ą╗ą░ą┤ą║ą░ ąĮą░ čłą░ą▒ą╗ąŠąĮąĄ - ą▓čŗą┤ąĄą╗čÅąĄą╝, ą┤ąŠą┐čāčüčéąĖą╝, ą▒ąŠą║ąŠą▓ąĖąĮčā (ą▓čüąĄ 菹╗ąĄą╝ąĄąĮčéčŗ) ąĖ ą┐ąĄčĆąĄčéą░čüą║ąĖą▓ą░ąĄą╝ ą▓ ąĮčāąČąĮąŠąĄ ą╝ąĄčüč鹊.
ąöąŠą▒ą░ą▓ą╗čÅąĄą╝ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ą╝ąĖ čĆąĄą┤ą░ą║č鹊čĆą░ ąŠčéą▓ąĄčĆčüčéąĖčÅ ą┐ąŠą┤ 菹║čĆą░ąĮčŗ, čĆčāčćą║ąĖ, ą║ąĮąŠą┐ą║ąĖ ....
ąÆ ą║ąŠąĮčåąĄ, ąŠčüčéą░ąĄčéčüčÅ ąĘą░ą┤ą░čéčī čéčĆą░ąĄą║č鹊čĆąĖčÄ čĆąĄąĘą░ąĮąĖčÅ ą┐ąŠ ą▓ąĮčāčéčĆąĄąĮąĮąĖą╝ ą║ąŠąĮčéčāčĆą░ą╝, ą┐ąŠ ą▓ąĮąĄčłąĮąĖą╝ ą║ąŠąĮčéčāčĆą░ą╝ ą┤ą╗čÅ ą▓čüąĄčģ 菹╗ąĄą╝ąĄąĮč鹊ą▓ ą▓ą░čłąĄą│ąŠ ą║ąŠčĆą┐čāčüą░.
ąĪąŠčģčĆą░ąĮąĖčéčī čüąŠąĘą┤ą░ąĮąĮčŗąĄ ą▓ ArtCAM čāą┐čĆą░ą▓ą╗čÅčÄčēąĖąĄ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ ą┤ą╗čÅ ą▓čüąĄčģ ą┤ąĄčéą░ą╗ąĄą╣ ąĖ ąŠčéą┐čĆą░ą▓ąĖčéčī čāąČąĄ ąĖčģ ąĮą░ ą┐čĆąŠą│čĆą░ą╝ą╝čā čüčéą░ąĮą║ą░, ąĮą░ą┐čĆąĖą╝ąĄčĆ Mach3.
ąŁčéąĖ čäą░ą╣ą╗čŗ čüąŠą┤ąĄčƹȹ░čé ą▓ čüąĄą▒ąĄ G-ą║ąŠą┤ ąĖ ąĖą╝ąĄčÄčé čĆą░čüčłąĖčĆąĄąĮąĖąĄ *.cnc
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ąŠą║čé 05, 2016 09:06:21 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą║ą╗ą░čüčüąĮą░čÅ ą┐čĆąŠą│čĆą░ą╝ą║ą░))) čÅ ą┐čĆąŠč鹥čüčéąĖčĆąŠą▓ą░ą╗ čü ą┐čĆąŠą│čĆą░ą╝ą╝ąŠą╣ WinPC NC ą╝ąŠąČąĮąŠ ą▓ąĘčÅčéčī ąĘą┤ąĄčüčī http://www.lewetz.de/en/service/downloadąŠąĮą░ ą║ čüąŠąČąĄą╗ąĄąĮąĖčÄ ąĮąĄ ą┐ąĄčĆąĄą▓ą░čĆąĖą▓ą░ąĄčé ą▓ą░čł EPS čäą░ą╣ą╗ ... čüą║ąŠčĆąĄąĄ ą▓čüąĄą│ąŠ čŹč鹊 ą║ą░čüčÅą║ WinPC NC ąĮąĄ ą┐ąŠą┐ą░ą┤ą░ą╗ąĖčüčī ą▓ą░ą╝ ą║ąŠąĮą▓ąĄčĆč鹊čĆčŗ ąĖąĘ eps ą▓ dxf, čćč鹊ą▒čŗ ą┐ąŠč鹊ą╝ čŹč鹊 ą▓čüąĄ ąĘą░čéčÅąĮčāčéčī ą┤ą╗čÅ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ ą▓ ą║ąŠą╝ą┐ą░čü ąĖą╗ąĖ ą░ą▓č鹊ą║ą░ą┤? ąĖ ąĄčēąĄ ąĮąĄ ą╝ąŠą│ą╗ąĖ ą▒čŗ ą▓čŗą╗ąŠąČąĖčéčī, ąŠą┐ąĖčüą░ąĮąĖąĄ č乊čĆą╝ą░čéą░ eps ą┐ąŠ ą║ąŠč鹊čĆąŠą╝čā ąĄą│ąŠ čĆąĄą░ą╗ąĖąĘąŠą▓ą░ą╗ąĖ ?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąÆčŗą▒ąĖčĆą░ąĄą╝ čüčģąĄą╝čā BMS ą┤ą╗čÅ ąĘą░čĆčÅą┤ą░ ą╗ąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗčģ (LiFePO4) ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓
ą×ą▒čÅąĘą░č鹥ą╗čīąĮčŗą╝ čāčüą╗ąŠą▓ąĖąĄą╝ ą┤ąŠą╗ą│ąŠą╣ ąĖ čüčéą░ą▒ąĖą╗čīąĮąŠą╣ čĆą░ą▒ąŠčéčŗ Li-FePO4-ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓, ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ EVE Energy, čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ BMS-ą╝ąĖą║čĆąŠčüčģąĄą╝. ąøąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗąĄ ąÉąÜąæ ąŠčéą╗ąĖčćą░čÄčéčüčÅ čéą░ą║ąĖą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ, ą║ą░ą║ ą▓čŗčüąŠą║ą░čÅ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮąŠčüčéčī čåąĖą║ą╗ąŠą▓ ąĘą░čĆčÅą┤ą░-čĆą░ąĘčĆčÅą┤ą░, ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą▒čŗčüčéčĆąŠą╣ ąĘą░čĆčÅą┤ą║ąĖ, čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī ą║ ą▒čāč乥čĆąĮąŠą╝čā čĆąĄąČąĖą╝čā čĆą░ą▒ąŠčéčŗ ąĖ ą┐čĆąĖąĄą╝ą╗ąĄą╝ą░čÅ čüč鹊ąĖą╝ąŠčüčéčī. ąØąŠ ą┤ą╗čÅ čŹčéąĖčģ ąÉąÜąæ ąŠč湥ąĮčī ą▓ą░ąČąĄąĮ ą║ąŠąĮčéčĆąŠą╗čī ą┐čĆąŠčåąĄčüčüą░ ąĘą░čĆčÅą┤ą░ ąĖ čĆą░ąĘčĆčÅą┤ą░ ą┤ą╗čÅ ąĖąĘą▒ąĄą│ą░ąĮąĖčÅ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÅ ą▓ąĮąĄčłąĮąĄą│ąŠ ąĘą░čĆčÅą┤ąĮąŠą│ąŠ ąĮą░ą┐čĆčÅąČąĄąĮąĖčÅ ą┐ąŠčüą╗ąĄ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ 100% ąĘą░čĆčÅą┤ą░. ąśąĮąČąĄąĮąĄčĆčŗ ąÜą×ą£ą¤ąŁąø ą┐ąŠą┤ą│ąŠč鹊ą▓ąĖą╗ąĖ čüą┐ąĖčüąŠą║ čéą░ą║ąĖčģ čĆąĄčłąĄąĮąĖą╣ ąŠčé čĆą░ąĘąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ąŠą║čé 05, 2016 22:21:46 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 1
|
ass20 ą┐ąĖčüą░ą╗(ą░): ą║ą╗ą░čüčüąĮą░čÅ ą┐čĆąŠą│čĆą░ą╝ą║ą░)))
ąĮąĄ ą┐ąŠą┐ą░ą┤ą░ą╗ąĖčüčī ą▓ą░ą╝ ą║ąŠąĮą▓ąĄčĆč鹊čĆčŗ ąĖąĘ eps ą▓ dxf, čćč鹊ą▒čŗ ą┐ąŠč鹊ą╝ čŹč鹊 ą▓čüąĄ ąĘą░čéčÅąĮčāčéčī ą┤ą╗čÅ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ ą▓ ą║ąŠą╝ą┐ą░čü ąĖą╗ąĖ ą░ą▓č鹊ą║ą░ą┤?
ąĖ ąĄčēąĄ ąĮąĄ ą╝ąŠą│ą╗ąĖ ą▒čŗ ą▓čŗą╗ąŠąČąĖčéčī, ąŠą┐ąĖčüą░ąĮąĖąĄ č乊čĆą╝ą░čéą░ eps ą┐ąŠ ą║ąŠč鹊čĆąŠą╝čā ąĄą│ąŠ čĆąĄą░ą╗ąĖąĘąŠą▓ą░ą╗ąĖ ? ąÜąŠąĮą▓ąĄčĆč鹥čĆčŗ eps --> dxf ą╝ąĮąĄ ąĮąĄ ą┐ąŠą┐ą░ą┤ą░ą╗ąĖčüčī. ąÆ čéą░ą║ąŠą╣ čĆąŠą╗ąĖ ą╝ąŠąČąĄčé ą▓čŗčüčéčāą┐ąĖčéčī, ą▓ ą┐čĆąĖąĮčåąĖą┐ąĄ, ą╗čÄą▒ąŠą╣ ąĪąÉą£, ą║ąŠč鹊čĆčŗą╣ ą┐ąŠąĮąĖą╝ą░ąĄčé ąŠą▒ą░ č乊čĆą╝ą░čéą░. ą×ą┐ąĖčüą░ąĮąĖąĄ č乊čĆą╝ą░čéą░ eps ąĮą░ čüč鹊ą╗čīą║ąŠ ą┐čĆąŠčüč鹊, čćč鹊 ą┤ąŠčüčéą░č鹊čćąĮąŠ ą┐ąŠčüą╝ąŠčéčĆąĄčéčī čäą░ą╣ą╗ ą║ą░ą║ č鹥ą║čüčé ąĖ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░čéčī ą┐čĆčÅą╝ąŠ ą▓ "ą▒ą╗ąŠą║ąĮąŠč鹥": čłą░ą┐ą║ą░ - ą▓čüąĄ čüčéčĆąŠą║ąĖ čü % ą▓ ąĮą░čćą░ą╗ąĄ ą╝ąŠąČąĮąŠ čüčćąĖčéą░čéčī ą║ąŠąĮčüčéą░ąĮč鹊ą╣ ąĖ ąĮąĄ ąĖąĘą╝ąĄąĮčÅčéčī, ą║ąŠč鹊čĆčŗąĄ Title ą╝ąŠąČąĮąŠ ąĖąĘą╝ąĄąĮąĖčéčī č鹥ą║čüčé ą║ąŠą╝ą╝ąĄąĮčéą░. %!PS-Adobe-3.0 EPSF-3.0 %%BoundingBox: 0.00000000 0.00000000 325.00000000 225.00000000 %%Creator: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%Title: ąøčÄą▒ąŠą╣ č鹥ą║čüčé %%CreationDate: 02.01.2016 %%EndComments %%BeginSetup %%EndSetup %%BeginProlog %%EndProlog %%Scaling factor from millimetres to PostScript units 2.834646 2.834646 scale ą┐ąŠčüą╗ąĄ čŹčéąĖčģ čüčéčĆąŠą║ ąĖą┤čāčé ą║ąŠąŠčĆą┤ąĖąĮą░čéčŗ č鹊č湥ą║ čĆąĖčüčāąĮą║ą░, ą▓ąĖą┤ą░ X.000000 Y.000000 ą┤ąĄą╣čüčéą▓ąĖąĄ ą│ą┤ąĄ "ą┤ąĄą╣čüčéą▓ąĖąĄ" ąŠąĘąĮą░čćą░ąĄčé, ą║ą░ą║ ą╝čŗ ą┐ąĄčĆąĄą╝ąĄčēą░ąĄą╝čüčÅ ą▓ č鹊čćą║čā X Y moveto - ą┐ąĄčĆąĄą╝ąĄčēą░ąĄą╝ ą┐ąŠą┤ąĮčÅč鹊ąĄ ą┐ąĄčĆąŠ (ąĮąĄ čĆąĖčüčāąĄą╝) lineto - ą┐ąĄčĆąĄą╝ąĄčēą░ąĄą╝ ąŠą┐čāčēąĄąĮąĮąŠąĄ ą┐ąĄčĆąŠ (čĆąĖčüčāąĄą╝ ą╗ąĖąĮąĖčÄ) ą┐ąŠčüą╗ąĄą┤ąĮąĄą╣ ą┤ąŠą╗ąČąĮą░ ą▒čŗčéčī čüčĆąŠą║ą░ stroke ąĮąŠą╗čī ą║ąŠąŠčĆą┤ąĖąĮą░čé čā ą╝ąĄąĮčÅ - ą╗ąĄą▓čŗą╣ ąĮąĖąČąĮąĖą╣ čāą│ąŠą╗ "菹║čĆą░ąĮą░", ą╝ąŠąČąĮąŠ čāčģąŠą┤ąĖčéčī ąĖ ą▓ ą╝ąĖąĮčāčü. ą▓čüąĄ.... ą£ą░ąĮąĖą┐čāą╗ąĖčĆčāčÅ čŹčéąĖą╝ąĖ ą┤ą▓čāą╝čÅ ąŠą┐ąĄčĆą░č鹊čĆą░ą╝ąĖ (moveto ąĖ lineto) ąĖ ą║ąŠą┤ąĖčĆčāąĄčéčüčÅ čĆąĖčüčāąĮąŠą║. ą¤ą╗ą░ą▓ąĮčŗčģ ą║čĆąĖą▓čŗčģ, ąŠą║čĆčāąČąĮąŠčüč鹥ą╣ ąĮąĄčé
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąØąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ EVE čüąĄčĆąĖąĖ PLM ą┤ą╗čÅ GSM-čéčĆąĄą║ąĄčĆąŠą▓, čĆą░ą▒ąŠčéą░čÄčēąĖčģ ą▓ ąČčæčüčéą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ (ą┤ąŠ -40┬░ąĪ)
ąÜąŠą╝ą┐ą░ąĮąĖčÅ EVE ą▓čŗą┐čāčüčéąĖą╗ą░ ąĮąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ čüąĄčĆąĖąĖ PLM, čüąŠč湥čéą░čÄčēąĖą╣ ą▓ čüąĄą▒ąĄ ą▓čŗčüąŠą║čāčÄ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ čüą╗čāąČą▒čŗ, čłąĖčĆąŠą║ąĖą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╣ ą┤ąĖą░ą┐ą░ąĘąŠąĮ ąĖ ą▓čŗčüąŠą║čāčÄ č鹊ą║ąŠąŠčéą┤ą░čćčā ą┤ą░ąČąĄ ą┐čĆąĖ ąŠčéčĆąĖčåą░č鹥ą╗čīąĮąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ.
ąŁčéąĖ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆčŗ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄčé ąĘą░čĆčÅą┤ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ąŠčé -40/-20┬░ąĪ (čüąĮąĖąČąĄąĮąĮčŗą╝ ąĘąĮą░č湥ąĮąĖąĄą╝ č鹊ą║ą░), ą▒ąĄąĘąŠą┐ą░čüąĮčŗ (ąĮąĄ ą▓ąŠčüą┐ą╗ą░ą╝ąĄąĮčÅčÄčéčüčÅ ąĖ ąĮąĄ ą▓ąĘčĆčŗą▓ą░čÄčéčüčÅ) ą┐čĆąĖ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╝ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖąĖ (ą┐čĆąŠčéčŗą║ą░ąĮąĖąĄ ąĖ čüą┤ą░ą▓ą╗ąĖą▓ą░ąĮąĖąĄ), čāčüč鹊ą╣čćąĖą▓čŗ ą║ ą▓ąĖą▒čĆą░čåąĖąĖ. ą×ąĮąĖ ą╝ąŠą│čāčé ą┐čĆąĖą╝ąĄąĮčÅčéčīčüčÅ ą║ą░ą║ ą┤ą╗čÅ ą░ą▓č鹊čéčĆą░ąĮčüą┐ąŠčĆčéą░ (čéčĆąĄą║ąĄčĆčŗ, ą╝ą░čÅčćą║ąĖ, čüąĖą│ąĮą░ą╗ąĖąĘą░čåąĖčÅ), čéą░ą║ ąĖ ą┤ą╗čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓ ą╝ąŠąĮąĖč鹊čĆąĖąĮą│ą░, IoT-čāčüčéčĆąŠą╣čüčéą▓.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąŠą║čé 07, 2016 11:51:54 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
čÅ ąĮą░čłąĄą╗ ąŠąĮą╗ą░ą╣ąĮ ą║ąŠąĮą▓čĆč鹥čĆ ą┤ą╗čÅ ą┐ąĄčĆąĄą▓ąŠą┤ą░ eps ą▓ dxf ą▓ąŠčé https://cloudconvert.com/eps-to-dxf ą×ąĪąóą×ąĀą×ą¢ąØą× ą▓čŗą┤ą░ąĄčé dxf ą▓ ą┤čÄą╣ą╝ą░čģ... ą┐ąŠčüą╗ąĄ ą┐ąĄčĆąĄą▓ąŠą┤ą░ ąĘą░ą║ąĖąĮčāą╗ ą┤ą╗čÅ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ ą▓ ą║ąŠą╝ą┐ą░čü ą▓ ąĖč鹊ą│ąĄ ąĄčüčéčī ą▓ąŠą┐čĆąŠčü ą┐ąŠ ą║ą▓ą░ą┤čĆą░čéąĖą║ą░ą╝ ą║ą░čĆčéąĮą║čā ą┐čĆąĖą╗ą░ą│ą░čÄ. ąĮąĄ ą┐ąŠąĮčÅčéąĮąŠ ąĮą░ąĘąĮą░č湥ąĮąĖąĄ ą▓čŗą┤ąĄą╗ąĄąĮčŗčģ čĆąĄčüąĄą║ą░čÄčēąĖčģčüčÅ ą║ą▓ą░ą┤čĆą░čéąĖą║ąŠą▓ ..., ą▓ąŠąĘą╝ąŠąČąĮąŠ ą║ąŠąĮąĄčćąĮąŠ ą║ąŠąĮą▓ąĄčĆč鹊čĆ ąĮą░ą┐ąŠčĆčéą░čćąĖą╗... ąĖ ąĄčēąĄ ą║ą░ą║ąŠą╣ ą▓ąĄčĆčüąĄą╣ ą░čĆčéą║ą░ą╝ ą┐ąŠą╗čīąĘčāąĄč鹥čüčī ?
| ąÆą╗ąŠąČąĄąĮąĖčÅ: |
ąÜąŠą╝ą╝ąĄąĮčéą░čĆąĖą╣ ą║ čäą░ą╣ą╗čā: ą▓ąŠą┐čĆąŠčü
qq1.png [15.46 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 1163
|
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąŠą║čé 07, 2016 12:26:50 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 2
|
ą┤ąŠą▒ą░ą▓ąĖą╗ ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝čā čüąŠčģčĆą░ąĮąĄąĮąĖąĄ ą▓ dxf, čćč鹊ą▒čŗ ąĮąĄ ą╝čāčćąĖčéčüčÅ  ąĮčā, ąĖ ą┐ąŠą┐čĆą░ą▓ąĖą╗ ą║ąŠąĄ-čćč鹊 ą┐ąŠ ą╝ąĄą╗ąŠčćąĖ. ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 13 minutes 6 seconds:ass20 ą┐ąĖčüą░ą╗(ą░):
ą┐ąŠčüą╗ąĄ ą┐ąĄčĆąĄą▓ąŠą┤ą░ ąĘą░ą║ąĖąĮčāą╗ ą┤ą╗čÅ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ ą▓ ą║ąŠą╝ą┐ą░čü ą▓ ąĖč鹊ą│ąĄ ąĄčüčéčī ą▓ąŠą┐čĆąŠčü ą┐ąŠ ą║ą▓ą░ą┤čĆą░čéąĖą║ą░ą╝
ą║ą░čĆčéąĮą║čā ą┐čĆąĖą╗ą░ą│ą░čÄ. ąĮąĄ ą┐ąŠąĮčÅčéąĮąŠ ąĮą░ąĘąĮą░č湥ąĮąĖąĄ ą▓čŗą┤ąĄą╗ąĄąĮčŗčģ čĆąĄčüąĄą║ą░čÄčēąĖčģčüčÅ ą║ą▓ą░ą┤čĆą░čéąĖą║ąŠą▓ ..., ą▓ąŠąĘą╝ąŠąČąĮąŠ ą║ąŠąĮąĄčćąĮąŠ ą║ąŠąĮą▓ąĄčĆč鹊čĆ ąĮą░ą┐ąŠčĆčéą░čćąĖą╗...
ąĖ ąĄčēąĄ ą║ą░ą║ąŠą╣ ą▓ąĄčĆčüąĄą╣ ą░čĆčéą║ą░ą╝ ą┐ąŠą╗čīąĘčāąĄč鹥čüčī ?
ąĪ "ą║ą▓ą░ą┤čĆą░čéąĖą║ą░ą╝ąĖ" ą▓čüąĄ ą▓ąĄčĆąĮąŠ - čéą░ą║ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī! ąĢčüą╗ąĖ ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ čüąĮčÅčéčī ą│ą░ą╗ą║čā "ą┐ąĄčĆąĄą╝čŗčćą║ąĖ ąŠą┐ąŠčĆčŗ ą┤ąĮą░" - č鹊 čŹčéąĖčģ ą║ą▓ą░ą┤čĆą░čéąĖą║ąŠą▓ ąĮąĄ ą▒čāą┤ąĄčé čüąŠą▓čüąĄą╝. ąĪąĄą╣čćą░čü ą┐ąŠčÅčüąĮčÄ, ąĘą░č湥ą╝ ąŠąĮąĖ ąĮčāąČąĮčŗ. ąĢčüą╗ąĖ ą┤ąĄą╗ą░čéčī ą┤ąŠčüčéą░č鹊čćąĮąŠ ą▒ąŠą╗čīčłąŠą╣ ą║ąŠčĆą┐čāčü - ą┤ąŠą┐čāčüčéąĖą╝ 200 ą╝ą╝ ą│ą╗čāą▒ąĖąĮąŠą╣, č鹊 ą▓ ą▒ąŠą║ąŠą▓ąĖąĮąĄ ą┐ąŠą╗čāčćą░ąĄą╝ ą┐čĆąŠčéčÅąČąĄąĮąĮąŠąĄ ą│ąŠčĆąĖąĘąŠąĮčéą░ą╗čīąĮąŠąĄ ąŠčéą▓ąĄčĆčüčéąĖąĄ, ą║čāą┤ą░ ą▓čüčéą░ą▓ą╗čÅąĄčéčüčÅ ą┤ąĮąŠ. ąóąĄą╝ čüą░ą╝čŗą╝ ą╝čŗ čüąĖą╗čīąĮąŠ ą┐čĆąŠčüą╗ą░ą▒ą╗čÅąĄą╝ ą┐čĆąŠčćąĮąŠčüčéčī ą▒ąŠą║ąŠą▓ąĖąĮčŗ. ąĢčüą╗ąĖ ą▓ąĮčāčéčĆąĖ ą▒čāą┤ąĄčé čćč鹊-č鹊 čéčÅąČąĄą╗ąŠąĄ (čéčĆą░ąĮčüč乊čĆą╝ą░č鹊čĆ, ą╝ąĮąŠą│ąŠ ąČąĄą╗ąĄąĘąŠą║...) č鹊 ą┤ąĮąŠ ą╝ąŠąČąĄčé ąŠčéą╗ąŠą╝ą░čéčī čŹčéčā ą┐ąĄčĆąĄą╝čŗčćą║čā. ąöą╗čÅ čāčüąĖą╗ąĄąĮąĖčÅ čÅ ą▓ą▓ąĄą╗ čŹčéąĖ "ą║ą▓ą░ą┤čĆą░čéąĖą║ąĖ" - ąŠąĮąĖ čüąŠąĄą┤ąĖąĮčÅčÄčé ą┐ąŠčüąĄčĆąĄą┤ąĖąĮąĄ ąĮąĖąČąĮčÄčÄ čćą░čüčéčī ąŠą┐ąŠčĆčŗ ąĖ čüč鹥ąĮą║čā ą▒ąŠą║ąŠą▓ąĖąĮčŗ. ą¦č鹊ą▒čŗ ąĮąĄ ą┐ąŠą▓č鹊čĆčÅčéčīčüčÅ - ą┐čĆąŠčćčéąĖ ą▓ąĮąĖą╝ą░č鹥ą╗čīąĮąŠ http://radiokot.ru/konkursCatDay2016/16/ čéą░ą╝ čÅ ą▓čüąĄ ąŠą┐ąĖčüą░ą╗, čü ą║ą░čĆčéąĖąĮą║ą░ą╝ąĖ. ąĪą┤ąĄą╗ą░čéčī čŹč鹊 ąĮą░ą┤ąŠ čĆčāą║ą░ą╝ąĖ ą▓ čĆąĄą┤ą░ą║č鹊čĆąĄ (čā ą╝ąĄąĮčÅ ąÉčĆčéąĪą░ą╝ 9.126) - ą▓čŗą┤ąĄą╗ąĖčéčī ą┤ą▓ą░ ą║ąŠąĮčéčāčĆą░ ąĖ čüą┤ąĄą╗ą░čéčī "ą▓čŗčćąĖčéą░ąĮąĖąĄ ą▓ąĄą║č鹊čĆąŠą▓" ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 7 minutes 59 seconds:ą┐ąŠčüą╗ąĄ ą╝ą░ąĮąĖą┐čāą╗čÅčåąĖą╣ ą▓ čĆąĄą┤ą░ą║č鹊čĆąĄ čü čŹčéąĖą╝ąĖ "ą║ą▓ą░ą┤čĆą░čéąĖą║ą░ą╝ąĖ" ą┤ąŠą╗ąČąĮąŠ ą┐ąŠą╗čāčćąĖčéčüčÅ čéą░ą║ - ąŠą▒ą▓ąĄą╗ ą║čĆą░čüąĮčŗą╝. ąŁč鹊 čüą┐ąĄčåąĖą░ą╗čīąĮąŠ ąŠčüčéą░ą▓ą╗ąĄąĮąŠ ąĮą░ čĆčāčćąĮąŠąĄ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąŠą║čé 07, 2016 14:18:39 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąæąŠą╗čīčłąŠąĄ čüą┐ą░čüąĖą▒ąŠ ąĘą░ ąŠčéą▓ąĄčé ąĖ ąĘą░ dxf!!!!! čüąĄą╣čćą░čü ą┤ąĄą╗ą░čÄ č鹥čüč鹊ą▓čāčÄ ą║ąŠčĆąŠą▒ąŠčćą║čā, ąĄčēąĄ ą┐ąŠ čüčéą░čĆąŠą╣ ą▓ąĄčĆčüąĖąĖ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ. ąĢčüčéčī ąĄčēąĄ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĖąĄ ąĮą░ čüč湥čé dxf, ą▓ ąĮąĄą╝ ą╝ąŠąČąĮąŠ ą┐čĆąŠą┐ąĖčüčŗą▓ą░čéčī čüą╗ąŠąĖ, ą┐ąŠ čŹč鹊ą╝čā ą┐čĆąĄą┤ą╗ą░ą│ą░čÄ ą╗ąĖąĮąĖąĖ ą▓čŗčĆąĄąĘąŠą▓ ąŠčéą▓ąĄčĆčüčéąĖą╣ ąĖ ą║ąŠąĮčéčāčĆą░ ą┤ąĄčéą░ą╗ąĖ čĆą░čüą┐ąŠą╗ą░ą│ą░čéčī ąĮą░ čĆą░ąĘąĮčŗčģ čüą╗ąŠčÅčģ. ąæą╗ą░ą│ąŠą┤ą░čĆčÅ čŹč鹊ą╝čā ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī ą╗ąĄą│č湥 ąŠą▒čĆą░ą▒ą░čéčŗą▓ą░čéčī čāąČąĄ ą▓ CAM. ąÆ čüą░ą╝ąŠą╝ CAM čāąČąĄ ą╝ąŠąČąĮąŠ ą▒čāą┤ąĄčé ą▓čŗą┤ąĄą╗ąĖčéčī ą▓čüąĄ ąŠą▒čŖąĄą║čéčŗ ąĮą░ ąŠą┤ąĮąŠą╝ čüą╗ąŠąĄ ąĖ čāą║ą░ąĘą░čéčī ąĪąÉą£čā čćč鹊 čŹč鹊 ąŠčéą▓ąĄčĆčüčéąĖčÅ (ą╗ąĖąĮąĖčÄ čĆąĄąĘą░ ąĮą░ą┤ąŠ čüą┤ą▓ąĖą│ą░čéčī ą▓ąĮčāčéčĆčī ą║ąŠąĮčéčāčĆą░), čüąŠąŠčéą▓ąĄčüčéą▓ąĄąĮąĮąŠ ą▓čŗą┤ąĄą╗ąĖą╗ąĖ ą┤čĆčāą│ąŠą╣ čüą╗ąŠą╣ ąĖ čāą║ą░ąĘą░ą╗ąĖ čćč鹊 čŹč鹊 ą▓ąĮąĄčłąĮąĖą╣ ą║ąŠąĮčéčāčĆ ą┤ąĄčéą░ą╗ąĖ (ą╗ąĖąĮąĖčÄ čĆąĄąĘą░ ąĮą░ą┤ąŠ ą▓čŗąĮąŠčüąĖčéčī ąĘą░ ą║ąŠąĮčéčāčĆ). ąÆąŠąĘą╝ąŠąČąĮąŠ čćč鹊 ą▓ ąÉąĀąóą║ą░ą╝ąĄ čŹč鹊 ą┐čĆąŠčēąĄ)) čÅ ąĖą╝ ąĮąĄ ą┐ąŠą╗čīąĘąŠą▓ą░ą╗čüčÅ ... 
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąŠą║čé 07, 2016 17:58:19 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ass20 ą┐ąĖčüą░ą╗(ą░): ąĢčüčéčī ąĄčēąĄ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĖąĄ ąĮą░ čüč湥čé dxf, ą▓ ąĮąĄą╝ ą╝ąŠąČąĮąŠ ą┐čĆąŠą┐ąĖčüčŗą▓ą░čéčī čüą╗ąŠąĖ, ą┐ąŠ čŹč鹊ą╝čā ą┐čĆąĄą┤ą╗ą░ą│ą░čÄ ą╗ąĖąĮąĖąĖ ą▓čŗčĆąĄąĘąŠą▓ ąŠčéą▓ąĄčĆčüčéąĖą╣ ąĖ ą║ąŠąĮčéčāčĆą░ ą┤ąĄčéą░ą╗ąĖ čĆą░čüą┐ąŠą╗ą░ą│ą░čéčī ąĮą░ čĆą░ąĘąĮčŗčģ čüą╗ąŠčÅčģ. ąæą╗ą░ą│ąŠą┤ą░čĆčÅ čŹč鹊ą╝čā ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī ą╗ąĄą│č湥 ąŠą▒čĆą░ą▒ą░čéčŗą▓ą░čéčī čāąČąĄ ą▓ CAM. ąÆ čüą░ą╝ąŠą╝ CAM čāąČąĄ ą╝ąŠąČąĮąŠ ą▒čāą┤ąĄčé ą▓čŗą┤ąĄą╗ąĖčéčī ą▓čüąĄ ąŠą▒čŖąĄą║čéčŗ ąĮą░ ąŠą┤ąĮąŠą╝ čüą╗ąŠąĄ ąĖ čāą║ą░ąĘą░čéčī ąĪąÉą£čā čćč鹊 čŹč鹊 ąŠčéą▓ąĄčĆčüčéąĖčÅ (ą╗ąĖąĮąĖčÄ čĆąĄąĘą░ ąĮą░ą┤ąŠ čüą┤ą▓ąĖą│ą░čéčī ą▓ąĮčāčéčĆčī ą║ąŠąĮčéčāčĆą░), čüąŠąŠčéą▓ąĄčüčéą▓ąĄąĮąĮąŠ ą▓čŗą┤ąĄą╗ąĖą╗ąĖ ą┤čĆčāą│ąŠą╣ čüą╗ąŠą╣ ąĖ čāą║ą░ąĘą░ą╗ąĖ čćč鹊 čŹč鹊 ą▓ąĮąĄčłąĮąĖą╣ ą║ąŠąĮčéčāčĆ ą┤ąĄčéą░ą╗ąĖ (ą╗ąĖąĮąĖčÄ čĆąĄąĘą░ ąĮą░ą┤ąŠ ą▓čŗąĮąŠčüąĖčéčī ąĘą░ ą║ąŠąĮčéčāčĆ). ąÆąŠąĘą╝ąŠąČąĮąŠ čćč鹊 ą▓ ąÉąĀąóą║ą░ą╝ąĄ čŹč鹊 ą┐čĆąŠčēąĄ)) čÅ ąĖą╝ ąĮąĄ ą┐ąŠą╗čīąĘąŠą▓ą░ą╗čüčÅ ... ąśą┤ąĄčÄ čüąŠ čüą╗ąŠčÅą╝ąĖ ą┐ąŠąĮčÅą╗... ą» ą┐čĆąĖą╝ąĄąĮčÅčÄ ą┤čĆčāą│čāčÄ čüčéčĆą░č鹥ą│ąĖčÄ ą┐čĆąĖ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĄ čāą┐čĆą░ą▓ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ - ą▓čĆčāčćąĮčāčÄ ą┐ąĄčĆąĄą▒ąĖčĆą░čÄ ą▓čüąĄ ą║ąŠąĮčéčāčĆą░ čĆąĄąĘą░ (ą▓ąĮčāčéčĆčī ąĖą╗ąĖ ąĮą░čĆčāąČčā), ą╝ąŠą│čā ą┐ąŠą╝ąĄąĮčÅčéčī ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ą┐ąĄčĆąĄą▒ąŠčĆą░ ą║ąŠąĮčéčāčĆąŠą▓, čćč鹊ą▒čŗ ą╝ąĖąĮąĖą╝ąĖąĘąĖčĆąŠą▓ą░čéčī čģąŠą╗ąŠčüčéčŗąĄ ą┐ąĄčĆąĄąĄąĘą┤čŗ. ąĢčüą╗ąĖ "ą▓čŗą┤ąĄą╗ąĖčéčī ą▓čüąĄ" ąĖ ąĘą░ą┤ą░čéčī čĆąĄąĘ, č鹊 ąĪąÉą£ ąĖąĮąŠą│ą┤ą░ ą┤ąĄą╗ą░ąĄčé čüąŠą▓čüąĄą╝ ąĮąĄ ą╗ąŠą│ąĖčćąĮčŗąĄ ą┐čāčüčéčŗąĄ ą┐ąĄčĆąĄąĄąĘą┤čŗ - ąĮą░čćą░ą╗ čĆąĄąĘą░čéčī ą┤ą░ą╗čīąĮąĖą╣ ą║čĆą░ą╣, ą▓ąĄčĆąĮčāą╗čüčÅ ą▓ ąĮą░čćą░ą╗ąŠ , ą┐ąŠč鹊ą╝ čüąĮąŠą▓ą░ ą┐ąŠąĄčģą░ą╗ č湥čĆąĄąĘ ą▓čüčÄ ąĘą░ą│ąŠč鹊ą▓ą║čā.... ąÉ ąĄčüą╗ąĖ ą┐ąĄčĆąĄą▒ąĖčĆą░čéčī ą▓čüąĄ ą║ąŠąĮčéčāčĆčŗ čĆčāą║ą░ą╝ąĖ, č鹊 ąĖ ąĮąĄ ą▓ą░ąČąĮąŠ ąĮą░ ą║ą░ą║ąŠą╝ ąŠąĮ čüą╗ąŠąĄ... ą¤ąŠą▓č鹊čĆčÄčüčī - čŹč鹊 ą╝ąŠčÅ čüčéčĆą░č鹥ą│ąĖčÅ. ąØčā, ąĖ ąĄčēčæ čĆčāčćąĮą░čÅ ąŠą▒čĆą░ą▒ąŠčéą║ą░ ą▓čüąĄą│ą┤ą░ "č鹥ą┐ą╗ąĄąĄ" ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą╣ - ą║ą░ą║ ą┐čĆąĖ čĆą░ąĘą▓ąŠą┤ą║ąĄ ą┐ą╗ą░čéčŗ , ą░ą▓č鹊ą╝ą░čé ąĮąĄ ą▓čüąĄą│ą┤ą░ ą╗čāčćčłąĄ čüą┤ąĄą╗ą░ąĄčé (ą▒čŗčüčéčĆąĄąĄ - ą┤ą░, ąĮąŠ ąĮąĄ ą╗čāčćčłąĄ) ąś ąĘą░ą┐ąŠčĆąŠčéčī ąĘą░ą│ąŠč鹊ą▓ą║čā ąĮą░ čüčéą░ąĮą║ąĄ čüąŠą▓čüąĄą╝ ąĮąĄ čģąŠč湥čéčüčÅ, ąĄčüą╗ąĖ ąĮą░ą┤ąĄčÅčéčīčüčÅ č鹊ą╗čīą║ąŠ ąĮą░ ą░ą▓č鹊ą╝ą░čé. ą¤ąŠą┐čĆąŠą▒čāčÄ ą┐ąŠčŹą║čüą┐ąĄčĆąĖą╝ąĄąĮčéąĖčĆąŠą▓ą░čéčī čüąŠ čüą╗ąŠčÅą╝ąĖ.... ą» čĆąĄą░ą╗ąĖąĘąŠą▓ą░ą╗ ą╝ąĖąĮąĖą╝ą░ą╗čīąĮčŗą╣ ąĮą░ą▒ąŠčĆ ą║ąŠą╝ą░ąĮą┤ č乊čĆą╝ą░čéą░ dxf - ą┤ą╗čÅ čĆąĄčłąĄąĮąĖčÅ ą║ąŠąĮą║čĆąĄčéąĮąŠą╣ ąĘą░ą┤ą░čćąĖ, ą░ ą┤ą░ą╗čīąĮąĄą╣čłąĖąĄ čüąĄčĆą▓ąĖčüčŗ ąĖ "ą┐ą╗čÄčłą║ąĖ" ą╝ąŠąČąĮąŠ ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī ą┤ąŠą▒ą░ą▓ą╗čÅčéčī. ąÜčüčéą░čéąĖ, ą║ą░ą║ ąŠčéą║čĆčŗą╗čüčÅ dxf ? ą▒ąĄąĘ ąŠčłąĖą▒ąŠą║? ąĀą░ąĘąĮąŠą▓ąĖą┤ąĮąŠčüč鹥ą╣ č乊čĆą╝ą░čéą░ ą╝ąĮąŠą│ąŠ, ąĖ ąĮąĄ čäą░ą║čé, čćč鹊 ą▒čāą┤ąĄčé ą▓ąĄąĘą┤ąĄ ą║ąŠčĆčĆąĄą║čéąĮąŠ ąŠčéą║čĆčŗą▓ą░čéčīčüčÅ. ąĘ.čŗ. ą¤ąŠą┐čĆąŠą▒ąŠą▓ą░ą╗ čüąĄą╣čćą░čü "ą┐ąŠąĖą│čĆą░čéčīčüčÅ" čüąŠ čüą╗ąŠčÅą╝ąĖ...ąĮąĄčé, ąĮąĄ ą▒čāą┤čā čÅ ąĖčģ ą┤ąŠą▒ą░ą▓ą╗čÅčéčī ą▓ čüą▓ąŠčÄ ą┐čĆąŠą│čĆą░ą╝ą╝ą║čā. ąÜąŠąĮčüąĄčĆą▓ą░čéąĖąĘą╝ ąĖ ą┐čĆąĖčĆąŠą┤ąĮą░čÅ ą╗ąĄąĮčī ą┐ąŠą▒ąĄą┤ąĖą╗ąĖ , ą┤ą░ą▒čŗ ąĮąĄ ą╗ąŠą╝ą░čéčī čüą┤ąĄą╗ą░ąĮąĮąŠąĄ. ą¦č鹊ą▒čŗ čĆą░ąĘąĮąĄčüčéąĖ ą┐ąŠ čüą╗ąŠčÅą╝ ą║ąŠąĮčéčāčĆą░ , ą║ąŠč鹊čĆčŗąĄ ąĮą░ą┤ąŠ čĆąĄąĘą░čéčī "ąĮą░čĆčāąČčā" ąĖ "ą▓ąĮčāčéčĆčī" ą┤ąŠčüčéą░č鹊čćąĮąŠ čłąĄčüčéąĖ ą║ą╗ąĖą║ąŠą▓ ą╝čŗčłą║ąŠą╣, ą▓ ą╗čÄą▒ąŠą╝ čĆąĄą┤ą░ą║č鹊čĆąĄ. ąŚą░ą│čĆčāąČą░ąĄą╝ čäą░ą╣ą╗ "ą║ąŠčĆąŠą▒ą║ą░.dxf" ąÜą╗ąĖą║ą░ąĄą╝ (ą┐ąŠ ąŠč湥čĆąĄą┤ąĖ) ąĮą░ ą▓ąĮąĄčłąĮąĄą╝ ą║ąŠąĮčéčāčĆąĄ ą║ą░ąČą┤ąŠą╣ ą┤ąĄčéą░ą╗ąĖ čāą┤ąĄčƹȹĖą▓ą░čÅ Shift - čłąĄčüčéčī ą┤ąĄčéą░ą╗ąĄą╣ (2 ą▒ąŠą║ąŠą▓ąĖąĮčŗ, čäą░čüą░ą┤, čéčŗą╗, ą┤ąĮąŠ, ą║čĆčŗčłą║ą░) ąÜąŠą╝ą░ąĮą┤ą░ "ą▓čŗčĆąĄąĘą░čéčī" ą┤ąŠą▒ą░ą▓ą╗čÅąĄą╝ ąĮąŠą▓čŗą╣ čüą╗ąŠą╣ (ą╝ąŠąČąĮąŠ ąĖąĘą╝ąĄąĮąĖčéčī čåą▓ąĄčé ą╗ąĖąĮąĖą╣) ą║ąŠą╝ą░ąĮą┤ą░ "ą▓čüčéą░ą▓ąĖčéčī" ą▓čüąĄ.... ąŠčéą▓ąĄčĆčüčéąĖčÅ ąŠčüčéą░ą╗ąĖčüčī ąĮą░ ą┐ąĄčĆą▓ąŠą╝ čüą╗ąŠąĄ, ą║ąŠąĮčéčāčĆą░ č鹥ą┐ąĄčĆčī ąĮą░ ą▓č鹊čĆąŠą╝.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąŠą║čé 08, 2016 18:06:38 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą”ąĖčéą░čéą░: ąÜčüčéą░čéąĖ, ą║ą░ą║ ąŠčéą║čĆčŗą╗čüčÅ dxf ?
ą▒ąĄąĘ ąŠčłąĖą▒ąŠą║?
ąĀą░ąĘąĮąŠą▓ąĖą┤ąĮąŠčüč鹥ą╣ č乊čĆą╝ą░čéą░ ą╝ąĮąŠą│ąŠ, ąĖ ąĮąĄ čäą░ą║čé, čćč鹊 ą▒čāą┤ąĄčé ą▓ąĄąĘą┤ąĄ ą║ąŠčĆčĆąĄą║čéąĮąŠ ąŠčéą║čĆčŗą▓ą░čéčīčüčÅ.
ą» ąĄą│ąŠ ąŠčéą║čĆčŗą▓ą░ą╗ ą▓ ą║ąŠą╝ą┐ą░čüąĄ, Qcad, cam350 v9, gerbTool ąŠčéą║čĆčŗą╗ąŠčüčī ąĮąŠčĆą╝ą░ą╗čīąĮąŠ. ąĄą┤ąĖąĮčüčéą▓ąĄąĮąĮąŠ ą┐čĆąĖ ąĖą╝ą┐ąŠčĆč鹥 ą▓ ąÜąŠą╝ą┐ą░čü ąĮčāąČąĮąŠ ą▓ čĆčāčćąĮčāčÄ čāą║ą░ąĘčŗą▓ą░čéčī ąĄą┤ąĖąĮąĖčåčŗ ąĖąĘą╝ąĄčĆąĄąĮąĖą╣, ą╝ą╝ ąĖą╗ąĖ ą┤čÄą╣ą╝čŗ. ąØą░ą┤ąŠ ą▒čŗ ą│ą┤ąĄ č鹊 čāą║ą░ąĘą░čéčī, čćč鹊 čäą░ą╣ą╗ ą▓ ą╝ą╝, ą░ č鹊 ą╝ąŠąČąĮąŠ čüą╗čāčćą░ą╣ąĮąŠ ą▓ ą┤čÄą╣ą╝ą░čģ ąŠčéą║čĆčŗčéčī ...  Pcad 2006 ą┐ąĄčĆąĄą▓ą░čĆąĖčéčī ąĮąĄ čüą╝ąŠą│ ... ąØąŠ čŹč鹊 ą▓ą┐ąŠą╗ąĮąĄ ąŠąČąĖą┤ą░ąĄą╝ąŠ ... ąŠąĮ ąĮąĄ ą╗čÄą▒ąĖčé ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ąĖ ąĖ čüą│čĆčāą┐ą┐ąĖčĆąŠą▓ą░ąĮąĮčŗąĄ 菹╗ąĄą╝ąĄąĮčéčŗ ... ą┐ąŠ ą┐ąŠą▓ąŠą┤čā ą║ąŠą╝ą┐ąĄąĮčüą░čåąĖąĖ ą┤ąĖą░ą╝ąĄčéčĆą░ čäčĆąĄąĘčŗ, ą┐ąŠč湥ą╝čā ąÆčŗ ą┐čĆąŠčüč鹊 ąĮąĄ čāą┤ą╗ąĖąĮąĖą╗ąĖ ąŠčéą▓ąĄčĆčüčéąĖčÅ ąĮą░ ąĮą░ čĆą░ą┤ąĖčāčü čäčĆąĄąĘčŗ, čü ąŠą▒ąĄąĖčģ čüč鹊čĆąŠąĮ ? ą░ čüčéą░ą╗ąĖ ą┤ąĄą╗ą░čéčī čéą░ą║ąĖąĄ čäąĖą│čāčĆąĮčŗąĄ ą▓čŗčĆąĄąĘčŗ? ąĮąĄ ą┐ąŠą┤čüą║ą░ąĄč鹥 ą║ą░ą║ąŠą╣ ą╗ą░ąĘąĄčĆ ąĮčāąČąĄąĮ ą┤ą╗čÅ čĆąĄąĘą║ąĖ ą░ą║čĆąĖą╗ą░ ąĖą╗ąĖ ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čéą░?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąŠą║čé 09, 2016 09:55:31 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ass20 ą┐ąĖčüą░ą╗(ą░): ą”ąĖčéą░čéą░: ąÜčüčéą░čéąĖ, ą║ą░ą║ ąŠčéą║čĆčŗą╗čüčÅ dxf ?
ą▒ąĄąĘ ąŠčłąĖą▒ąŠą║?
ąĀą░ąĘąĮąŠą▓ąĖą┤ąĮąŠčüč鹥ą╣ č乊čĆą╝ą░čéą░ ą╝ąĮąŠą│ąŠ, ąĖ ąĮąĄ čäą░ą║čé, čćč鹊 ą▒čāą┤ąĄčé ą▓ąĄąĘą┤ąĄ ą║ąŠčĆčĆąĄą║čéąĮąŠ ąŠčéą║čĆčŗą▓ą░čéčīčüčÅ.
ą» ąĄą│ąŠ ąŠčéą║čĆčŗą▓ą░ą╗ ą▓ ą║ąŠą╝ą┐ą░čüąĄ, Qcad, cam350 v9, gerbTool ąŠčéą║čĆčŗą╗ąŠčüčī ąĮąŠčĆą╝ą░ą╗čīąĮąŠ. ąĄą┤ąĖąĮčüčéą▓ąĄąĮąĮąŠ ą┐čĆąĖ ąĖą╝ą┐ąŠčĆč鹥 ą▓ ąÜąŠą╝ą┐ą░čü ąĮčāąČąĮąŠ ą▓ čĆčāčćąĮčāčÄ čāą║ą░ąĘčŗą▓ą░čéčī ąĄą┤ąĖąĮąĖčåčŗ ąĖąĘą╝ąĄčĆąĄąĮąĖą╣, ą╝ą╝ ąĖą╗ąĖ ą┤čÄą╣ą╝čŗ. ąØą░ą┤ąŠ ą▒čŗ ą│ą┤ąĄ č鹊 čāą║ą░ąĘą░čéčī, čćč鹊 čäą░ą╣ą╗ ą▓ ą╝ą╝, ą░ č鹊 ą╝ąŠąČąĮąŠ čüą╗čāčćą░ą╣ąĮąŠ ą▓ ą┤čÄą╣ą╝ą░čģ ąŠčéą║čĆčŗčéčī ... ą┐ąŠ ą┐ąŠą▓ąŠą┤čā ą║ąŠą╝ą┐ąĄąĮčüą░čåąĖąĖ ą┤ąĖą░ą╝ąĄčéčĆą░ čäčĆąĄąĘčŗ, ą┐ąŠč湥ą╝čā ąÆčŗ ą┐čĆąŠčüč鹊 ąĮąĄ čāą┤ą╗ąĖąĮąĖą╗ąĖ ąŠčéą▓ąĄčĆčüčéąĖčÅ ąĮą░ ąĮą░ čĆą░ą┤ąĖčāčü čäčĆąĄąĘčŗ, čü ąŠą▒ąĄąĖčģ čüč鹊čĆąŠąĮ ? ą░ čüčéą░ą╗ąĖ ą┤ąĄą╗ą░čéčī čéą░ą║ąĖąĄ čäąĖą│čāčĆąĮčŗąĄ ą▓čŗčĆąĄąĘčŗ? ąĮąĄ ą┐ąŠą┤čüą║ą░ąĄč鹥 ą║ą░ą║ąŠą╣ ą╗ą░ąĘąĄčĆ ąĮčāąČąĄąĮ ą┤ą╗čÅ čĆąĄąĘą║ąĖ ą░ą║čĆąĖą╗ą░ ąĖą╗ąĖ ą┐ąŠą╗ąĖą║ą░čĆą▒ąŠąĮą░čéą░? ąĀą░ąĘ ą▓ąĄąĘą┤ąĄ ąŠčéą║čĆčŗą▓ą░ąĄčéčüčÅ, čŹč鹊 čģąŠčĆąŠčłąŠ, ąĘąĮą░čćąĖčé č乊čĆą╝ą░čé dxf ąĮąĄ ąĮą░čĆčāčłąĄąĮ. ąÆčŗą▒ąŠčĆ ą╝ą╝ ąĖą╗ąĖ ą┤čÄą╣ą╝čŗ, ą╝ąĮąĄ ą║ą░ąČąĄčéčüčÅ, ą┐čĆąĄą┤ą╗ą░ą│ą░čÄčé ą▓čüąĄ čĆąĄą┤ą░ą║č鹊čĆčŗ ą┐čĆąĖ ąĖą╝ą┐ąŠčĆč鹥... ąÜąŠą╝ą┐ąĄąĮčüą░čåąĖčÅ ą┤ąĖą░ą╝ąĄčéčĆą░ čäčĆąĄąĘčŗ čāą┤ą╗ąĖąĮąĄąĮąĖąĄą╝ ąŠčéą▓ąĄčĆčüčéąĖčÅ ąĄčüčéčī ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ! ąŁč鹊 čłąĄčüčéą░čÅ čüčéčĆąŠą║ą░ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓, čéą░ą║ ąĖ ąĮą░ąĘčŗą▓ą░ąĄčéčüčÅ "ą¤čĆąĖą┐čāčüą║ ą┤ą╗ąĖąĮčŗ ąĘčāą▒ą░(čüą║čĆčāą│ą╗ąĄąĮąĖąĄ čäčĆąĄąĘčŗ)" čüą╝. čĆąĖčüčāąĮąŠą║ 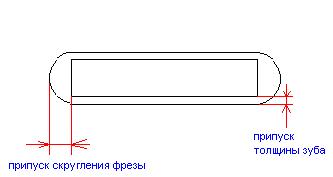 ąĘą┤ąĄčüčī čāą║ą░ąĘčŗą▓ą░ąĄčéčüčÅ ą┐ąŠą╗ąŠą▓ąĖąĮą░ ą┤ąĖą░ą╝ąĄčéčĆą░ čäčĆąĄąĘčŗ. ąóąŠą│ą┤ą░ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮčŗą╣ "ąĘčāą▒" ąĮąĄ ą▒čāą┤ąĄčé ą┐ąŠą┐ą░ą┤ą░čéčī ąĮą░ ąŠčüčéą░ą▓čłąĄąĄčüčÅ čüą║čĆčāą│ą╗ąĄąĮąĖąĄ. ąĢčüą╗ąĖ čĆąĄąĘą░čéčī ą╗ą░ąĘąĄčĆąŠą╝ (ą┤ąĖą░ą╝ąĄčéčĆ čäčĆąĄąĘčŗ 0), č鹊 ąĘą┤ąĄčüčī ąĮą░ą┤ąŠ čāą║ą░ąĘčŗą▓ą░čéčī č鹊čé-ąČąĄ ąĘą░ąĘąŠčĆ, čćč鹊 ąĖ ą▓ 5-ąŠą╣ čüčéčĆąŠą║ąĄ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ "ą┐čĆąĖą┐čāčüą║ č鹊ą╗čēąĖąĮčŗ ąĘčāą▒ą░" - 0.1 ą╝ą╝. ąĪ čŹčéąĖą╝ąĖ ą┐čĆąĖą┐čāčüą║ą░ą╝ąĖ ąĮą░ą┤ąŠ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéąĖčĆąŠą▓ą░čéčī ąĮą░ ą║ąŠąĮą║čĆąĄčéąĮąŠą╝ ą╝ą░č鹥čĆąĖą░ą╗ąĄ ąĖ čüčéą░ąĮą║ąĄ, čéą░ą║ ą║ą░ą║ ą┤ąĄčéą░ą╗čī, ą┤ąŠą┐čāčüčéąĖą╝, 10 ą╝ą╝ ąĮąĄ ą┐ąŠą╗ąĄąĘąĄčé ą▓ ąŠčéą▓ąĄčĆčüčéąĖąĄ 10ą╝ą╝ , ą░ ą▓ ąŠčéą▓ąĄčĆčüčéąĖąĄ 10.1 čāąČąĄ ą┐ąŠą╣ą┤ąĄčé čü ąĮą░čéčÅą│ąŠą╝, ą░ ąĖąĘ 10.2 ą▒čāą┤ąĄčé ą▓čŗą▓ą░ą╗ąĖą▓ą░čéčīčüčÅ - ąĮą░ą┤ąŠ ą║ą╗ąĄąĖčéčī. ąÆčüąĄ čüąĖą╗čīąĮąŠ ąĘą░ą▓ąĖčüąĖčé ąŠčé ą┐ą╗ą░čüčéąĖčćąĮąŠčüčéąĖ ą║ąŠąĮą║čĆąĄčéąĮąŠą│ąŠ ą╝ą░č鹥čĆąĖą░ą╗ą░. ąÆą░čĆąĖą░ąĮčé "ą┐čĆąŠčĆąĄąĘą░čéčī ą┐čĆčÅą╝čŗąĄ čāą│ą╗čŗ čāčłą║ą░ą╝ąĖ" ą┤ąŠą▒ą░ą▓ąĖą╗ ą┐ąŠąĘą┤ąĮąĄąĄ ą┐ąŠ čéą░ą║ąĖą╝ čüąŠąŠą▒čĆą░ąČąĄąĮąĖčÅą╝: ąÆą┤ąŠą╗čī ą┤ą╗ąĖąĮčŗ ąŠčéą▓ąĄčĆčüčéąĖčÅ "ąĘčāą▒ą░" ąĖą┤ąĄčé ą│ą╗čÅąĮčåąĄą▓ą░čÅ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī ą╗ąĖčüč鹊ą▓ąŠą│ąŠ ą┐ą╗ą░čüčéąĖą║ą░, čüąŠąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠ, ąŠąĮą░ ą▒čāą┤ąĄčé ąŠč湥ąĮčī čüą╗ą░ą▒ąŠ ą┤ąĄčƹȹ░čéčī ą┐ąŠ čéčĆąĄąĮąĖčÄ ą┐čĆąĖ čüą▒ąŠčĆą║ąĄ (ą┐čĆąĖą┤ąĄčéčüčÅ ąŠč湥ąĮčī č鹊čćąĮąŠ ą┐ąŠą┤ą│ąŠąĮčÅčéčī ąĘą░ąĘąŠčĆ, čćč鹊ą▒čŗ ą┐ąŠą╗čāčćąĖčéčī ą┐čĆąĖąĄą╝ą╗ąĄą╝čŗą╣ ąĮą░čéčÅą│), ą░ č鹊čĆčåčŗ ą▓čüąĄą│ą┤ą░ čĆąĄąĘą░ąĮąĮčŗąĄ, ąĮąŠ ą╝ąĄčłą░ąĄčé čüą║čĆčāą│ą╗ąĄąĮąĖąĄ čäčĆąĄąĘčŗ, ą▓ąŠčé ąĖ ą▓čŗąĮąĄčü čŹčéąĖ čüą║čĆčāą│ą╗ąĄąĮąĖčÅ ą▓ čüč鹊čĆąŠąĮčŗ, čćč鹊ą▒čŗ ąŠčüčéą░ą▓ą░ą╗ą░čüčī "čćąĖčüčéą░čÅ" ą┤ą╗ąĖąĮą░. ąÆ ą║ą░ą║ąŠą╣-č鹊 ąĪąÉą£ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ (ąĮą░ąĘą▓ą░ąĮąĖąĄ ąĮąĄ ą┐ąŠą╝ąĮčÄ, ą▓ąĖą┤ąĄą╗ ą▓ č乊čĆčāą╝ą░čģ) čŹčéą░ "čäąĖčłą║ą░" ąĄčüčéčī čłčéą░čéąĮąŠ (ą┐čĆąŠčĆąĄąĘą░čéčī ą┐čĆčÅą╝čŗąĄ čāą│ą╗čŗ ąĮą░ čüą║čĆčāą│ą╗ąĄąĮąĖąĄ čäčĆąĄąĘčŗ) ą▓ąŠčé ąĖ čĆąĄčłąĖą╗ ą┐ąŠą▓č鹊čĆąĖčéčī. ą¤čĆąŠ ą╗ą░ąĘąĄčĆ - "ą║ą░ą║ąŠą╣ ąĮčāąČąĄąĮ" ą▓ čüą╝čŗčüą╗ąĄ čüą┤ąĄą╗ą░čéčī čüčéą░ąĮąŠą║ čüą░ą╝ąŠą╝čā ąĖą╗ąĖ ąĮą░ą╣čéąĖ, čćč鹊-ą▒čŗ ą┐ąŠčĆąĄąĘą░čéčī? ąØčāąČąĄąĮ ą╝ąŠčēąĮčŗą╣. ą×č湥ąĮčī ą╝ąŠčēąĮčŗą╣, ąĖąĮą░č湥 čŹč鹊 ą▒čāą┤ąĄčé "ą▓čŗąČąĖą│ą░ą╗ą║ą░ ą┐ąŠ ą┤ąĄčĆąĄą▓čā" ą▓ ą╗čāčćčłąĄą╝ čüą╗čāčćą░ąĄ, ąĖą╗ąĖ ą┐čĆąŠčüč鹊 "ą▓ąŠąĮčÄčćą║ą░" ą┐ąŠ ą┐ą╗ą░čüčéąĖą║čā - čĆąĄąĘą░čéčī ąĮąŠčĆą╝ą░ą╗čīąĮąŠ ąĮąĄ ą┐ąŠą╗čāčćąĖčéčüčÅ. ą£ąŠąĄ ą╝ąĮąĄąĮąĖąĄ, čćč鹊 "ą┤ąŠą╝ą░" ąĖą│čĆą░čéčīčüčÅ čü ą╗ą░ąĘąĄčĆąŠą╝ ą┐čĆąŠčüč鹊 ąŠą┐ą░čüąĮąŠ ąĖ ą▓čĆąĄą┤ąĮąŠ - ą╝ąŠąČąĮąŠ 菹╗ąĄą╝ąĄąĮčéą░čĆąĮąŠ ą┐ąŠą▓čĆąĄą┤ąĖčéčī ąĘčĆąĄąĮąĖąĄ ąĖąĘ-ąĘą░ ąĮąĄąŠčüč鹊čĆąŠąČąĮąŠą│ąŠ (čüą╗čāčćą░ą╣ąĮąŠą│ąŠ) ą▒ą╗ąĖą║ą░ ą▓ ą│ą╗ą░ąĘ, ąĖ ą▓č鹊čĆąŠąĄ - ąĮąĄ ą╝ąĄąĮąĄąĄ čüčéčĆą░čłąĮąŠąĄ - ą┐čĆąĖ čĆąĄąĘą║ąĄ ą┐ą╗ą░čüčéąĖą║ąŠą▓ ą╗ą░ąĘąĄčĆąŠą╝ ą▓čŗą┤ąĄą╗čÅčÄčéčüčÅ ąŠč湥ąĮčī čÅą┤ąŠą▓ąĖčéčŗąĄ ą│ą░ąĘčŗ !!! (č乊ąĘą│ąĄąĮ ąĖ ą┐čĆąŠčć. ą┤čĆčÅąĮčī) ąĖ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÅ ąĮąŠčĆą╝ą░ą╗čīąĮąŠą╣ ą▓ąĄąĮčéąĖą╗čÅčåąĖąĖ ąĖ ą▓čŗčéčÅąČą║ąĖ ą┤ą╗čÅ čéą░ą║ąĖčģ čüčéą░ąĮą║ąŠą▓ ąŠą▒čÅąĘą░č鹥ą╗čīąĮą░! ą¤ąŠčŹč鹊ą╝čā ą┤ąŠą╝ą░ čÅ čĆąĄąČčā čäčĆąĄąĘąŠą╣ (č鹊ąČąĄ ąĮą░ą┤ąŠ ą░ą║ą║čāčĆą░čéąĮąŠ) .
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąŠą║čé 14, 2016 10:20:00 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąÆč湥čĆą░ ą▓čŗą┐ąĖą╗ąĖą╗ ą║ąŠčĆą┐čāčü ąĖąĘ ą░ą║čĆąĖą╗ą░ 3ą╝ą╝. ą┐čĆąĖą┐čāčüą║ ąĮą░ čĆą░ą┤ąĖčāčü čäčĆąĄąĘčŗ čüą┤ąĄą╗ą░ą╗ ąĘą░ cč湥čé čāą▓ąĄą╗ąĖč湥ąĮąĖčÅ ą┤ą╗ąĖąĮąĮčŗ ą┐ą░ąĘąŠą▓ čĆąĄąĘą░ą╗ čäčĆąĄąĘąŠą╣ 3ą╝ą╝. ąÜąŠčĆą┐čāčü čüąŠą▒čĆą░ą╗čüčÅ ąĘą░ą╝ąĄčćą░č鹥ą╗čīąĮąŠ))  ąĢą┤ąĖąĮčüčéą▓ąĄąĮąĮąŠ ąĮąĄ ą┐ąŠąĮčĆą░ą▓ąĖą╗ą░čüčī ąŠą▒čĆą░ą▒ąŠčéą║ą░ ą║ąŠąĮčéčāčĆą░ ą▓ čāą│ą╗ą░čģ ąŠčüčéą░ą▓ą░ą╗ąĖčüčī ąĮąĄ ą║čĆą░čüąĖą▓čŗąĄ čģą▓ąŠčüčéąĖą║ąĖ... čÅ ą┤čāą╝ą░čÄ čü ąĮąĖą╝ąĖ ą╝ąŠąČąĮąŠ ą▒ąŠčĆąŠčéčīčüčÅ ą┐čāč鹥ą╝ čüą║čĆčāą│ą╗ąĄąĮąĖčÅ čāą│ą╗ąŠą▓ čĆą░ą┤ąĖčāčüąŠą▓ 0,5-1ą╝ą╝ ąĢčēąĄ ą▓ąŠą┐čĆąŠčüąĖą║ čüąŠąĘčĆąĄą╗, ą║ą░ą║ąŠą╣ čüą┐ąĄčåąĖčäąĖą║ą░čåąĖąĄą╣ dxf ą▓čŗ ą┐ąŠą╗čīąĘąŠą▓ą░ą╗ąĖčüčī ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ? ą║ ą┐čĆąĖą╝ąĄčĆčā čā ą╝ąĄąĮčÅ ą║ąŠą╝ą┐ą░čü ą┐čĆąĄą┤ą╗ą│ą░ąĄčé ą║čāčćčā ą▓ą░čĆąĖą░ąĮč鹊ą▓, ąĮą░čćąĖąĮą░čÅ ąŠčé ą░ą▓č鹊ą║ą░ą┤ą░ 2000 ą┤ąŠ 2013))) čģąŠčéčÅ ą┤ą╗čÅ ąĮą░čłąĖčģ ą║ąŠčĆą┐čāčüąŠą▓ ąĮą░ą▓ąĄčĆąĮąŠ čŹč鹊 ąĘąĮą░č湥ąĮąĖčÅ ąĮąĄ ąĖą╝ąĄąĄčé
ą¤ąŠčüą╗ąĄą┤ąĮąĖą╣ čĆą░ąĘ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī ass20 ą¤čé ąŠą║čé 14, 2016 18:45:40, ą▓čüąĄą│ąŠ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī 1 čĆą░ąĘ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąŠą║čé 14, 2016 18:45:04 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ass20 ą┐ąĖčüą░ą╗(ą░): ąÜąŠčĆą┐čāčü čüąŠą▒čĆą░ą╗čüčÅ ąĘą░ą╝ąĄčćą░č鹥ą╗čīąĮąŠ)) ąĢą┤ąĖąĮčüčéą▓ąĄąĮąĮąŠ ąĮąĄ ą┐ąŠąĮčĆą░ą▓ąĖą╗ą░čüčī ąŠą▒čĆą░ą▒ąŠčéą║ą░ ą║ąŠąĮčéčāčĆą░ ą▓ čāą│ą╗ą░čģ ąŠčüčéą░ą▓ą░ą╗ąĖčüčī ąĮąĄ ą║čĆą░čüąĖą▓čŗąĄ čģą▓ąŠčüčéąĖą║ąĖ... čÅ ą┤čāą╝ą░čÄ čü ąĮąĖą╝ąĖ ą╝ąŠąČąĮąŠ ą▒ąŠčĆąŠčéčīčüčÅ ą┐čāč鹥ą╝ čüą║čĆčāą│ą╗ąĄąĮąĖčÅ čāą│ą╗ąŠą▓ čĆą░ą┤ąĖčāčüąŠą▓ 0,5-1ą╝ą╝ ą¤ąŠąĘą┤čĆą░ą▓ą╗čÅčÄ:) ąØąĄ ą┐ąŠąĮčÅčéąĮąŠ ąŠ ą║ą░ą║ąĖčģ "čģą▓ąŠčüčéąĖą║ą░čģ" ąĖą┤ąĄčé čĆąĄčćčī? ąĖ ą│ą┤ąĄ - "ą▓ čāą│ą╗ą░čģ" ąĖą╗ąĖ "ąĮą░ čāą│ą╗ą░čģ" ? ąĢčüą╗ąĖ "ą▓ čāą│ą╗ą░čģ" - č鹊 čŹč鹊-ąČąĄ ąŠč湥ą▓ąĖą┤ąĮąŠ, čćč鹊 ą║čĆčāą│ą╗ą░čÅ čäčĆąĄąĘą░ ąĮąĄ čüą┤ąĄą╗ą░ąĄčé ąÆąØąŻąóąĀąĢąØąØąśąÖ ą┐čĆčÅą╝ąŠą╣ čāą│ąŠą╗. ąÆčüąĄą│ą┤ą░ ą▒čāą┤ąĄčé ąŠčüčéą░ą▓ą░čéčīčüčÅ ą╝ą░č鹥čĆąĖą░ą╗ ą▓ čāą│ą╗čā 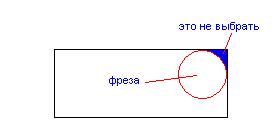 ą┤ą╗čÅ čāą╝ąĄąĮčīčłąĄąĮąĖčÅ čŹč鹊ą│ąŠ ąŠčüčéą░čéą║ą░ ąĮą░ą┤ąŠ ą▒čĆą░čéčī čäčĆąĄąĘčā ą┐ąŠč鹊ąĮčīčłąĄ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąŠą║čé 14, 2016 19:03:43 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
čģą▓ąŠčüčéąĖą║ąĖ ąĮą░ čāą│ą╗ą░čģ.. č乊č鹊 ą║čĆąĖą║ą╗ą░ą┤čŗą▓ą░čÄ , ąĮą░ č乊č鹊 ąĄčüčéčī ąŠą▒ą▓ąĄą┤ąĄąĮąĮčŗąĄ ą▒ąĄą╗čŗąĄ ą┐čÅčéąĮčŗčłą║ąĖ , čŹč鹊 ąĖ ąĄčüčéčī čģą▓ąŠčüčéą║ąĖ))  č乊č鹊 ą║ąŠčĆąŠą▒ąŠčćą║ąĖ. 
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąŠą║čé 15, 2016 21:02:58 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
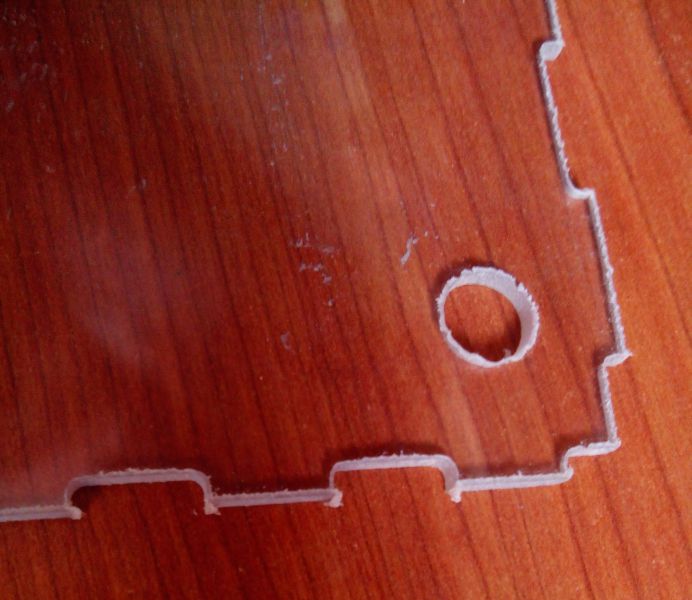
ą¤ąŠ č乊č鹊 ąŠč湥ąĮčī čéčĆčāą┤ąĮąŠ ą┐ąŠąĮčÅčéčī, ą║ą░č湥čüčéą▓ąŠ čüąŠą▓čüąĄą╝ ąĮąĖąĘą║ąŠąĄ.....ą┤ąŠą╗ą│ąŠ ą▓ą│ą╗čÅą┤čŗą▓ą░ą╗čüčÅ, ąĮąŠ čéą░ą║ ąĖ ąĮąĄ ą┐ąŠąĮčÅą╗ ą×ą┤ąĮą░ą║ąŠ, ą╝ąŠą│čā čü čāą▓ąĄčĆąĄąĮąĮąŠčüčéčīčÄ čüą║ą░ąĘą░čéčī, čćč鹊 ą┐čĆąĖčćąĖąĮą░ čŹčéąĖčģ "čģą▓ąŠčüčéąĖą║ąŠą▓" ą╗ąĖą▒ąŠ ą▓ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮąŠą╝ čĆąĄąČąĖą╝ąĄ čĆąĄąĘą░ąĮąĖčÅ, ą╗ąĖą▒ąŠ čäčĆąĄąĘą░ ąĮąĄ ą┤ą╗čÅ čŹč鹊ą│ąŠ ą╝ą░č鹥čĆąĖą░ą╗ą░... ą╗ąĖą▒ąŠ ąĖ č鹊 ąĖ ą┤čĆčāą│ąŠąĄ ą▓ą╝ąĄčüč鹥. ąĢčüą╗ąĖ čäčĆąĄąĘą░ ąĖą┤ąĄčé čüą╗ąĖčłą║ąŠą╝ ą▒čŗčüčéčĆąŠ ąĖ ąŠą▒ąŠčĆąŠčéčŗ čüą╗ąĖčłą║ąŠą╝ ą▒ąŠą╗čīčłąĖąĄ, č鹊 čüčéčĆčāąČą║ą░ ą▒čāą┤ąĄčé ą┐ą╗ą░ą▓ąĖčéčīčüčÅ ąĖ ąĮą░ą╗ąĖą┐ą░čéčī ąĮą░ ą║čĆą░ą╣ čĆąĄąĘą░. ąÆ čāą│ą╗čā ą┐čĆąŠąĖčüčģąŠą┤ąĖčé ąĖąĘą╝ąĄąĮąĄąĮąĖąĄ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą┤ą▓ąĖąČąĄąĮąĖčÅ ąĖ čäčĆąĄąĘą░ ą┤ąŠą╗čīčłąĄ čĆą░ą▒ąŠčéą░ąĄčé ą▓ ąŠą┤ąĮąŠą╝ ą╝ąĄčüč鹥 - čüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠ ą▓čŗčłąĄ ąĮą░ą│čĆąĄą▓, ą▒ąŠą╗čīčłąĄ čüčéčĆčāąČą║ąĖ ą┐čĆąĖą╗ąĖą┐ąĮąĄčé.... ąóą░ą║-ąČąĄ ą▓ą░ąČąĮąŠ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ąŠą▒čģąŠą┤ą░ ą║ąŠąĮčéčāčĆą░ čĆąĄąĘą░ čü ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ ą▓čĆą░čēąĄąĮąĖčÅ čäčĆąĄąĘčŗ - ą┐ąŠą┐čāčéąĮąŠąĄ ąĖą╗ąĖ ą▓čüčéčĆąĄčćąĮąŠąĄ. ą¤čĆąĖ čŹč鹊ą╝ čćąĖčüčéčŗą╣ čĆąĄąĘ ą▒čāą┤ąĄčé ąĖą╗ąĖ "ąĮą░čĆčāąČčā" ąĖą╗ąĖ "ą▓ąŠ ą▓ąĮčāčéčĆčī". ąĢčēčæ, ą┐čĆąĖčćąĖąĮą░ ą╝ąŠąČąĄčé ą▒čŗčéčī ą▓ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮąŠ čüą│ąĄąĮąĄčĆąĖčĆąŠą▓ą░ąĮąĮąŠą╝ ą║ąŠą┤ąĄ čāą┐čĆą░ą▓ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ ą┤ą╗čÅ ą║ąŠąĮą║čĆąĄčéąĮąŠą│ąŠ čüčéą░ąĮą║ą░, čéą░ą║ ąĮą░ąĘčŗą▓ą░ąĄą╝ąŠą╝ "ą┐ąŠčüčé-ą┐čĆąŠčåąĄčüčüąĄ". ąÆąŠąĘą╝ąŠąČąĮąŠ, ą║ąŠą│ą┤ą░ ą│ąĄąĮąĄčĆąĖčĆąŠą▓ą░ą╗čüčÅ ą║ąŠą┤ ąŠą▒čģąŠą┤ą░ ąŠčéą▓ąĄčĆčüčéąĖčÅ, ąĄą│ąŠ ą║ąŠąĮčéčāčĆ ąŠą║ą░ąĘą░ą╗čüčÅ ąĮąĄ ą┐ąŠą╗ąĮąŠčüčéčīčÄ ąĘą░ą╝ą║ąĮčāčé, čüą╝. čĆąĖčüčāąĮąŠą║ 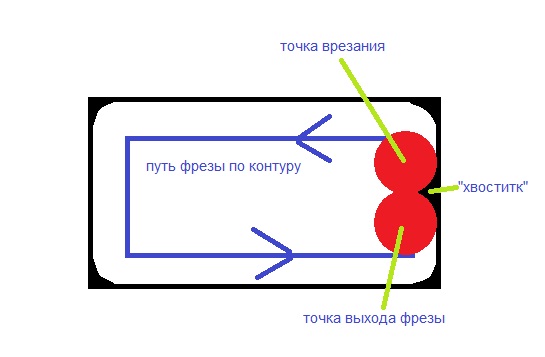 č鹊čćą║ąĖ ą▓čģąŠą┤ą░ ąĖ ą▓čŗčģąŠą┤ą░ čäčĆąĄąĘčŗ ą┤ąŠą╗ąČąĮčŗ čüąŠą▓ą┐ą░ą┤ą░čéčī ą┐ąŠ ą”ąĢąØąóąĀąÉą£ čäčĆąĄąĘčŗ - č鹊ą│ą┤ą░ "čģą▓ąŠčüčéąĖą║ąŠą▓" ąĮąĄ ą▒čāą┤ąĄčé, ą░ ąĘą┤ąĄčüčī ą▓čŗčģąŠą┤ čäčĆąĄąĘčŗ ą┐ąŠ "ą║ą░čüą░ąĮąĖčÄ" ą┤ąĖą░ą╝ąĄčéčĆąŠą╝... ąśąĮąŠą│ą┤ą░, G-ą║ąŠą┤ ą│ąĄąĮąĄčĆąĖčĆčāąĄčéčüčÅ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮąŠ ąĖąĘ-ąĘą░ ąĮąĄą▓ąĄčĆąĮąŠ ąĘą░ą┤ą░ąĮąĮčŗčģ ąĮą░čćą░ą╗čīąĮčŗčģ čāčüą╗ąŠą▓ąĖą╣ ąĖą╗ąĖ ąŠčüąŠą▒ąĄąĮąĮąŠčüč鹥ą╣ ą║ąŠąĮą║čĆąĄčéąĮąŠą╣ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ, ą│ą┤ąĄ čŹč鹊 ą┤ąĄą╗ą░ąĄčéčüčÅ. ąÆ ą╗čÄą▒ąŠą╝ čüą╗čāčćą░ąĄ - ą┐čĆąĖčćąĖąĮą░ ąĮąĄą┤ąŠčĆąĄąĘą░ ą╝ą░č鹥čĆąĖą░ą╗ą░ ą║čĆąŠąĄčéčüčÅ ą▓ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĖ ąŻą¤, ąĮą░ ą║ą░ą║ąŠą╝ čüąŠčäč鹥 ą┤ąĄą╗ą░ąĄčéčüčÅ (ąĄą│ąŠ ąŠčüąŠą▒ąĄąĮąĮąŠčüčéąĖ), čĆą░ą▒ąŠč鹥 čüčéą░ąĮą║ą░ ąĖ čé.ą┤. ą£ąŠčÅ ą┐čĆąŠą│čĆą░ą╝ą╝ą░ - č鹊ą╗čīą║ąŠ 30% čĆą░ą▒ąŠčéčŗ ą▓ čüąŠąĘą┤ą░ąĮąĖąĖ ą║ąŠčĆą┐čāčüą░ (ą▓ąĄą║č鹊čĆą░ ą┐ąŠ čĆą░ąĘą╝ąĄčĆą░ą╝), ą░ ąŠčüčéą░ą╗čīąĮąŠąĄ - čŹč鹊 čüčéą░ąĮąŠą║ ąĖ čĆą░ą▒ąŠčéą░ ąĮą░ ąĮąĄą╝. ąÉ ą║ąŠčĆą┐čāčü čģąŠčĆąŠčłąŠ ą┐ąŠą╗čāčćąĖą╗čüčÅ. ąŻ ą╝ąĄąĮčÅ ą┐ąĄčĆą▓čŗą╣ ą│ąŠčĆą░ąĘą┤ąŠ čģčāąČąĄ ą▓čŗčłąĄą╗
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąŠą║čé 16, 2016 10:32:11 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
boka1733 ą┐ąĖčüą░ą╗(ą░): ąÉ ą║ąŠčĆą┐čāčü čģąŠčĆąŠčłąŠ ą┐ąŠą╗čāčćąĖą╗čüčÅ. ąŻ ą╝ąĄąĮčÅ ą┐ąĄčĆą▓čŗą╣ ą│ąŠčĆą░ąĘą┤ąŠ čģčāąČąĄ ą▓čŗčłąĄą╗ ąŻ ą╝ąĄąĮčÅ čŹč鹊 ą▓č鹊čĆąŠą╣))) ą┐ąĄčĆą▓čŗą╣ ą┤ąĄą╗ą░ą╗ č鹥čüč鹊ą▓čŗą╣ 50čģ50čģ50 ąĖąĘąĘą░ č鹊ą│ąŠ čćč鹊 ąĮąĄ čāč湥ą╗ čüą║ąŠčāą│ą╗ąĄąĮąĖąĄ čäčĆąĄąĘčŗ ąŠčé ąĮąĄ čüąŠą▒čĆą░ą╗čüčÅ))) čüą┤ąĄą╗ą░ą╗ č乊čéą║ąĖ ą┐ąŠ ą╗čāčćčłąĄ)) ą┐čĆąĖą║ą╗ą░ą┤čŗą▓ą░čÄ    čäčĆąĄąĘčā ą▒čĆą░ą╗ čā ą║ąĖčéą░ą╣čåąĄą▓ https://www.aliexpress.com/snapshot/7147318400.html?orderId=71314269085827&productId=1740088680ą» ą┤ąĄą╗ą░čÄ ą║ąŠąĮčéčāčĆ ą▓ 2 ąĘą░čģąŠą┤ą░, ą┐ąĄčĆą▓čŗą╣ ąĘą░čģąŠą┤ ąĮą░ 1,5-2 ą╝ą╝ (ą░ą║čĆąĖą╗ 3ą╝ą╝) ąĖą┤ąĄčé V ąŠą▒čĆą░ąĘąĮą░čÅ čĆą░ąĘą▓ąĄčĆčéą║ą░ ą░ ą┐ąŠč鹊ą╝ čāąČąĄ ą┐čĆąŠčģąŠąČčā čäčĆąĄąĘąŠą╣. ą¤čĆąŠą▒ąŠą▓ą░ą╗ čüčĆą░ąĘčā čäčĆąĄąĘąŠą╣ .. ą┐ąŠą╗čāčćąĖą╗ąŠčüčī ą┐ą╗ąŠčģąŠ .. ąĖą┤ąĄčé ąĘą░ą┤ąĖčĆ čü ąŠą┐ą╗ą░ą▓ą╗ąĄąĮąĖąĄą╝ čüčéčĆčāąČą║ąĖ ... ąĄąĄ ą┐ąŠč鹊ą╝ ąŠčéą┤ąĖčĆą░čéčī ą┐čĆąĖčģąŠą┤ąĖčéčüčÅ ... ą£ąĮąĄ ą▓čüąĄ ąĖąĮč鹥čĆąĄčüąĮąŠ ą║ą░ą║ ą┐ąŠą╗čāčćą░čÄčéčüčÅ čéą░ą║ąĖąĄ ą║čĆą░čüąĖą▓čŗąĄ ą╗ąĖąĮąĖąĖ čĆąĄąĘą░ čā ą░ą║čĆąĖą╗ąŠą▓čŗčģ ą║ąŠčĆąŠą▒ąŠč湥ą║ čćč鹊 ą┐čĆąŠą┤ą░čÄčé ą║ąĖčéą░ą╣čåčŗ ...
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
boka1733
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąŠą║čé 16, 2016 12:21:34 |
|
| ąÆčüčéą░ą╗ ąĮą░ ą╗ą░ą┐čŗ |
|
ąÜą░čĆą╝ą░: 1
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 79
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤čé ą░ą┐čĆ 16, 2010 12:00:19
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 121
ą×čéą║čāą┤ą░: ąÜą£ąÆ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
čÅ ą┐čĆą░ą▓ - čā č鹥ą▒čÅ čüąŠą▓ąĄčĆčłąĄąĮąĮąŠ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮčŗą╣ čĆąĄąČąĖą╝ čĆąĄąĘą░ąĮąĖčÅ ą┤ą╗čÅ ą╝ą░č鹥čĆąĖą░ą╗ą░! ąĪčéčĆčāąČą║ą░ ą┐ą╗ą░ą▓ąĖčéčüčÅ - ą░ čŹč鹊ą│ąŠ ąĮąĄ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī ą║ą░č鹥ą│ąŠčĆąĖč湥čüą║ąĖ! ąŚą░č湥ą╝ čĆą░ąĘą▓ąĄčĆčéą║ąĖ? č鹥ą╝ ą▒ąŠą╗ąĄąĄ V-ąŠą▒čĆą░ąĘąĮčŗąĄ..... ąÆčüąĄ čĆąĄąČąĄčéčüčÅ ąŠą┤ąĮąŠą╣ čäčĆąĄąĘąŠą╣, čćąĖčüą╗ąŠ ą┐čĆąŠčģąŠą┤ąŠą▓ ąĘą░ą▓ąĖčüąĖčé ąŠčé č鹊ą╗čēąĖąĮčŗ ą╝ą░č鹥čĆąĖą░ą╗ą░ ąÆąŠąĘčīą╝ąĖ ą▓ąŠčé čéą░ą║čāčÄ čäčĆąĄąĘčā https://ru.aliexpress.com/item/5pcs-3-175-2-0-12mm-Two-Straight-Flute-Carbide-Endmills-Cutting-Milling-Tool-Solid-Carbide/32612255957.html?spm=2114.13010608.0.0.372SBJąŻą╝ąĄąĮčīčłąĖ ąŠą▒ąŠčĆąŠčéčŗ čłą┐ąĖąĮą┤ąĄą╗čÅ ą┤ąŠ 12000-15000 čüą║ąŠčĆąŠčüčéčī ą┐ąŠą┤ą░čćąĖ 400 ą╝ą╝/ą╝ąĖąĮ ą│ą╗čāą▒ąĖąĮą░ ąĘą░ ą┐čĆąŠčģąŠą┤ 1.5 ą╝ą╝ (ą┤ą╗čÅ čäčĆąĄąĘčŗ 2ą╝ą╝) ąĖą╗ąĖ 2 ą┤ą╗čÅ čäčĆąĄąĘčŗ 3ą╝ą╝ čüą╝. čĆąĖčüčāąĮąŠą║ - čŹč鹊 ą┐ąŠą┐čāčéąĮąŠąĄ čĆąĄąĘą░ąĮąĖąĄ ą║ąŠąĮčéčāčĆą░  ą┐čĆąĖ čéą░ą║ąŠą╝ ą┤ą▓ąĖąČąĄąĮąĖąĖ čäčĆąĄąĘčŗ ą▓ąĄčĆčģąĮąĖą╣ ą║čĆą░ą╣ čĆąĄąĘą░ (ą┐ąŠ čĆąĖčüčāąĮą║čā) ą▒čāą┤ąĄčé čćąĖčüčéčŗą╣, ą░ ąĮąĖąČąĮąĖą╣ čü "ą▒ą░čģčĆąŠą╝ąŠą╣". ąĢčüą╗ąĖ ą┐ąŠą╝ąĄąĮčÅčéčī ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą┤ą▓ąĖąČąĄąĮąĖčÅ čäčĆąĄąĘčŗ, č鹊 čćąĖčüčéčŗą╣ ąĖ "ą▒ą░čģčĆąŠą╝ą░" čĆąĄąĘčŗ ą┐ąŠą╝ąĄąĮčÅčÄčéčüčÅ ą╝ąĄčüčéą░ą╝ąĖ. ąśčüčģąŠą┤čÅ ąĖąĘ čŹč鹊ą│ąŠ ąĖ ąĮą░ą┤ąŠ ąĘą░ą┤ą░ą▓ą░čéčī ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ąŠą▒čģąŠą┤ą░ ą║ąŠąĮčéčāčĆą░ ą┤ąĄčéą░ą╗ąĖ. ąĢčüą╗ąĖ čéčŗ ąĮą░ą│čĆąĄą╗ ą▒ąŠą╗čīčłąĖą╝ąĖ ąŠą▒ąŠčĆąŠčéą░ą╝ąĖ čüčéčĆčāąČą║čā ą┤ąŠ ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ, ą▓ąŠčé ąŠąĮą░ ąĖ ą╗ąĖą┐ąĮąĄčé ą┐čĆąĖ ą▓čŗčģąŠą┤ąĄ ąĮą░ ą║čĆą░ą╣ čĆąĄąĘą░. ąŻą╝ąĄąĮčīčłąĖ čüą║ąŠčĆąŠčüčéčī čłą┐ąĖąĮą┤ąĄą╗čÅ ąĖ čüą║ąŠčĆąŠčüčéčī ą┐ąŠą┤ą░čćąĖ! ąØąĄ "ą│ąŠąĮąĖ" čüčéą░ąĮąŠą║ ąĮą░ ą▓čüąĄčģ ą┐ą░čĆą░čģ, ąĮąĄ čüą┐ąĄčłąĖ..... ąÉ čćąĖčüčéčŗą╣ čĆąĄąĘ čā ą║ąĖčéą░ą╣čåąĄą▓ (ąĘąĄčĆą║ą░ą╗čīąĮčŗą╣) ą┤ąĄą╗ą░ąĄčé ą╗ą░ąĘąĄčĆ. ążčĆąĄąĘąŠą╣ čéą░ą║ ąĮąĄ čüą┤ąĄą╗ą░čéčī ą▓ ą┐čĆąĖčåąĖą┐ąĄ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĪąĪčéą░ąĮąĖčüą╗ą░ą▓
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąŠą║čé 16, 2016 12:25:28 |
|
| ąŁč鹊 ąĮąĄ čģą▓ąŠčüčé, čŹč鹊 ą░ąĮč鹥ąĮąĮą░ |
ąÜą░čĆą╝ą░: 20
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 5
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ą╝ą░ą╣ 20, 2014 18:14:20
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 1338
ą×čéą║čāą┤ą░: ąæąĄą╗ą│ąŠčĆąŠą┤
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ass20 ą┐ąĖčüą░ą╗(ą░): čüą┤ąĄą╗ą░ą╗ č乊čéą║ąĖ ą┐ąŠ ą╗čāčćčłąĄ)) ą┐čĆąĖą║ą╗ą░ą┤čŗą▓ą░čÄ ... ąØąĄ ą┐čĆą░ą▓ąĖą╗čīąĮčŗą╣ čĆąĄąČąĖą╝ čĆąĄąĘą░, ą▓ąŠąĘą╝ąŠąČąĮąŠ čéčāą┐ą░čÅ čäčĆąĄąĘą░, čäčĆąĄąĘą░ ąĮąĄ čĆąĄąČąĄčé, ą░ ą┐ą╗ą░ą▓ąĖčé ą┐ą╗ą░čüčéąĖą║. ass20 ą┐ąĖčüą░ą╗(ą░): ąÜą░ą║ ą┐ąŠ ą╝ąĮąĄ čéą░ą║, čŹč鹊 čäčĆąĄąĘą░ ą┤ą╗čÅ ą╝čÅą│ą║ąĖčģ ą╝ąĄčéą░ą╗ą╗ąŠą▓ čéąĖą┐ą░ ą░ą╗čÄą╝ąĖąĮąĖčÅ, čĆąĄąĘ ą┐ąŠ ą┐ą╗ą░čüčéąĖą║čā ą▒čāą┤ąĄčé ą┐čĆąĖą╝ąĄčĆąĮąŠ čéą░ą║ąŠą╣ ą║ą░ą║ ąĮą░ č乊č鹊. ass20 ą┐ąĖčüą░ą╗(ą░): ą» ą┤ąĄą╗ą░čÄ ą║ąŠąĮčéčāčĆ ą▓ 2 ąĘą░čģąŠą┤ą░, ą┐ąĄčĆą▓čŗą╣ ąĘą░čģąŠą┤ ąĮą░ 1,5-2 ą╝ą╝ (ą░ą║čĆąĖą╗ 3ą╝ą╝) ąĖą┤ąĄčé V ąŠą▒čĆą░ąĘąĮą░čÅ čĆą░ąĘą▓ąĄčĆčéą║ą░ ą░ ą┐ąŠč鹊ą╝ čāąČąĄ ą┐čĆąŠčģąŠąČčā čäčĆąĄąĘąŠą╣.
ą¤čĆąŠą▒ąŠą▓ą░ą╗ čüčĆą░ąĘčā čäčĆąĄąĘąŠą╣ .. ą┐ąŠą╗čāčćąĖą╗ąŠčüčī ą┐ą╗ąŠčģąŠ .. ąĖą┤ąĄčé ąĘą░ą┤ąĖčĆ čü ąŠą┐ą╗ą░ą▓ą╗ąĄąĮąĖąĄą╝ čüčéčĆčāąČą║ąĖ ... ąĄąĄ ą┐ąŠč鹊ą╝ ąŠčéą┤ąĖčĆą░čéčī ą┐čĆąĖčģąŠą┤ąĖčéčüčÅ ...
ą£ąĮąĄ ą▓čüąĄ ąĖąĮč鹥čĆąĄčüąĮąŠ ą║ą░ą║ ą┐ąŠą╗čāčćą░čÄčéčüčÅ čéą░ą║ąĖąĄ ą║čĆą░čüąĖą▓čŗąĄ ą╗ąĖąĮąĖąĖ čĆąĄąĘą░ čā ą░ą║čĆąĖą╗ąŠą▓čŗčģ ą║ąŠčĆąŠą▒ąŠč湥ą║ čćč鹊 ą┐čĆąŠą┤ą░čÄčé ą║ąĖčéą░ą╣čåčŗ ... ąĪąĮąĖą╝ą░čéčī čüčĆą░ąĘčā 1,5-2 ą╝ą╝, ą░ čāąČ č鹥ą╝ ą▒ąŠą╗ąĄąĄ 3ą╝ą╝ (ą┐ąŠ ą▓č鹊čĆąŠą╝čā ą║čĆčāą│čā) čÅ ą▒čŗ ąĮąĄ čüąŠą▓ąĄč鹊ą▓ą░ą╗ ą▒ąĄąĘ ąŠčģą╗ą░ąČą┤ąĄąĮąĖčÅ. ąæąĄąĘ ąŠčģą╗ą░ąČą┤ąĄąĮąĖčÅ ą┐ą╗ą░čüčéąĖą║ čćąĖčüč鹊 čĆąĄąČąĄčéčüčÅ ą┐ą╗ąŠčüą║ąŠą╣ čäčĆąĄąĘąŠą╣ čüąŠ čüčŖąĄą╝ąŠą╝ 0,2-0,5 ą╝ą╝, ąŠą▒ąŠčĆąŠčéčŗ ą┐čĆąĖ čŹč鹊ą╝ ~5000 čüą║ąŠčĆąŠčüčéčī čĆąĄąĘą░ 400 ą╝ą╝/ą╝ąĖąĮ. ąŚą½: ąØą░ą┐ąĖčüą░ą╗, čāą▓ąĖą┤ąĄą╗ ą┐ąŠčüčé ą┐čĆąĄą┤čŗą┤čāčēąĄą│ąŠ č鹊ą▓ą░čĆąĖčēą░. ąÆčüąĄ č鹊ąČąĄ čüą░ą╝ąŠąĄ, ąĮąŠ ą▓čĆąŠą┤ąĄ čāąČąĄ ąĮą░ą┐ąĖčüą░ą╗, ą┐ąŠčŹč鹊ą╝čā ąŠčüčéą░ą▓ą╗čÄ.
_________________
ąöąŠčĆąŠą│čā ąŠčüąĖą╗ąĖčé ąĖą┤čāčēąĖą╣.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ass20
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ąŠą║čé 19, 2016 16:42:52 |
|
| ąÆčŗą╝ąŠą│ą░č鹥ą╗čī ą┐čĆąĖą┐ąŠčÅ |
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 105
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ąĖčÄąĮ 07, 2010 22:56:01
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 627
ą×čéą║čāą┤ą░: SU
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ą▒ąŠą╗čīčłąŠąĄ čüą┐ą░čüąĖą▒ąŠ ąĘą░ ą┐ąŠą╝ąŠčēčī
ą┐čĆąĖ čĆąĄąĘą║ąĄ čüą╗ąĄą┤čāčÄčēąĄą│ąŠ ą║ąŠčĆą┐čāčüą░ ąĖčģ čāčćčéčā.
čÅ čüą░ą╝ ą┐čĆąŠą│čĆą░ą╝ą╝ąĖčüčé ąĖ 菹╗ąĄą║čéčĆąŠąĮčēąĖą║ ... ą░ ą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĄ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą╝ą░ą╗ąŠ ą┐ąŠąĮąĖą╝ą░čÄ .... čćč鹊 č鹊 ą▓ ąĖąĮčüčéąĖčéčāč鹥 čĆą░čüčüą║ą░ąĘčŗą▓ą░ą╗ąĖ ą▓ ąŠą▒čēąĖčģ č湥čĆčéą░čģ ...
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
mikrotik
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗą╣ ą║ąŠčĆą┐čāčü ąĮą░ ą¦ą¤ąŻ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤ąĮ ąŠą║čé 24, 2016 05:36:04 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ čüąĄąĮ 12, 2012 17:05:50
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 45
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ass20 ą┐ąĖčüą░ą╗(ą░): čäčĆąĄąĘčā ą▒čĆą░ą╗ čā ą║ąĖčéą░ą╣čåąĄą▓ https://www.aliexpress.com/snapshot/7147318400.html?orderId=71314269085827&productId=1740088680ą» ą┤ąĄą╗ą░čÄ ą║ąŠąĮčéčāčĆ ą▓ 2 ąĘą░čģąŠą┤ą░, ą┐ąĄčĆą▓čŗą╣ ąĘą░čģąŠą┤ ąĮą░ 1,5-2 ą╝ą╝ (ą░ą║čĆąĖą╗ 3ą╝ą╝) ąĖą┤ąĄčé V ąŠą▒čĆą░ąĘąĮą░čÅ čĆą░ąĘą▓ąĄčĆčéą║ą░ ą░ ą┐ąŠč鹊ą╝ čāąČąĄ ą┐čĆąŠčģąŠąČčā čäčĆąĄąĘąŠą╣. ą¤čĆąŠą▒ąŠą▓ą░ą╗ čüčĆą░ąĘčā čäčĆąĄąĘąŠą╣ .. ą┐ąŠą╗čāčćąĖą╗ąŠčüčī ą┐ą╗ąŠčģąŠ .. ąĖą┤ąĄčé ąĘą░ą┤ąĖčĆ čü ąŠą┐ą╗ą░ą▓ą╗ąĄąĮąĖąĄą╝ čüčéčĆčāąČą║ąĖ ... ąĄąĄ ą┐ąŠč鹊ą╝ ąŠčéą┤ąĖčĆą░čéčī ą┐čĆąĖčģąŠą┤ąĖčéčüčÅ ... ą£ąĮąĄ ą▓čüąĄ ąĖąĮč鹥čĆąĄčüąĮąŠ ą║ą░ą║ ą┐ąŠą╗čāčćą░čÄčéčüčÅ čéą░ą║ąĖąĄ ą║čĆą░čüąĖą▓čŗąĄ ą╗ąĖąĮąĖąĖ čĆąĄąĘą░ čā ą░ą║čĆąĖą╗ąŠą▓čŗčģ ą║ąŠčĆąŠą▒ąŠč湥ą║ čćč鹊 ą┐čĆąŠą┤ą░čÄčé ą║ąĖčéą░ą╣čåčŗ ... čüčüčŗą╗ą║ą░ ą║ čüąŠąČą░ą╗ąĄąĮąĖčÄ ąĮąĄ čĆą░ą▒ąŠčćą░čÅ ą┤ą╗čÅ č鹊ą│ąŠ, čćč鹊ą▒čŗ čĆąĄąĘą░čéčī ą┐ą╗ą░čüčéąĖą║, ąĮčāąČąĮčŗ ąŠč湥ąĮčī ąŠčüčéčĆčŗąĄ čäčĆąĄąĘčŗ, ą▒čāą║ą▓ą░ą╗čīąĮąŠ ą║ą░ą║ ą▒čĆąĖčéą▓ą░, čā ą║ąĖčéą░ą╣čåąĄą▓ čÅ čéą░ą║ąĖčģ ąĮąĄ ą▓čüčéčĆąĄčćą░ą╗, ą┐ąŠčŹč鹊ą╝čā ąĖąĘ ą▒ąŠą╗ąĄąĄ ąĖą╗ąĖ ą╝ąĄąĮąĄąĄ ą┤ąŠčüčéčāą┐ąĮčŗčģ ą┐ąŠ čåąĄąĮąĄ čĆąĄą║ąŠą╝ąĄąĮą┤čāčÄ ą░ą╝ąĄčĆąĖą║ą░ąĮčüą║ąĖąĄ Kyocera, ą┐ąĖą╗čÄ čéą░ą║ąĖą╝ąĖ ą▓čüąĄ, ąŠčé ą┐ą╗ą░čüčéąĖą║ą░, ą┤ąŠ ą┤ąĄčĆąĄą▓ą░, čĆąĄąĘ ą▒ąĄąĘ ąĘą░ą┤ąĖčĆąŠą▓, ą┤ą░ąČąĄ ą┐čĆąĖ čĆąĄąĘą║ąĄ ą║ą░ą┐čĆąŠą╗ąŠąĮą░. ą║čĆąŠą╝ąĄ č鹊ą│ąŠ čäčĆąĄąĘčŗ ą┤ą╗čÅ ą┐ą╗ą░čüčéąĖą║ą░ ąĮąĄą╗čīąĘčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą┤ą╗čÅ ą┤čĆčāą│ąĖčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ - ą┤ąĄčĆąĄą▓ą░ ąĖ ą┐čĆ. - ą▒čŗčüčéčĆąŠ ąĘą░čéčāą┐čÅčéčüčÅ ąĖ ą║ą░č湥čüčéą▓ąŠ čĆąĄąĘą░ čāčģčāą┤čłąĖčéčüčÅ. ą║čüčéą░čéąĖ ąĮą░ ą║ą░ą║ąŠą╝ čüčéą░ąĮą║ąĄ čĆą░ą▒ąŠčéą░ąĄč鹥? ąĄčüą╗ąĖ čā čüčéą░ąĮą║ą░ ąĄčüčéčī čüąĖą╗čīąĮčŗąĄ ą╗čÄčäčéčŗ ąĖ ąĮąĄ ą┤ąŠčüčéą░č鹊čćąĮąŠ ąČąĄčüčéą║ąŠčüčéąĖ, č鹊 ą┤ą░ąČąĄ ąĮą░ ąŠč湥ąĮčī čģąŠčĆąŠčłąĖčģ čäčĆąĄąĘą░čģ ą╝ąŠąČąĮąŠ ą▒čāą┤ąĄčé ąĮą░ą▒ą╗čÄą┤ą░čéčī čĆąĄąĘčāą╗čīčéą░čé ą║ą░ą║ čā ą▓ą░čü - čĆą▓ą░ąĮčŗąĄ ą║čĆą░čÅ ąĖ čé.ą┤.
| ąÆą╗ąŠąČąĄąĮąĖčÅ: |
ąÜąŠą╝ą╝ąĄąĮčéą░čĆąĖą╣ ą║ čäą░ą╣ą╗čā: kyocera 1600-1181.500 ą║ą░ą┐čĆąŠą╗ąŠąĮ
k.jpg [48.54 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 902
|
ąÜąŠą╝ą╝ąĄąĮčéą░čĆąĖą╣ ą║ čäą░ą╣ą╗čā: kyocera 1600-1181.500 ą░ą║čĆąĖą╗
pl.jpg [48.3 KiB]
ąĪą║ą░čćąĖą▓ą░ąĮąĖą╣: 815
|
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
|
ąĪčéčĆą░ąĮąĖčåą░ 1 ąĖąĘ 4
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 67 ] |
, , , |
ąÜč鹊 čüąĄą╣čćą░čü ąĮą░ č乊čĆčāą╝ąĄ |
ąĪąĄą╣čćą░čü čŹč鹊čé č乊čĆčāą╝ ą┐čĆąŠčüą╝ą░čéčĆąĖą▓ą░čÄčé: ąĮąĄčé ąĘą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗ąĄą╣ ąĖ ą│ąŠčüčéąĖ: 7 |
|
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąĮą░čćąĖąĮą░čéčī č鹥ą╝čŗ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąŠčéą▓ąĄčćą░čéčī ąĮą░ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░čéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čāą┤ą░ą╗čÅčéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ą┤ąŠą▒ą░ą▓ą╗čÅčéčī ą▓ą╗ąŠąČąĄąĮąĖčÅ
|

|
|